
一种重型链轮及其制造方法.pdf

康平****ng


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种重型链轮及其制造方法.pdf
本发明公开了一种重型链轮及其制造方法,重型链轮包括如下质量份成分:碳:0.3~0.6;硅:0.4~0.5;锰:0.6~0.7;铁:95~98;钛:0.2~0.3;钒:0.25~0.35;钼:0.03~0.04;铬:0.1~0.2;铌:0.05~0.06;铜:0.02~0.03;硫:0.1~0.2;磷:0.04~0.05;铝:0.2~0.3;硼:0.06~0.08。其制造方法包括如下步骤:选择半封闭浇注系统,在铸件四周的齿面和链轮铸件中心设置等高保温冒口,在等高保温冒口的底部设置横浇口,最后在铸件的底部增设
一种链轮及其制造方法.pdf
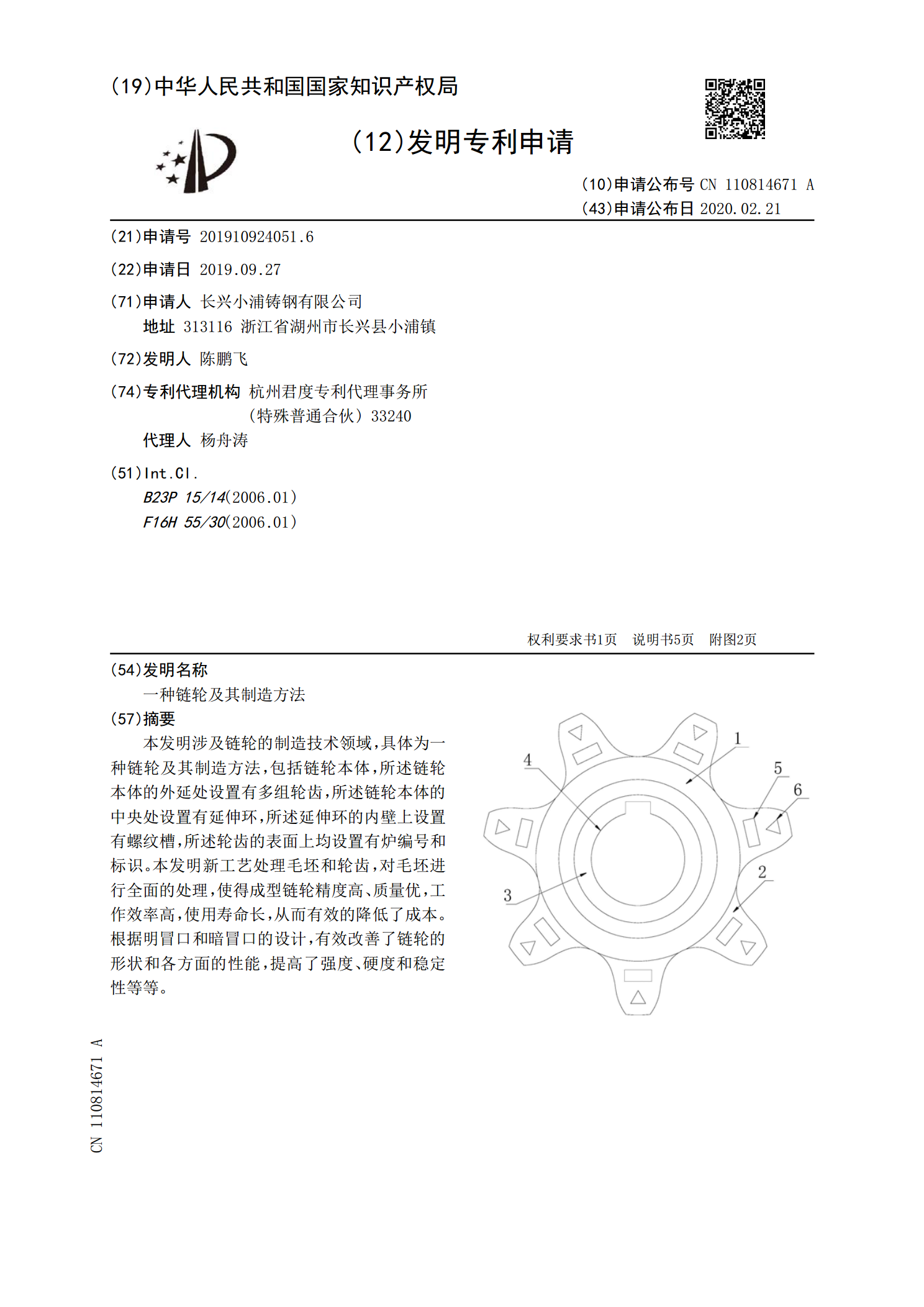
本发明涉及链轮的制造技术领域,具体为一种链轮及其制造方法,包括链轮本体,所述链轮本体的外延处设置有多组轮齿,所述链轮本体的中央处设置有延伸环,所述延伸环的内壁上设置有螺纹槽,所述轮齿的表面上均设置有炉编号和标识。本发明新工艺处理毛坯和轮齿,对毛坯进行全面的处理,使得成型链轮精度高、质量优,工作效率高,使用寿命长,从而有效的降低了成本。根据明冒口和暗冒口的设计,有效改善了链轮的形状和各方面的性能,提高了强度、硬度和稳定性等等。
一种机械传动链轮及其制造方法.pdf
本发明公开了一种机械传动链轮及其制造方法,该机械传动链轮采用以下按照质量百分比的原料制成:C:0.1-0.5%、Mn:0.5-1.5%、Cr:≤0.50%、Cu:≤0.80%、V:≤0.09%、Ti:≤0.04%、Al:6-15%、Nb:0.5-1.5%、Co:0.3-2%、B:0.8-1.5%,余量为Fe。按照上述质量百分数,称取原料C、Mn、Cr、Cu、V、Ti、Al、Nb、Co、B、Fe;再经过熔炼、精炼、铸造、时效处理即得。本发明在各原料的相互作用下,使链轮强度均匀,强度高,不易断裂,确保链轮的硬

一种自动扶梯驱动链轮及其制造方法.pdf
本发明公开了一种自动扶梯驱动链轮及其制造方法,所述自动扶梯驱动链轮包括轮辐及齿圈。所述齿圈套设在所述轮辐外,且所述轮辐与所述齿圈之间通过断续焊接连接固定。本发明所述的自动扶梯驱动链轮,相对于现有技术的驱动链轮通过铸造式或切割式得到、并实现轮辐与齿圈连接成一体的方式,其轮辐与齿圈可以选择不同种类的钢材、并分别通过现有较成熟工艺分别进行制造得到。本发明不仅能克服铸造式驱动链轮由于整体进行铸造导致的缩孔、砂眼缺陷,还能克服切割式驱动链轮由于整体进行切割导致的加工量大、成本高等缺陷。因此,本发明不仅产品成型率高、
一种重型汽车差速器壳制造方法及其结构.pdf
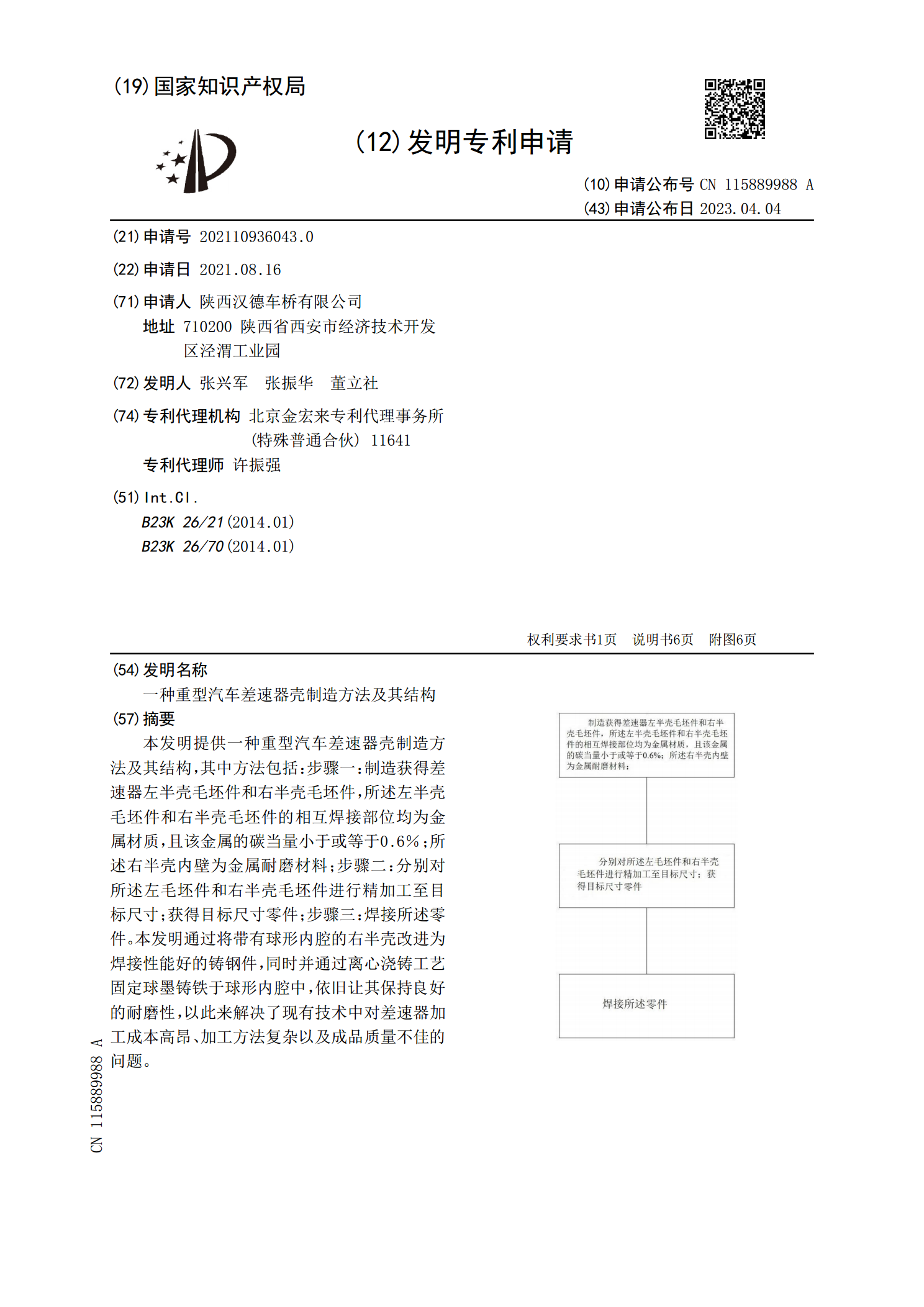
本发明提供一种重型汽车差速器壳制造方法及其结构,其中方法包括:步骤一:制造获得差速器左半壳毛坯件和右半壳毛坯件,所述左半壳毛坯件和右半壳毛坯件的相互焊接部位均为金属材质,且该金属的碳当量小于或等于0.6%;所述右半壳内壁为金属耐磨材料;步骤二:分别对所述左毛坯件和右半壳毛坯件进行精加工至目标尺寸;获得目标尺寸零件;步骤三:焊接所述零件。本发明通过将带有球形内腔的右半壳改进为焊接性能好的铸钢件,同时并通过离心浇铸工艺固定球墨铸铁于球形内腔中,依旧让其保持良好的耐磨性,以此来解决了现有技术中对差速器加工成本高