
一种薄壁缸套旋压翻边夹具.pdf

含平****ng


1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄壁缸套旋压翻边夹具.pdf
本发明提供了一种薄壁缸套旋压翻边夹具,其夹具体中与机床连接盘相对的一端内侧设置有一段扩口段,拉杆的一端固定连接有直线往复运动执行机构、另一端固定连接有夹簧拉盘,夹簧拉盘上固定连接有夹簧,夹簧的端部为与扩口段形状匹配的变径段;夹簧内部设置有缸套定位盘,缸套定位盘通过连接件与机床连接盘连接。缸套翻边时,直线往复运动执行机构通过拉杆带动夹簧拉盘和夹簧夹紧工件外圆,缸套以缸套定位盘轴向定位,机床溜板上的滚轮自动进给对工件边沿旋压翻边成直角形。翻边完成后,直线往复运动执行机构通过拉杆带动夹簧拉盘和夹簧水平移动,将缸
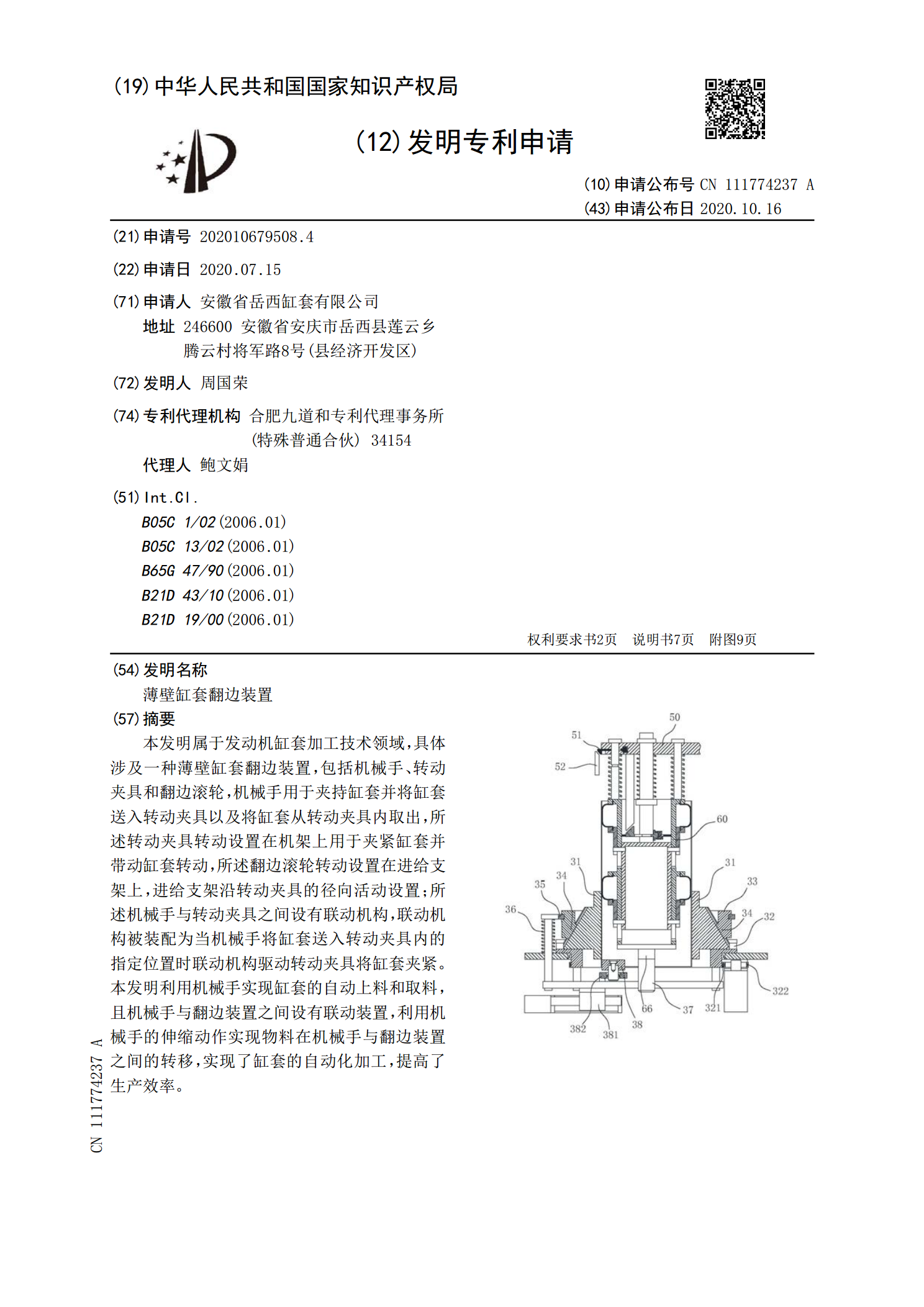
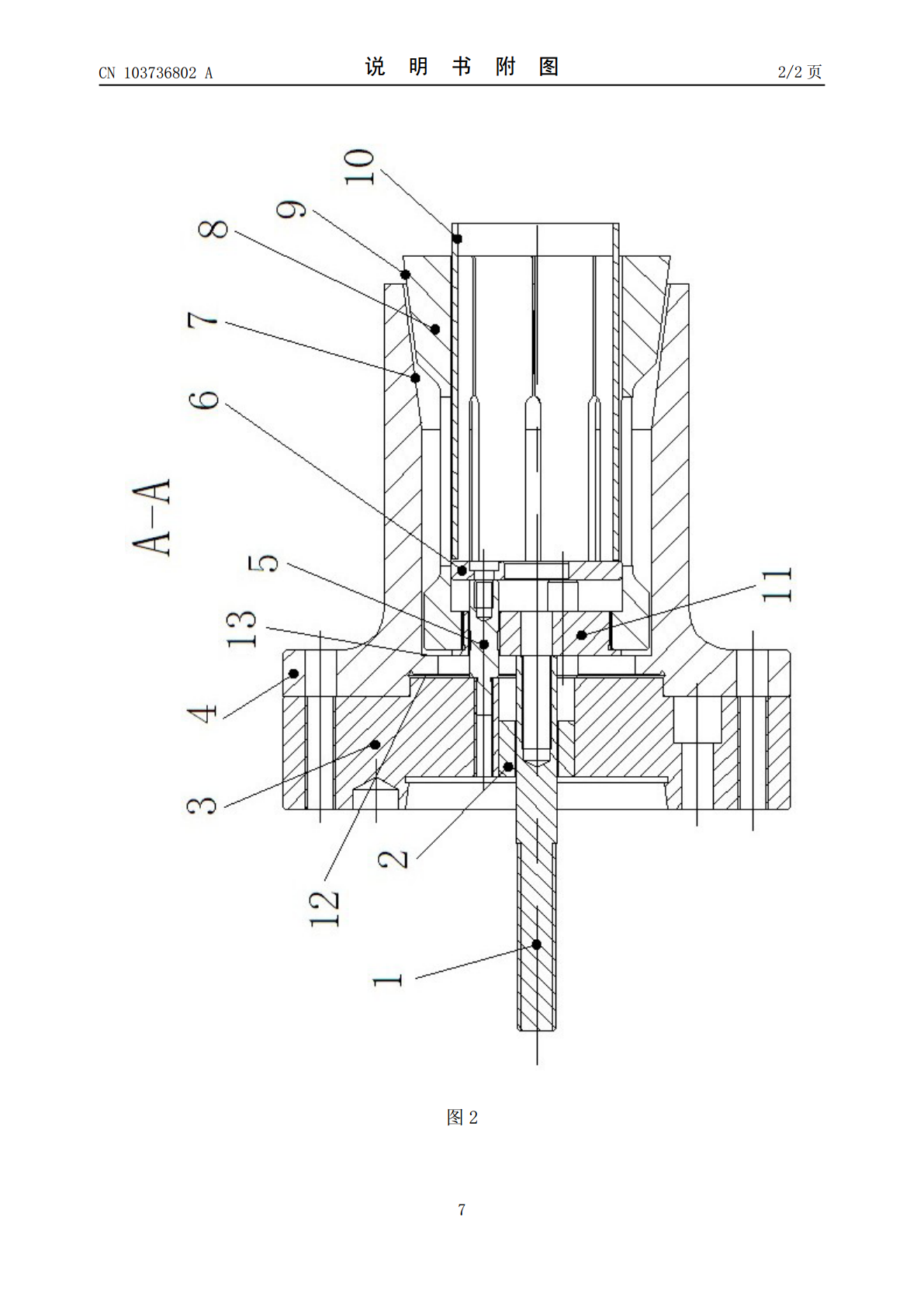
薄壁缸套翻边装置.pdf
本发明属于发动机缸套加工技术领域,具体涉及一种薄壁缸套翻边装置,包括机械手、转动夹具和翻边滚轮,机械手用于夹持缸套并将缸套送入转动夹具以及将缸套从转动夹具内取出,所述转动夹具转动设置在机架上用于夹紧缸套并带动缸套转动,所述翻边滚轮转动设置在进给支架上,进给支架沿转动夹具的径向活动设置;所述机械手与转动夹具之间设有联动机构,联动机构被装配为当机械手将缸套送入转动夹具内的指定位置时联动机构驱动转动夹具将缸套夹紧。本发明利用机械手实现缸套的自动上料和取料,且机械手与翻边装置之间设有联动装置,利用机械手的伸缩动作

一种筛框翻边机上的翻边旋压支撑机构.pdf
本发明公开了一种筛框翻边机上的翻边旋压支撑机构,旋压手柄上加工有与丝杠装配的轴孔,滑块上通过螺栓固定有带短轴的旋压头坐,旋压头坐里安装有旋压头,旋压头里由一对深沟球轴承支撑在旋压头座里,所述的一对深沟球轴承之间用隔套隔开,旋压头上加工有倒角,倒角呈圆弧或抛物线状,工件支撑架的顶部放置有滚轮,滚轮中间穿有销轴,销轴的两端与工件支撑架的两端的侧板紧固,销轴两端装有卡簧,侧板通过侧板螺栓与工作平台固定。工件支撑架的安装数量是根据圆形工件的直径而设置,工件支撑架的高或低是根据加工翻边的尺寸确定。

一种齿轮冷旋压翻边成型方法.pdf
一种齿轮冷旋压翻边成型方法,其成型步骤包括坯料预制,成型设备旋压机包括在同一工作面上同步旋转的至少三根轴旋轮:通过旋压完成成形、缩径、收口、封底、翻边、卷边和压筋工序,制得符合设计规格尺寸的带纵齿的齿轮成品,其特征在于坯料预制后依次有以下步骤;1)装夹预制坯料;2)控制主动轴旋轮与从动轴旋轮同步同比例同速运动;3)对预制坯料进行外圆变径旋压;4)对预制坯料进行齿部旋压,最终制得齿轮成品;5)控制主动轴旋轮沿径向进给方向退回,准备进行下一个预制坯料成型。本发明方法提高了齿面的硬度、光洁度,可以补偿齿面变宽,

强力旋压加工翻边轴瓦分析.docx
强力旋压加工翻边轴瓦分析强力旋压加工是一种常见的金属成形加工技术,通过旋转和压力作用将金属板材或工件塑性变形,达到所需的形状和尺寸。翻边轴瓦是一种常用于机械传动系统的零件,其结构特点使得旋压加工成为一种适用的加工方法。在传统的机械制造工艺中,翻边轴瓦的制造通常采用冷弯或液压成形等方式,但这些方式存在一些缺点。冷弯工艺对于材料的塑性要求较高,需要较大的压力和能量,而且会产生较大的应力和变形。液压成形受制于模具形状的限制,加工周期长,且易产生凸台劣化等缺陷。相比之下,强力旋压加工具有以下优势:首先,强力旋压加