
数控螺杆转子磨床用砂轮修型装置及工艺.pdf

永梅****33

1/8

2/8

3/8

4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

数控螺杆转子磨床用砂轮修型装置及工艺.pdf
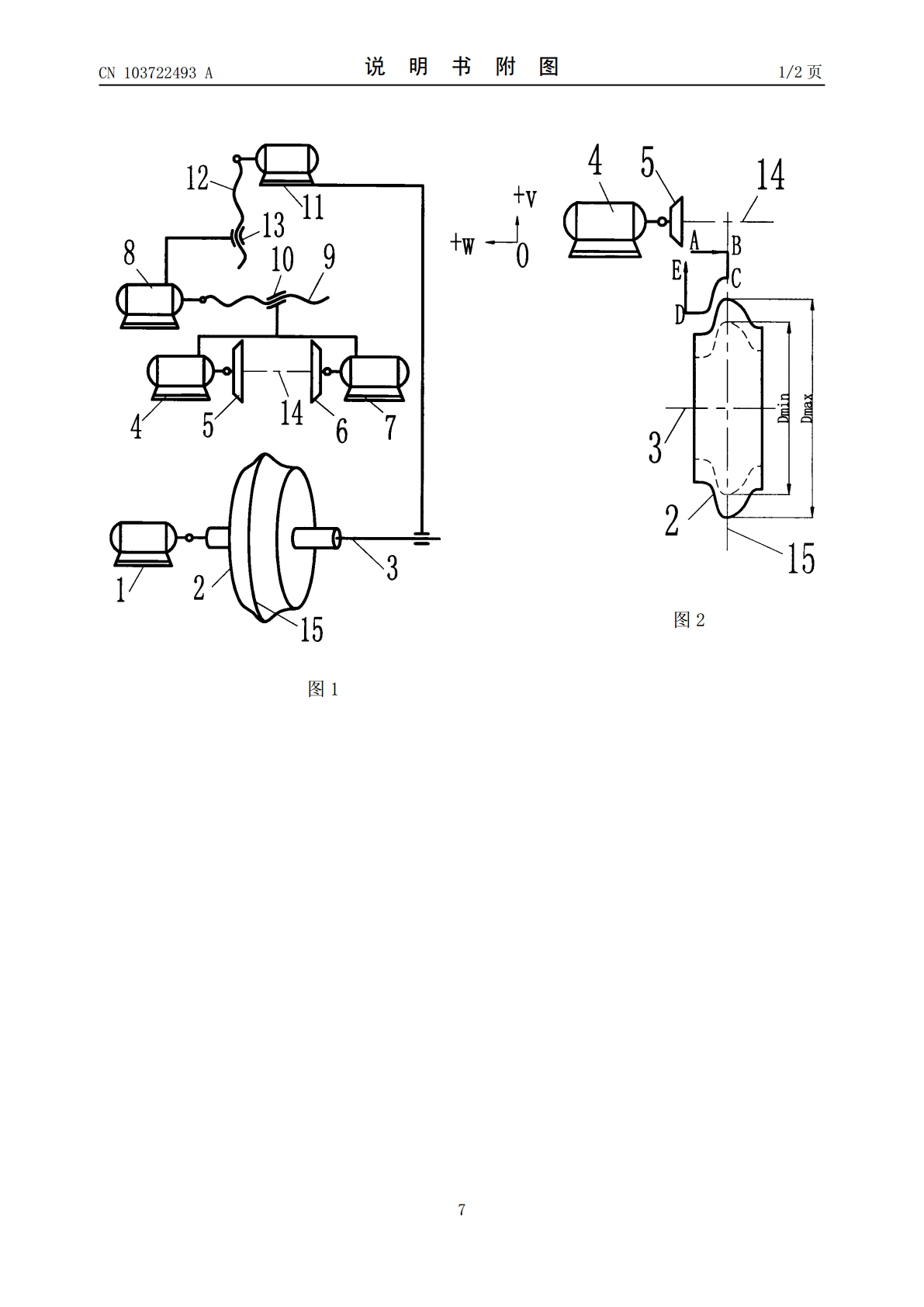
本发明涉及一种数控螺杆转子磨床用砂轮修型装置及工艺,包括数控螺杆转子磨床用砂轮修型装置和砂轮的分段修型工艺。砂轮修型装置采用下、中、上三层总体结构,包括两个同轴分开驱动的金刚轮和实现两金刚轮沿平面正交矢量V、W向进给的驱动装置。采用分段方式实现砂轮复杂廓形的快速、高效修型,将砂轮廓形分左、右两段进行修型和砂轮的多次修型采用同一修型程序实现,砂轮的修型程序采用离线计算。本发明在保证砂轮的廓形精度和所磨削螺杆转子的精度前提下,实现了螺杆转子磨削用砂轮的高效、高精度修型,提高机床的加工效率,操作简便,同时不受经
导轮磨床侧面修砂轮装置.pdf
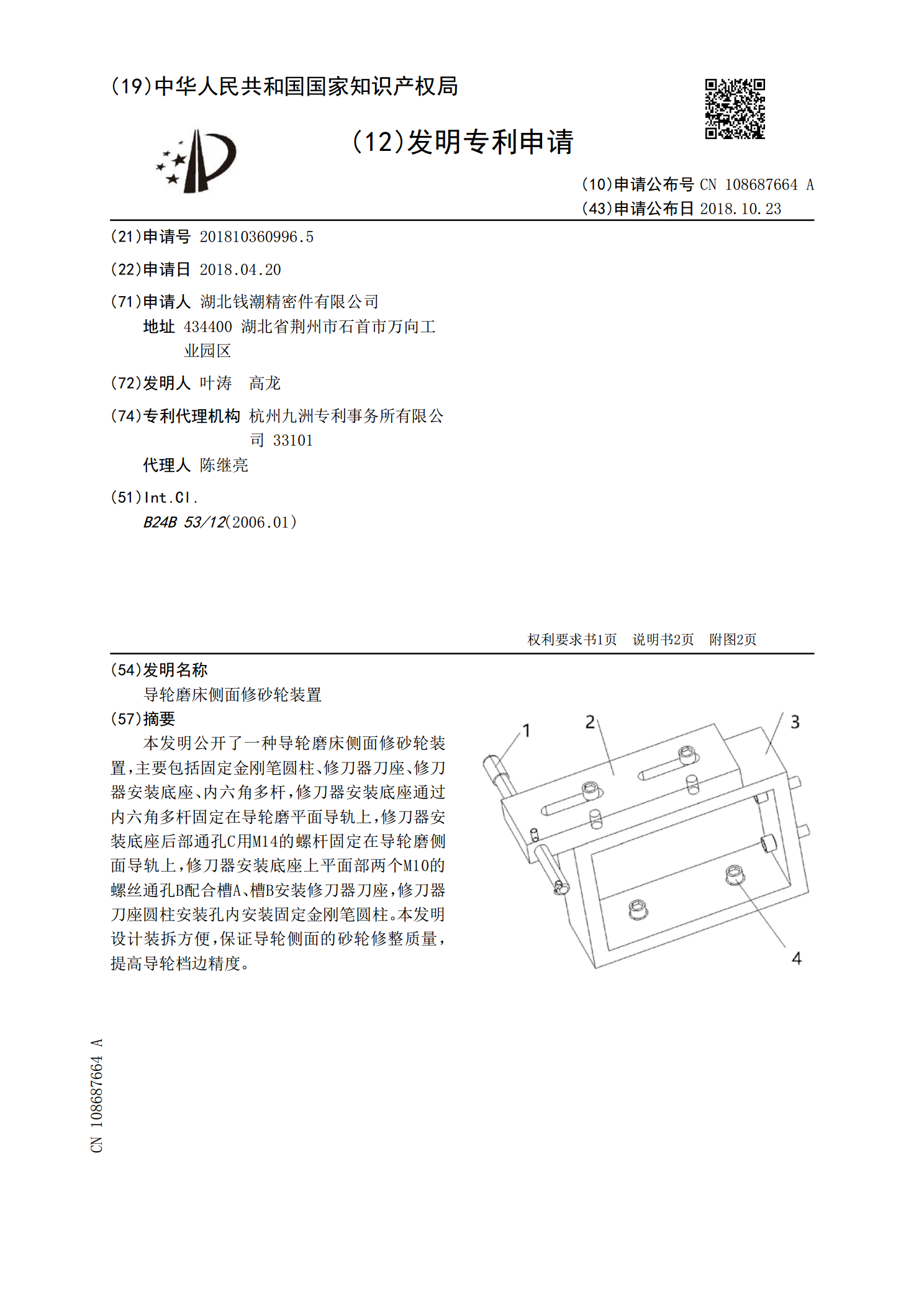
本发明公开了一种导轮磨床侧面修砂轮装置,主要包括固定金刚笔圆柱、修刀器刀座、修刀器安装底座、内六角多杆,修刀器安装底座通过内六角多杆固定在导轮磨平面导轨上,修刀器安装底座后部通孔C用M14的螺杆固定在导轮磨侧面导轨上,修刀器安装底座上平面部两个M10的螺丝通孔B配合槽A、槽B安装修刀器刀座,修刀器刀座圆柱安装孔内安装固定金刚笔圆柱。本发明设计装拆方便,保证导轮侧面的砂轮修整质量,提高导轮档边精度。

导轨磨床砂轮厚度修磨装置.pdf
本发明公开了一种导轨磨床砂轮厚度修磨装置,该装置包括磁性基体、金刚笔、双头螺柱、夹头和压紧螺母,双头螺柱的一端与安装在工作台上的磁性基体连接,另一端与夹头连接;金刚笔安装在夹头上;夹头通过压紧螺母设置在双头螺柱上。本发明能综合各规格导轨倒角尺寸,调整砂轮与工作台之间的缝隙,节省了大量的劳动力,操作更省时、更精确。

螺杆数控磨床.pdf
本发明公开一种螺杆数控磨床,包括工作台、第一水平滑动装置、第二水平滑动装置、工件夹紧机构、磨削砂轮和砂轮修型器,砂轮修形器包括滑台底座,在滑台底座上设置有x向滑动装置,x轴向滑动装置上设置有y向滑动装置,在所述y向滑动装置上设置有两个滚轮电机,两个所述滚轮电机的输出轴轴线之间的夹角为45~48°,在两个所述滚轮电机的输出轴上分别安装有修型金刚滚轮。以上方案的显著效果是,能精确的控制修型金刚轮在x方向和y方向上的移动距离,两个修型金刚轮能准确位于平面内的任一位置,两个修型金刚轮配合对磨削砂轮进行修整,修型器

重型数控轧辊磨床自动拆装砂轮装置.pdf
本发明公开了一种重型数控轧辊磨床自动拆装砂轮装置,吊具的套圈上侧通过拉杆与起吊块可转动固连,套圈套设于砂轮夹盘一端外侧,套圈一侧端部的主油缸的主活塞杆可推动砂轮夹盘一端的压块沿轴线方向移动,吊具上辅助油缸的辅助活塞杆恰可容置于砂轮夹盘径向外侧壁上的环形定位凹槽内,砂轮夹盘套设于磨床主轴锥头外侧,砂轮夹盘的拉手与磨床主轴锥头一端的拉钉可拆卸扣合连接,本发明通过控制吊具上的主油缸和辅助油缸工作来控制吊具与砂轮夹盘的拆装以及砂轮夹盘与磨床主轴锥头的拆装,这样就能轻松方便的进行砂轮自动拆卸和吊装,其结构简单,操作