
一种全自动数控沟槽磨床.pdf

努力****甲寅


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种全自动数控沟槽磨床.pdf
本发明属于金属切削技术领域,特指一种全自动数控沟槽磨床,包括床座,在床座上设置有进给工作台以及进给驱动电机,工作台上安装有分度装置、工装夹具、分度伺服电机和落料装置,床座上还设置有定位装配机构、自动送料机构和磨头系统,磨头系统的升降架上设置有磨头主轴和驱动磨头主轴的变频电机,磨头主轴上的砂轮磨削安置在定位装配机构上的待加工工件,本发明的定位装配机构可将轧制钻准确的按预设方位固定在磨床上,并通过磨头系统对轧制钻进行磨削精加工,其成型出的钻头节省材料,具有较高的加工效率高,且光洁度良好,精度较高,成本低,磨削

一种全自动数控沟槽磨床的砂轮修整装置.pdf
本发明属于金属切削技术领域,特指一种全自动数控沟槽磨床的砂轮修整装置,包括固定在磨床的磨头系统的升降架上的十字拖板机构,十字拖板机构上设置有修整轴和驱动修整轴旋转的修整电机,修整轴上安装有修整砂轮的金刚轮,十字拖板机构包括相互垂直的X向拖板和Y向拖板,Y向拖板的底座固定在所述升降架的右侧,X向拖板的底板固定在Y向拖板的滑动台上,X向拖板的滑动台上固定有所述的修整轴和修整电机,本发明的十字拖板机构上设置有修整轴和驱动修整轴旋转的修整电机,修整轴上安装有修整砂轮的金刚轮,十字拖板机构可对修整轴进行X向和Y向调

全自动数控开口磨床.pdf
全自动数控开口磨床,包括机架,工作台,固定支架,电机箱和砂轮机构,所述工作台包括送料机构,料槽盒,摆头,拖板和集料机构,所述送料机构和料槽盒设置在所述固定支架上,所述料槽盒位于所述送料机构的正前方,所述摆头和集料机构固定在拖板左上方,所述摆头包括摆动座和横向贯穿在摆头内部的A轴,所述摆动座包括输料装置和旋转轴,所述集料机构设置在所述输料装置的后端,所述拖板右上方设有电机箱,所述电机箱包括减速箱和电机,所述减速箱连接所述电机,所述减速箱上设有和A轴相对的B轴,所述A轴和B轴通过联轴器连接,所述A轴上设有轴承
一种全自动数控复合内表面磨床.pdf
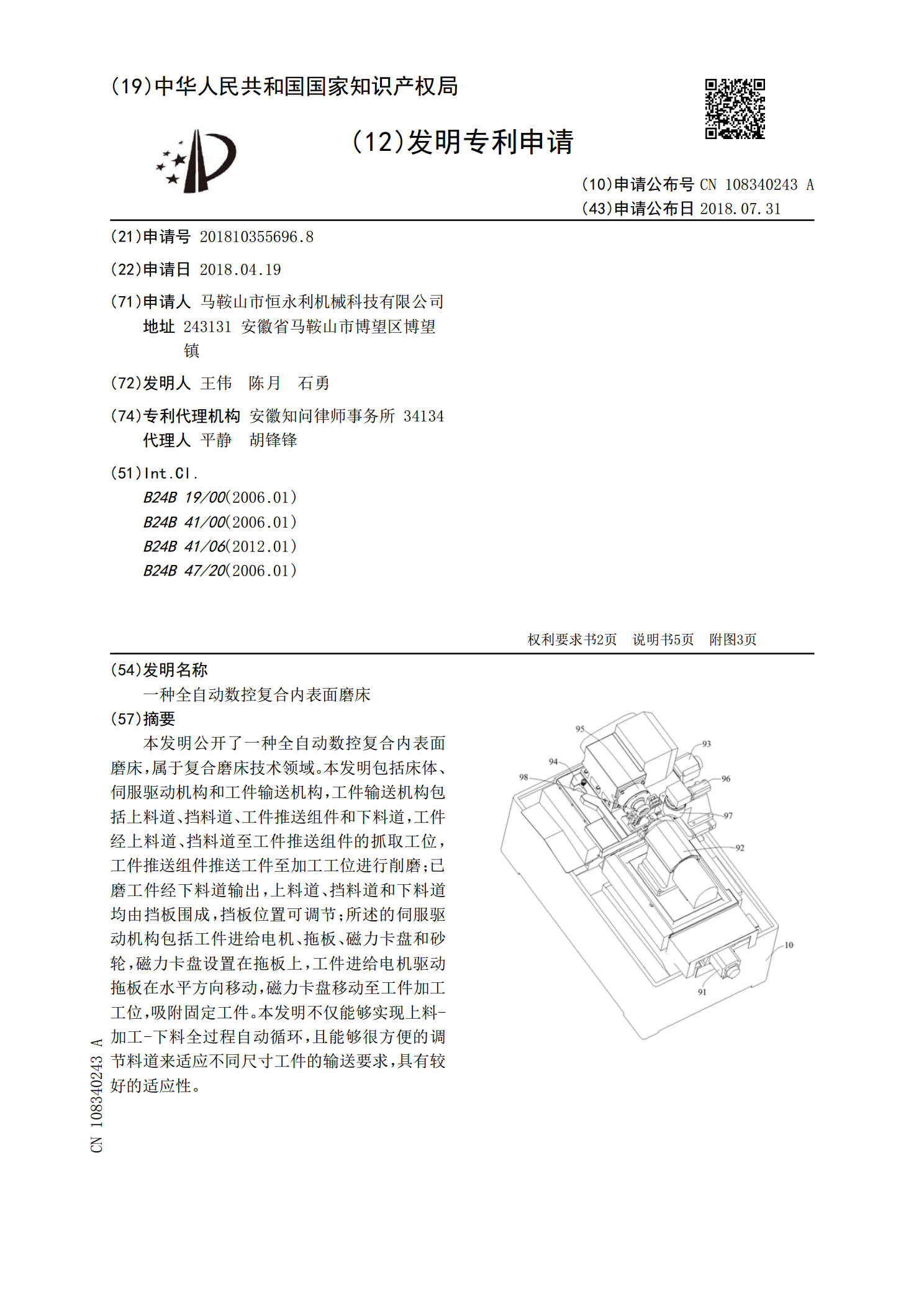
本发明公开了一种全自动数控复合内表面磨床,属于复合磨床技术领域。本发明包括床体、伺服驱动机构和工件输送机构,工件输送机构包括上料道、挡料道、工件推送组件和下料道,工件经上料道、挡料道至工件推送组件的抓取工位,工件推送组件推送工件至加工工位进行削磨;已磨工件经下料道输出,上料道、挡料道和下料道均由挡板围成,挡板位置可调节;所述的伺服驱动机构包括工件进给电机、拖板、磁力卡盘和砂轮,磁力卡盘设置在拖板上,工件进给电机驱动拖板在水平方向移动,磁力卡盘移动至工件加工工位,吸附固定工件。本发明不仅能够实现上料‑加工‑

全自动数控钻头刃磨床.pdf
本发明属于磨床技术领域,涉及全自动数控钻头刃磨床,床座的上部设置有磨削组件,磨削组件包括用动力装置驱动可做X向及Y向位移的十字托板及变频马达驱动的砂轮,砂轮一侧的工作台上设置有双动力驱动的双轴行星轮式的旋转夹具,旋转夹具的对侧设置有自动送料装置,砂轮上侧的十字托板上设置有砂轮修整装置,设置在床座上的冷却系统的冷却导管引至磨削处的喷嘴上,自动送料装置与旋转夹具之间设置有钻头定位装置,十字托板、变频马达、旋转夹具、自动送料装置、钻头定位装置及砂轮修整装置的动作由控制器控制,优点是:本发明能实现对钻头装料后的全