
键槽快速定位装夹装置.pdf

听容****55


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

键槽快速定位装夹装置.pdf
本发明键槽快速定位装夹装置,具有铣床工作台,铣床工作台面的上部、中部、下部分别横向布置有三条丁字槽,铣床工作台的右侧通过T形螺栓及铣床工作台上的丁字槽安装有右顶针座,右顶针座上设有卡爪顶针,一底板的上部、中部、下部分别开有若干通孔,通孔与铣床工作台上的三条丁字槽相对应,通过T形螺栓穿过底板通孔和铣床工作台上的丁字槽将底板安装在铣床工作台的左侧,底板中部的T形螺栓上设有定位块,底板上设有左顶针座,左顶针座上设有自压式伸缩顶针,自压式伸缩顶针的尾端设有手摇轮;本发明结构简单,上下工件方便快捷,加工轴类键槽时工

一种快速装夹定位装置.pdf
本发明公开了一种快速装夹定位装置,包括第一夹具板、第二夹具板、第一预留加工孔、异形待加工件,所述第一夹具板后端设置有所述第二夹具板,所述第一夹具板和所述第二夹具板之间形成内部固定槽,所述第一夹具板和所述第二夹具板之间固定有所述异形待加工件,所述第一夹具板和所述第二夹具板上均设置有所述第一预留加工孔,所述第一预留加工孔一侧设置有第二预留加工孔。本发明利用第一夹具板和第二夹具板能够快速夹紧异形待加工件,并且能够根据异形待加工件有效定位,同时操作方便提高工作效率,利用预留孔位能够快速对异形待加工件进行加工,并且

一种木门加工快速定位装夹装置.pdf
本实用新型涉及木门加工设备技术领域,具体为一种木门加工快速定位装夹装置,包括底座,底座上固定安装有放置台,底座的四角位置均固定安装有支撑柱,支撑柱上固定安装有安装板,安装板的下端固定安装有液压泵,液压泵的输出端固定安装有连接板,连接板的下端中间位置固定安装有连接块,连接块的四周阵列安装有压紧块,在使用时,通过限位栓的方式完成对门板的定位,使得各种尺寸的门板都能被简单定位,同时通过气泵将门板吸附在放置台上,完成对门板的装夹,装夹方式简单,提高了生产的效率,并且压紧块能对门板的任意位置进行压紧,使得门板之间的
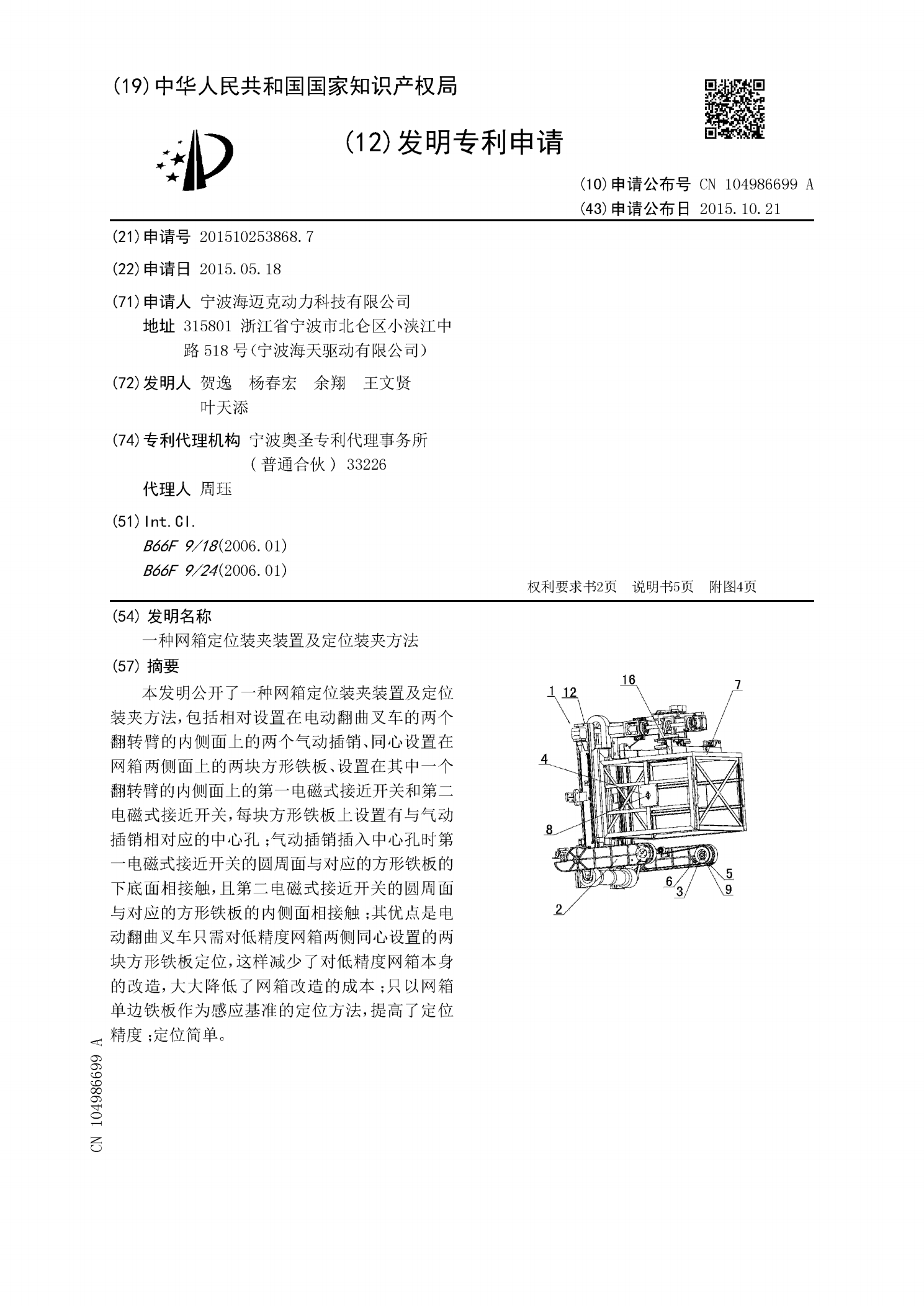
一种网箱定位装夹装置及定位装夹方法.pdf
本发明公开了一种网箱定位装夹装置及定位装夹方法,包括相对设置在电动翻曲叉车的两个翻转臂的内侧面上的两个气动插销、同心设置在网箱两侧面上的两块方形铁板、设置在其中一个翻转臂的内侧面上的第一电磁式接近开关和第二电磁式接近开关,每块方形铁板上设置有与气动插销相对应的中心孔;气动插销插入中心孔时第一电磁式接近开关的圆周面与对应的方形铁板的下底面相接触,且第二电磁式接近开关的圆周面与对应的方形铁板的内侧面相接触;其优点是电动翻曲叉车只需对低精度网箱两侧同心设置的两块方形铁板定位,这样减少了对低精度网箱本身的改造,大
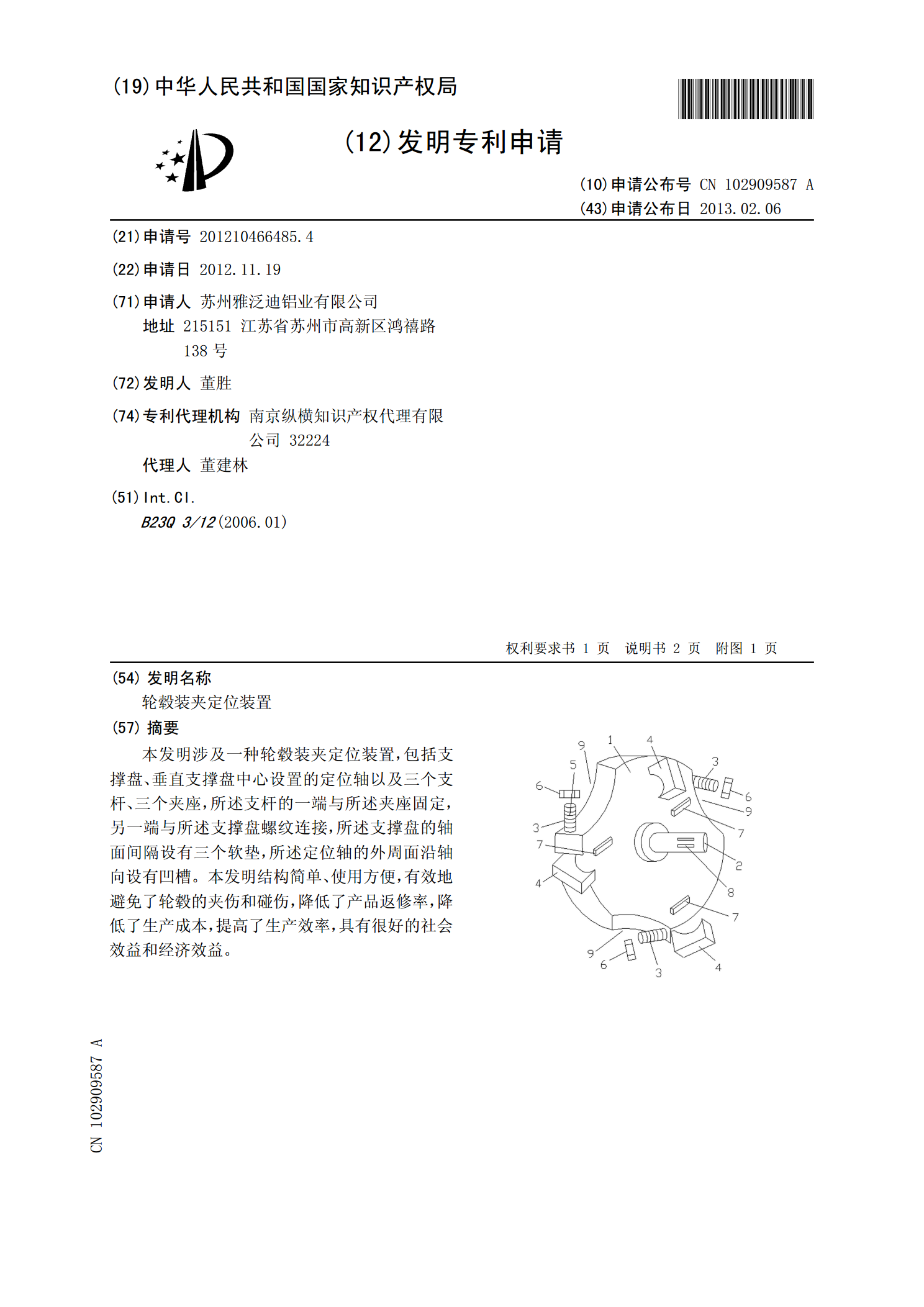
轮毂装夹定位装置.pdf
本发明涉及一种轮毂装夹定位装置,包括支撑盘、垂直支撑盘中心设置的定位轴以及三个支杆、三个夹座,所述支杆的一端与所述夹座固定,另一端与所述支撑盘螺纹连接,所述支撑盘的轴面间隔设有三个软垫,所述定位轴的外周面沿轴向设有凹槽。本发明结构简单、使用方便,有效地避免了轮毂的夹伤和碰伤,降低了产品返修率,降低了生产成本,提高了生产效率,具有很好的社会效益和经济效益。