
注塑模具进料多向选择调节装置.pdf

努力****采萍


1/9
2/9

3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

注塑模具进料多向选择调节装置.pdf
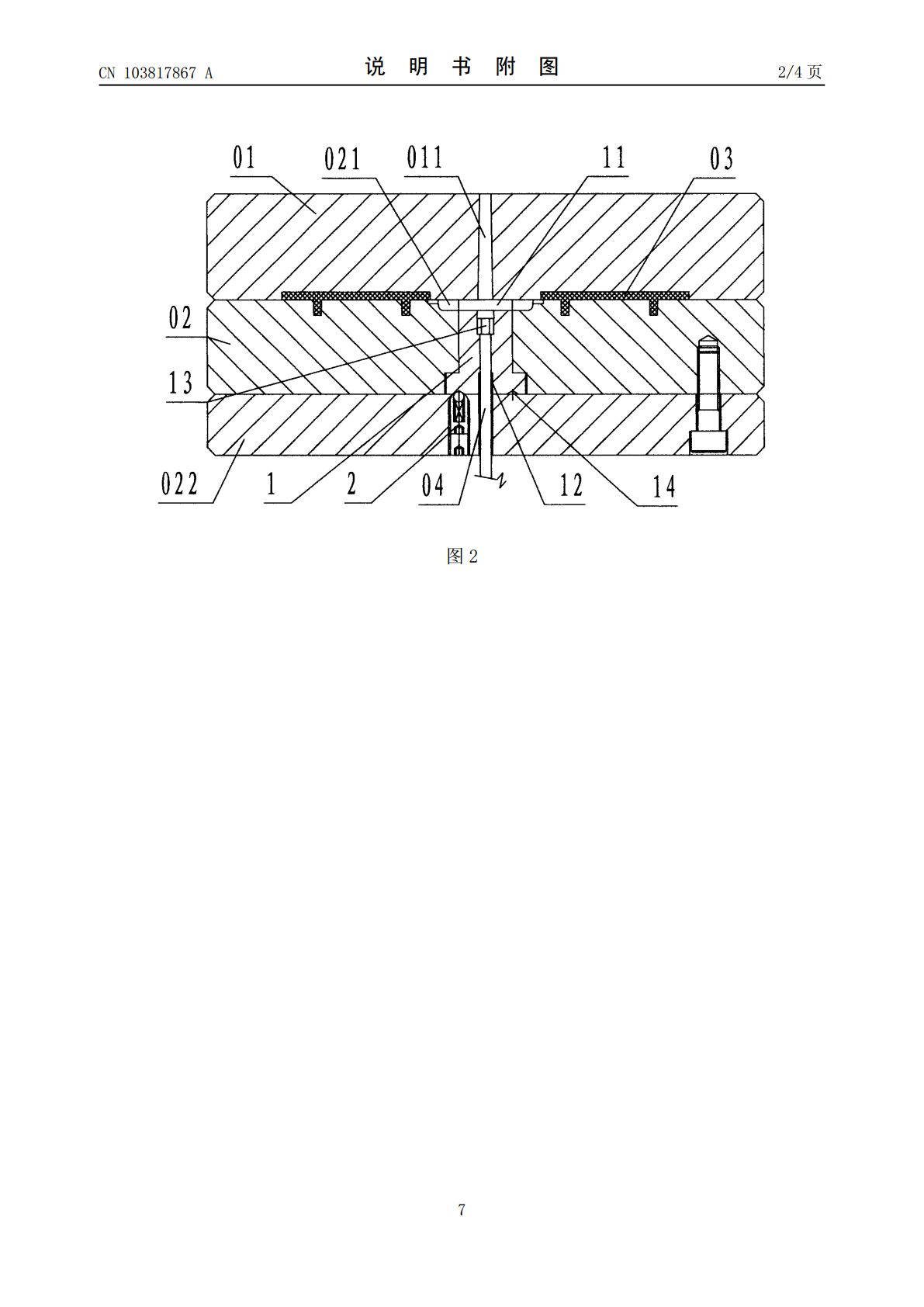
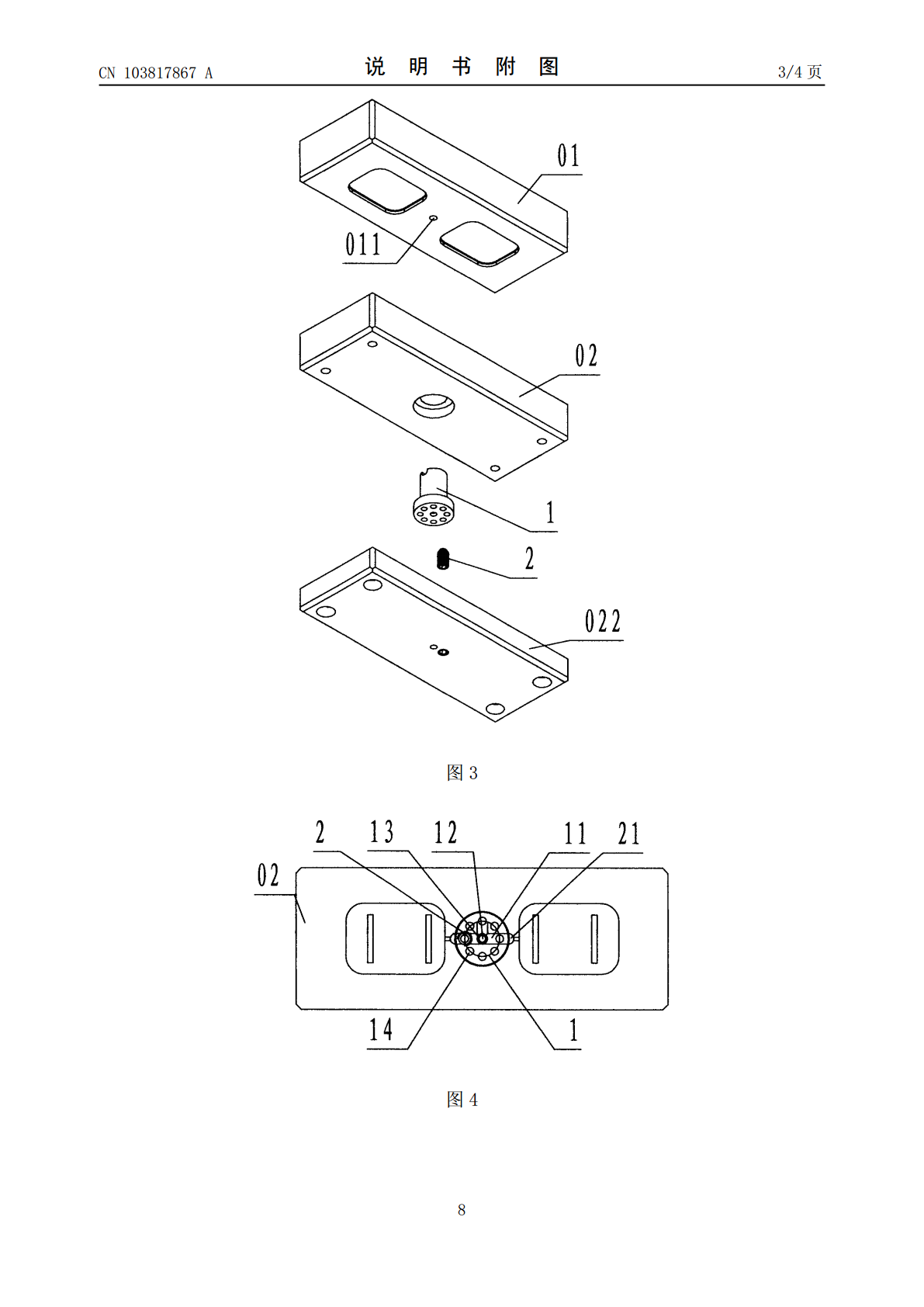
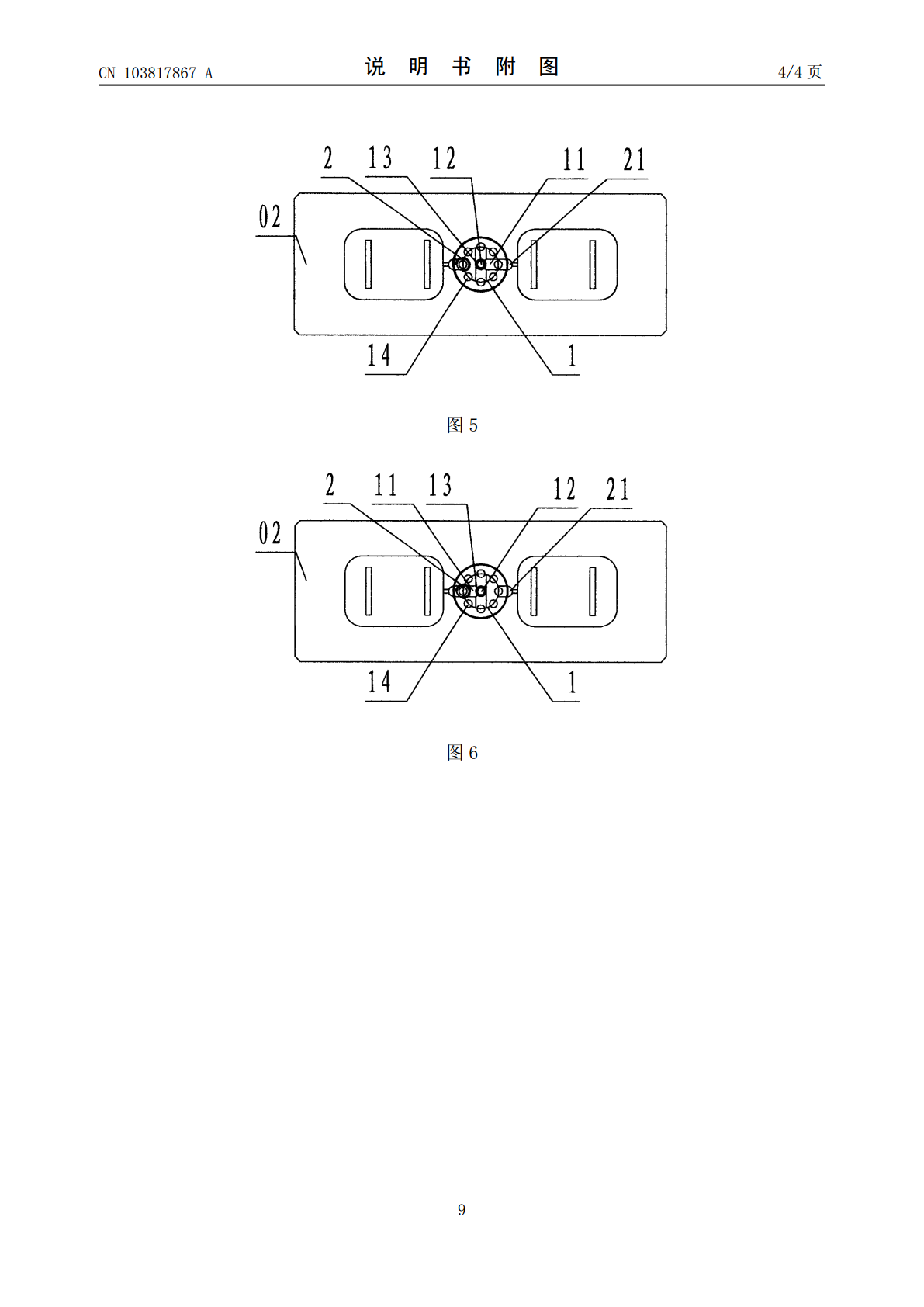
本发明公开了一种注塑模具进料多向选择调节装置,包括转轮(1)、定位珠(2)。对于一模多腔注塑模具的选择性成型要求,本发明采用活动的转轮流道与动模芯冷流道进行选择性接驳的技术方案,克服了现有技术的烧焊法与驻留法存在的既费工、费时又损伤模具的问题与不足,使一模多腔注塑模具可随意选择其全部或部分塑件制品成型,达到了选择转换方便、快捷、不损伤模具的目的。

可调节进料高度的自动进料装置.pdf
一种可调节进料高度的自动进料装置,包括进料架组合件及电机组合件,进料架组件包括支撑组件及固定组件,支撑组件包括支撑架件及支撑基座件,支撑架件设置于支撑基座件上,支撑架件用于支撑可调剂进料高度的自动进料装置,支撑架件上还开设有多个固定通孔部,支撑基座件设置于操作平台上,支撑基座件用于支撑可调节进料高度的自动进料装置,固定组件包括连接件、固定连接螺柱件及固定横板件,连接件用于连接进料架组合件及电机组合件,电机组合件包括电机本体、电机固定板件及电机固定螺栓件,可调节进料高度的自动进料装置在BMC材料的原料进料时

一种PE塑料注塑模具的温度调节装置.pdf
本发明公开了一种PE塑料注塑模具的温度调节装置,涉及温度调节技术领域,包括遮挡装置、固定板和温度计,所述遮挡装置外部的一端设置有主体,且主体内部的中部安装有支撑杆,所述支撑杆的外部设置有辅助装置,所述主体的内部四周安装有放置腔,且放置腔的内部设置有加热装置。本发明通过放置腔、加热装置和固定螺栓的设置,四个加热装置分布在主体的内部,从四周对注塑模具进行加热处理,使得整个温度调节装置内部温度热量更加均匀,且结构简单,便于使用事先对加热装置内部受热范围进行调整,也便于使用者在长时间使用温度调节装置时利用固定螺栓
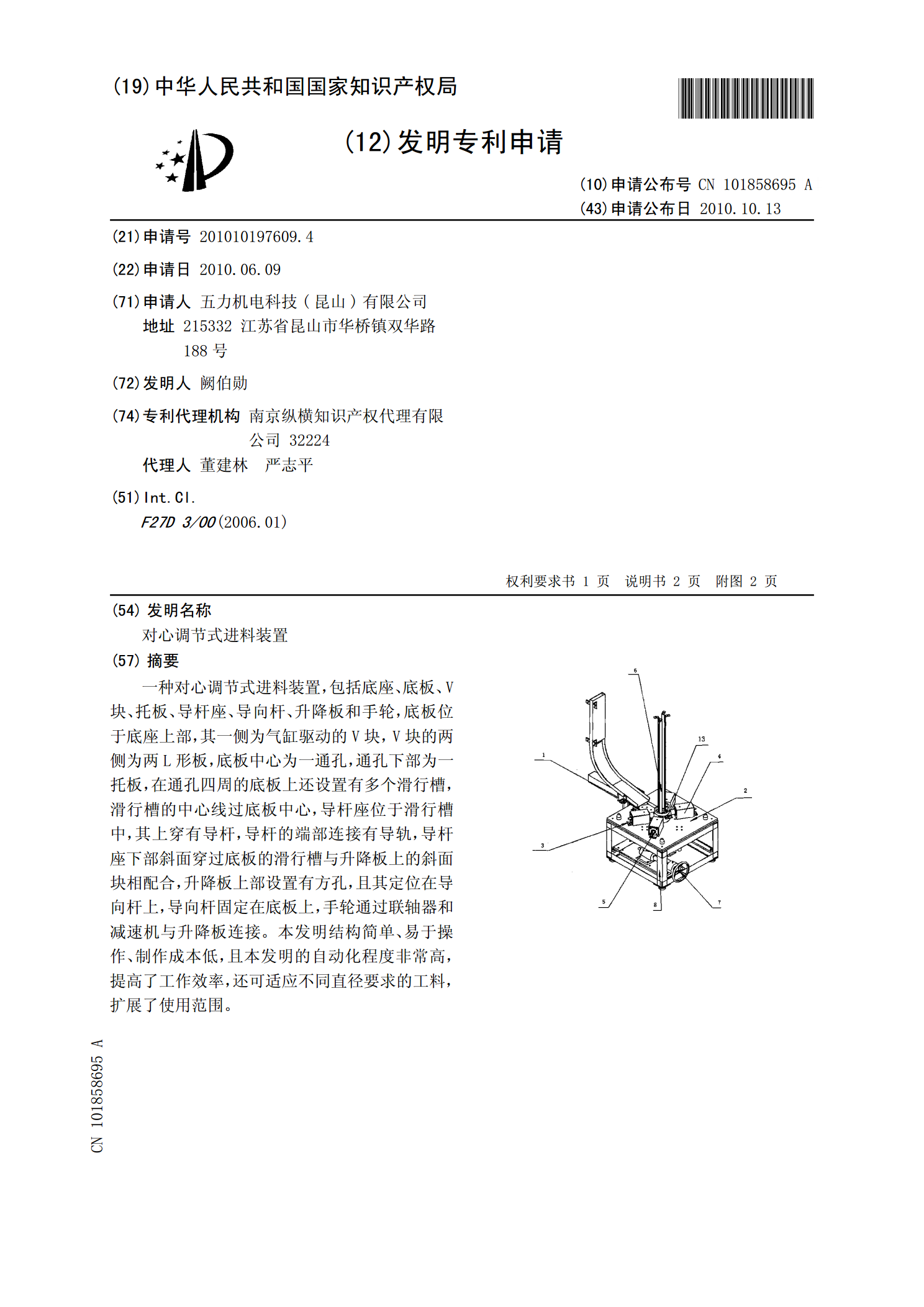
对心调节式进料装置.pdf
一种对心调节式进料装置,包括底座、底板、V块、托板、导杆座、导向杆、升降板和手轮,底板位于底座上部,其一侧为气缸驱动的V块,V块的两侧为两L形板,底板中心为一通孔,通孔下部为一托板,在通孔四周的底板上还设置有多个滑行槽,滑行槽的中心线过底板中心,导杆座位于滑行槽中,其上穿有导杆,导杆的端部连接有导轨,导杆座下部斜面穿过底板的滑行槽与升降板上的斜面块相配合,升降板上部设置有方孔,且其定位在导向杆上,导向杆固定在底板上,手轮通过联轴器和减速机与升降板连接。本发明结构简单、易于操作、制作成本低,且本发明的自动化
注塑模具温度调节系统.ppt
1设置温度调节系统的目的对于以下情况要求对模具进行加热:2冷却系统的设计原则在通常注射成型生产中,模温波动不超过士2.5℃。精密注射时模温误差在土1℃之内,并采用缓冷方法,保证制品尺寸精度和质量。3)精密模具冷却系统出入水口温差应在2℃以内,普通模具也不可超过5℃。从压力损失的角度,冷却回路的长度应在1.2~1.5m一下,同回路的弯头数目不要超过15个4)采用多而细的冷却水孔优于单根大孔径水孔,但通道不可过细,一般为8~25mm,避免堵塞6)合理的确定冷却水道的中心距离及冷却水道与型腔壁的距离7)尽可能使