
一种曲轴大圆角沉割槽滚压机构.pdf

猫巷****觅蓉


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种曲轴大圆角沉割槽滚压机构.pdf
本发明公开了一种曲轴大圆角沉割槽滚压机构,包括:上、下压板,上、下压板铰连接并由液压油缸驱动;压头组件,其位于上压板的施压处并与上压板定位连接,压头组件内设有转轴、导轮以及八字形排列的两只滚轮,导轮套设在转轴上并可绕轴转动,两只滚轮分别位于导轮下部的端角处且滚轮上端与导轮的圆角相贴合,滚轮下端凸出于压头组件外,滚压力通过导轮、滚轮向曲轴大圆角沉割槽传递;支撑组件,其位于下压板的施压处并与下压板定位连接,支撑组件具有用于接纳曲轴的圆弧面,圆弧面上对称设置两个可旋转的支撑轴;滚压时两支撑轴表面与所述滚轮在曲轴
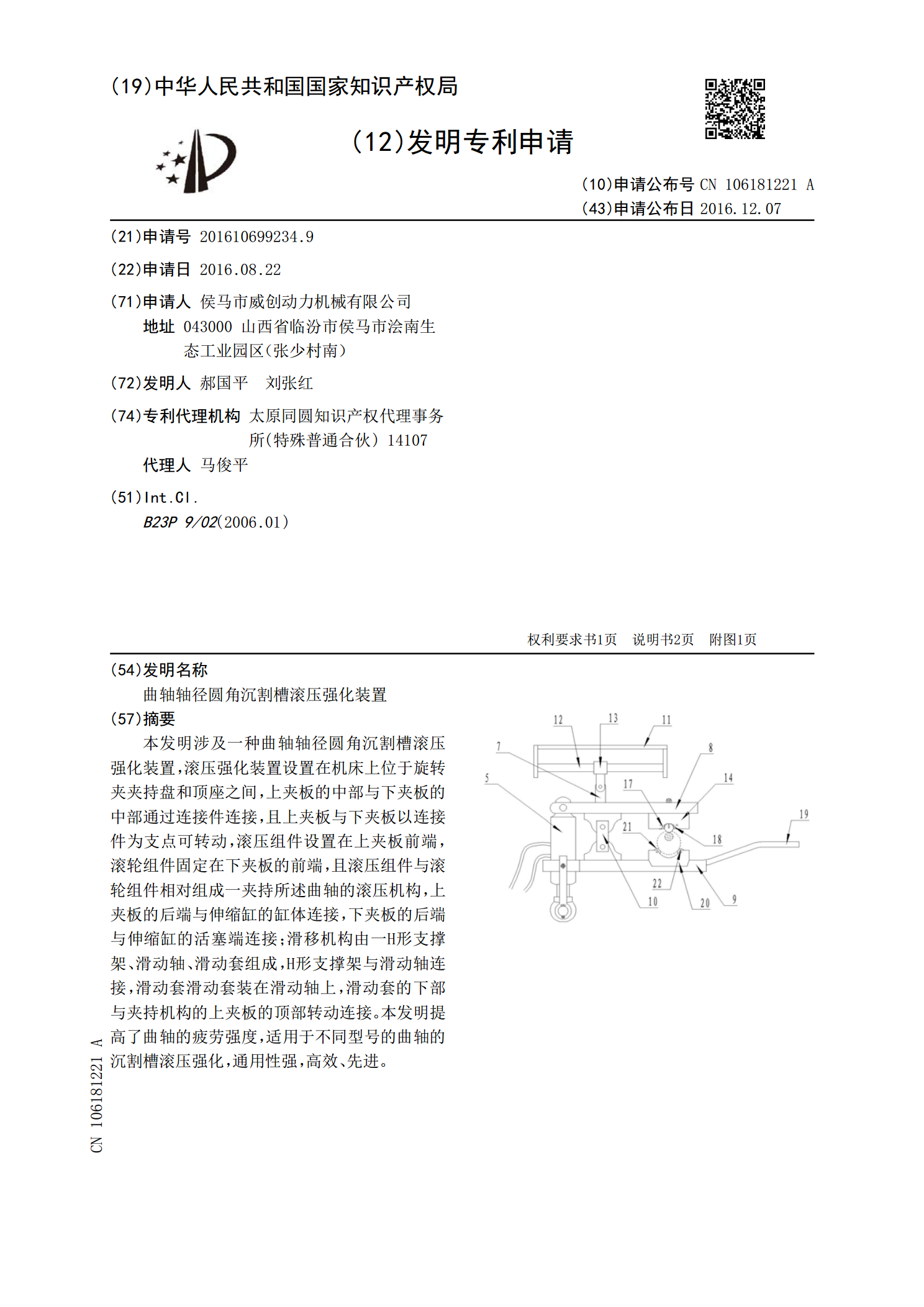
曲轴轴径圆角沉割槽滚压强化装置.pdf
本发明涉及一种曲轴轴径圆角沉割槽滚压强化装置,滚压强化装置设置在机床上位于旋转夹夹持盘和顶座之间,上夹板的中部与下夹板的中部通过连接件连接,且上夹板与下夹板以连接件为支点可转动,滚压组件设置在上夹板前端,滚轮组件固定在下夹板的前端,且滚压组件与滚轮组件相对组成一夹持所述曲轴的滚压机构,上夹板的后端与伸缩缸的缸体连接,下夹板的后端与伸缩缸的活塞端连接;滑移机构由一H形支撑架、滑动轴、滑动套组成,H形支撑架与滑动轴连接,滑动套滑动套装在滑动轴上,滑动套的下部与夹持机构的上夹板的顶部转动连接。本发明提高了曲轴的

曲轴滚压圆角.doc
曲轴圆角滚压强化工艺介绍曲轴圆角滚压强化工艺是提高曲轴疲劳强度最有效的手段之一,是实现曲轴“以铁代钢”的关键工艺。经圆角滚压后的曲轴产品,由于内部应力的重新分布,必然存在较大的物理变形,工艺过程参数如不加以优化,很容易造成批量的不合格品。解决形变问题是发挥曲轴圆角滚压工艺优势的门槛。曲轴是发动机中的主要零件之一,在发动机五大件中是最难保证加工质量的零件。曲轴服役工况条件恶劣,其失效形式一般是轴颈磨损和疲劳断裂。疲劳断裂往往是破坏性的,涉及安全方面,必须高度重视。提高曲轴疲劳强度常见的强化工艺大致有以下五种

曲轴圆角滚压钳体机构的优化设计.docx
曲轴圆角滚压钳体机构的优化设计Title:OptimizationDesignofCrankshaftFilletRollingClampAssembly1.Introduction(100words)Thecrankshaftplaysacriticalroleintheoperationofinternalcombustionengines,transmittingpowerfromthepistontothedrivetrain.However,thepresenceofsharpcornersin
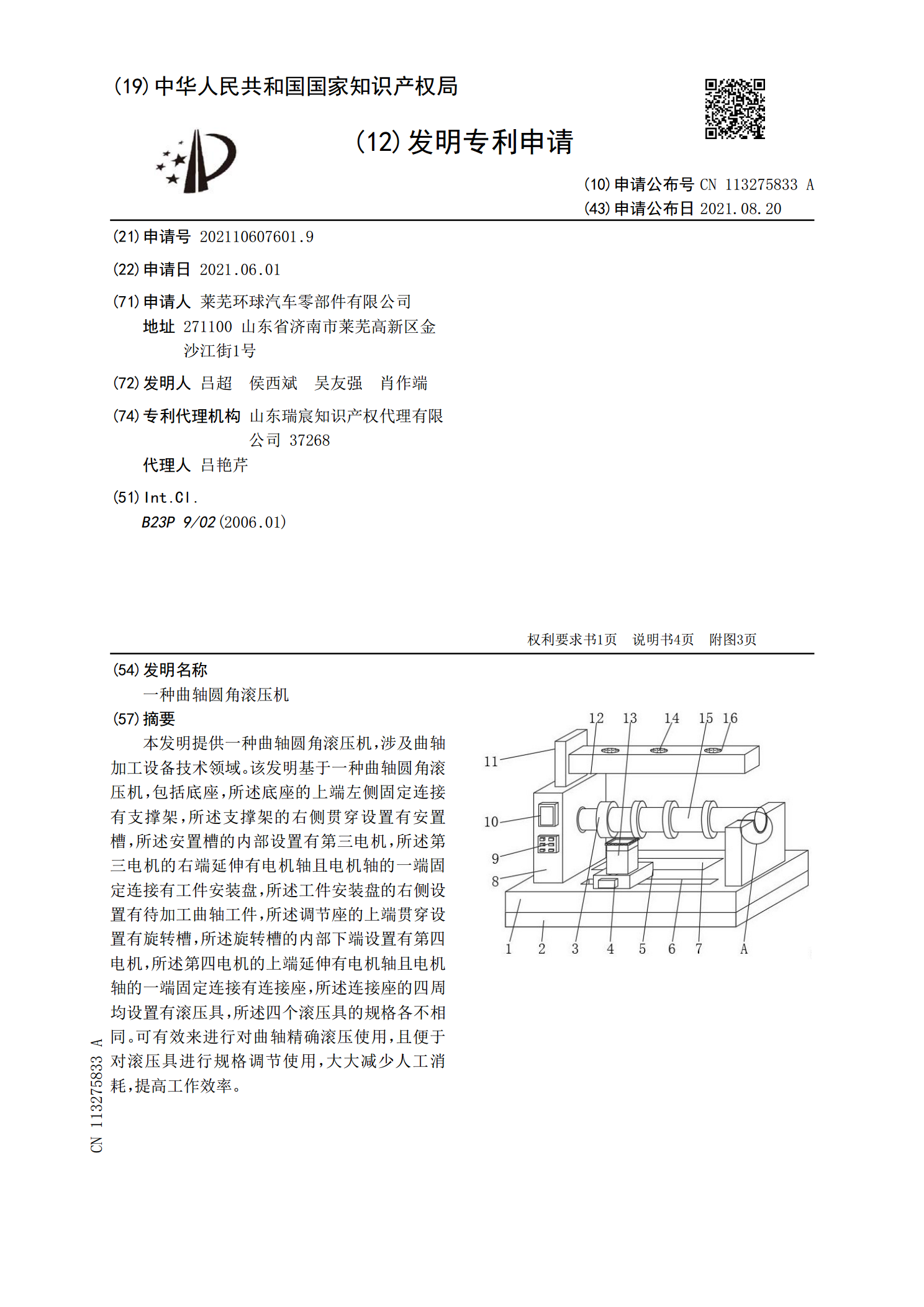
一种曲轴圆角滚压机.pdf
本发明提供一种曲轴圆角滚压机,涉及曲轴加工设备技术领域。该发明基于一种曲轴圆角滚压机,包括底座,所述底座的上端左侧固定连接有支撑架,所述支撑架的右侧贯穿设置有安置槽,所述安置槽的内部设置有第三电机,所述第三电机的右端延伸有电机轴且电机轴的一端固定连接有工件安装盘,所述工件安装盘的右侧设置有待加工曲轴工件,所述调节座的上端贯穿设置有旋转槽,所述旋转槽的内部下端设置有第四电机,所述第四电机的上端延伸有电机轴且电机轴的一端固定连接有连接座,所述连接座的四周均设置有滚压具,所述四个滚压具的规格各不相同。可有效来进