
一种PE塑料注塑模具的温度调节装置.pdf

Ja****20

1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种PE塑料注塑模具的温度调节装置.pdf
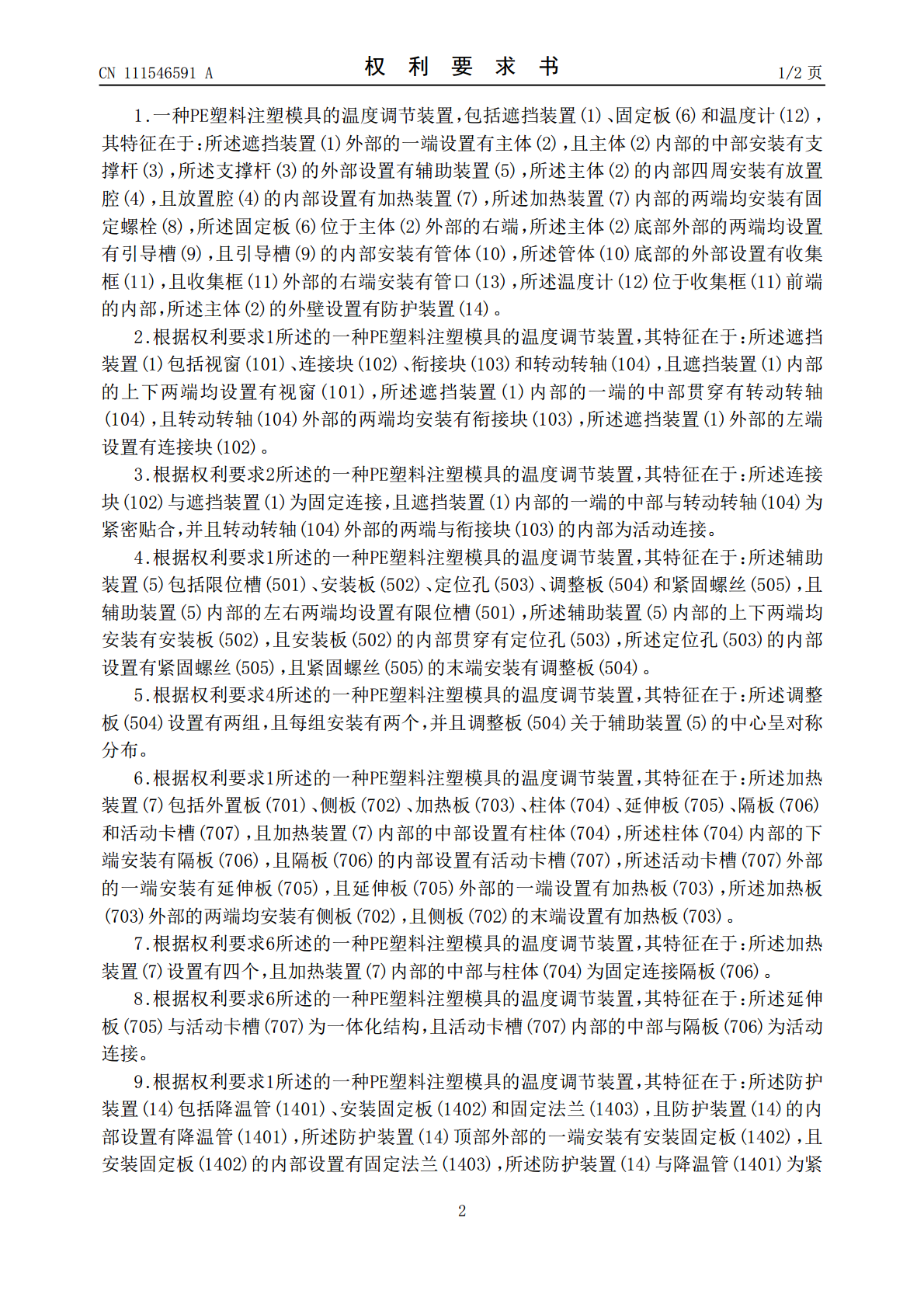
本发明公开了一种PE塑料注塑模具的温度调节装置,涉及温度调节技术领域,包括遮挡装置、固定板和温度计,所述遮挡装置外部的一端设置有主体,且主体内部的中部安装有支撑杆,所述支撑杆的外部设置有辅助装置,所述主体的内部四周安装有放置腔,且放置腔的内部设置有加热装置。本发明通过放置腔、加热装置和固定螺栓的设置,四个加热装置分布在主体的内部,从四周对注塑模具进行加热处理,使得整个温度调节装置内部温度热量更加均匀,且结构简单,便于使用事先对加热装置内部受热范围进行调整,也便于使用者在长时间使用温度调节装置时利用固定螺栓
注塑模具温度调节系统.ppt
1设置温度调节系统的目的对于以下情况要求对模具进行加热:2冷却系统的设计原则在通常注射成型生产中,模温波动不超过士2.5℃。精密注射时模温误差在土1℃之内,并采用缓冷方法,保证制品尺寸精度和质量。3)精密模具冷却系统出入水口温差应在2℃以内,普通模具也不可超过5℃。从压力损失的角度,冷却回路的长度应在1.2~1.5m一下,同回路的弯头数目不要超过15个4)采用多而细的冷却水孔优于单根大孔径水孔,但通道不可过细,一般为8~25mm,避免堵塞6)合理的确定冷却水道的中心距离及冷却水道与型腔壁的距离7)尽可能使
注塑模具温度调节系统.pptx
1设置温度调节系统(xìtǒng)的目的对于(duìyú)以下情况要求对模具进行加热:2冷却系统的设计(shèjì)原则在通常注射成型生产中,模温波动不超过(chāoguò)士2.5℃。精密注射时模温误差在土1℃之内,并采用缓冷方法,保证制品尺寸精度和质量。3)精密模具冷却系统出入水口温差应在2℃以内,普通模具也不可超过5℃。从压力损失(sǔnshī)的角度,冷却回路的长度应在一下,同回路的弯头数目不要超过15个4)采用多而细的冷却水孔(shuǐkǒnɡ)优于单根大孔径水孔(shuǐkǒnɡ),但通道不可

一种温控注塑模具的快速温度调节方法.pdf
本发明涉及一种温控注塑模具的快速温度调节方法,在模具开模时,采用高温蒸汽源对模具进行加热升温,在模具开始闭合时,利用电磁感应加热线圈快速加热动模型芯和定模型腔表面的温度到预定温度,然后向注射机发送注射信号;保持成型温度一段时间后将模具内的高温蒸汽排出,通过冷却水源将模具型腔内的温度降低到一个设定温度;当模具内部达到设定冷却温度后,温度控制器向注塑成型机发送开模信号,并停止向模具供应冷却水,同时利用压缩空气将管道内的残留冷却水从管道中排出。本发明的有益效果是:实现了对模具温度的动态调节,调节精度高,保证了产
注塑模具温度调节系统PPT课件.ppt
1设置温度调节系统的目的对于以下情况要求对模具进行加热:2冷却系统的设计原则在通常注射成型生产中,模温波动不超过士2.5℃。精密注射时模温误差在土1℃之内,并采用缓冷方法,保证制品尺寸精度和质量。3)精密模具冷却系统出入水口温差应在2℃以内,普通模具也不可超过5℃。从压力损失的角度,冷却回路的长度应在1.2~1.5m一下,同回路的弯头数目不要超过15个4)采用多而细的冷却水孔优于单根大孔径水孔,但通道不可过细,一般为8~25mm,避免堵塞6)合理的确定冷却水道的中心距离及冷却水道与型腔壁的距离7)尽可能使