
一种齿轮的滚齿加工方法.pdf

一只****呀淑


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮的滚齿加工方法.pdf
本发明提供了一种齿轮的滚齿加工方法,用于一类齿轮具有一侧齿终止于相邻外圆内,并且该侧的齿向具有修形量,滚刀作包括轴向进给方式和径向进给方式的加工运动。本发明有效地解决齿向修形量大的齿轮因干涉导致的大的刀痕,从而保证了齿轮设计要求;有效地避免了因有不正常的干涉刀痕导致应力集中现象,缩短了齿轮磨齿时间,从而提高了磨削效率。
一种滚齿加工锥齿轮的方法.pdf
本发明公开了一种滚齿加工锥齿轮的方法,该方法首先根据齿轮参数和公式,算出理论的对刀点、Z坐标值和X坐标值,将对刀点视为坐标原点,并根据Z坐标值和X坐标值建立定装滚刀走的X?Z斜线,然后使定装滚刀的刀尖和机床中心对齐,确定好定装滚刀的Y坐标值,并使机床刀架沿Y轴走到该坐标值;装夹好工件,进行对刀;启动滚齿机,使机床刀架的Y坐标值不变,使定装滚刀从对刀点A沿着X?Z斜线进行滚齿加工,直至完成锥齿轮加工。本发明操作方便、通用性强、加工的产品精度高,齿形齿向精度能达到0.01以内,而且本发明在一次性完成零件的齿面
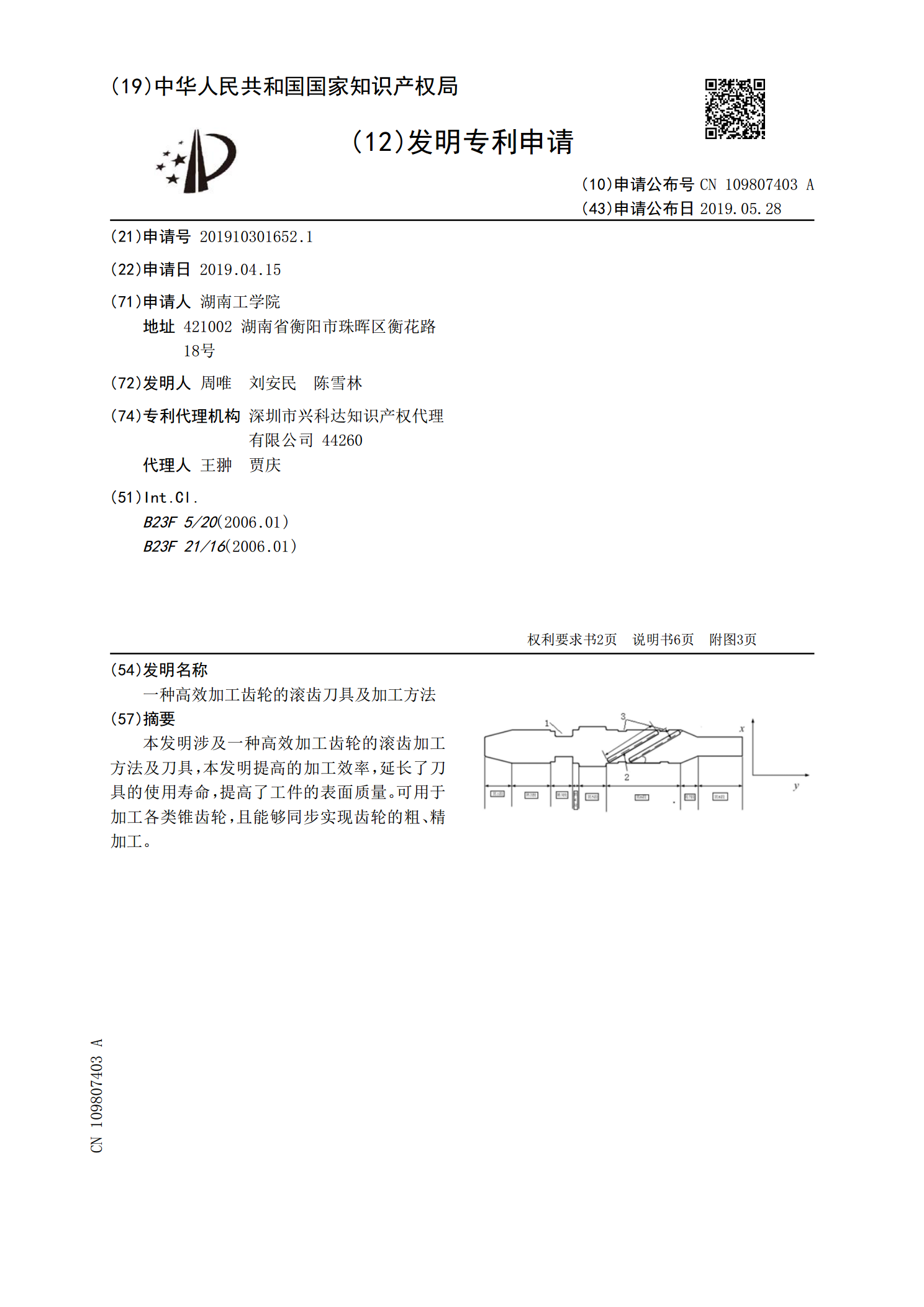
一种高效加工齿轮的滚齿刀具及加工方法.pdf
本发明涉及一种高效加工齿轮的滚齿加工方法及刀具,本发明提高的加工效率,延长了刀具的使用寿命,提高了工件的表面质量。可用于加工各类锥齿轮,且能够同步实现齿轮的粗、精加工。

一种齿轮滚齿加工系统.pdf
本申请涉及齿轮滚齿设备的领域,尤其是涉及一种齿轮滚齿加工系统,其包括机台,机台滚齿机构、润滑液循环机构和收集槽,收集槽远离滚齿机构的一端设有用于将待加工工件放入滚齿机构的取料机构和用于输送待加工工件靠近滚齿机构上料端的输送机构,取料机构的自由端朝向滚齿机构,输送机构设于取料机构和滚齿机构之间;收集槽内设有用于收集成品的收集盒,滚齿机构和收集盒之间设有输送成品的收料机构,收料机构的进料端设于滚齿机构出料端的下方,收料机构进料端的水平高度高于收料机构出料端的水平高度,收料机构的出料端设于收集盒进料端的上方。本
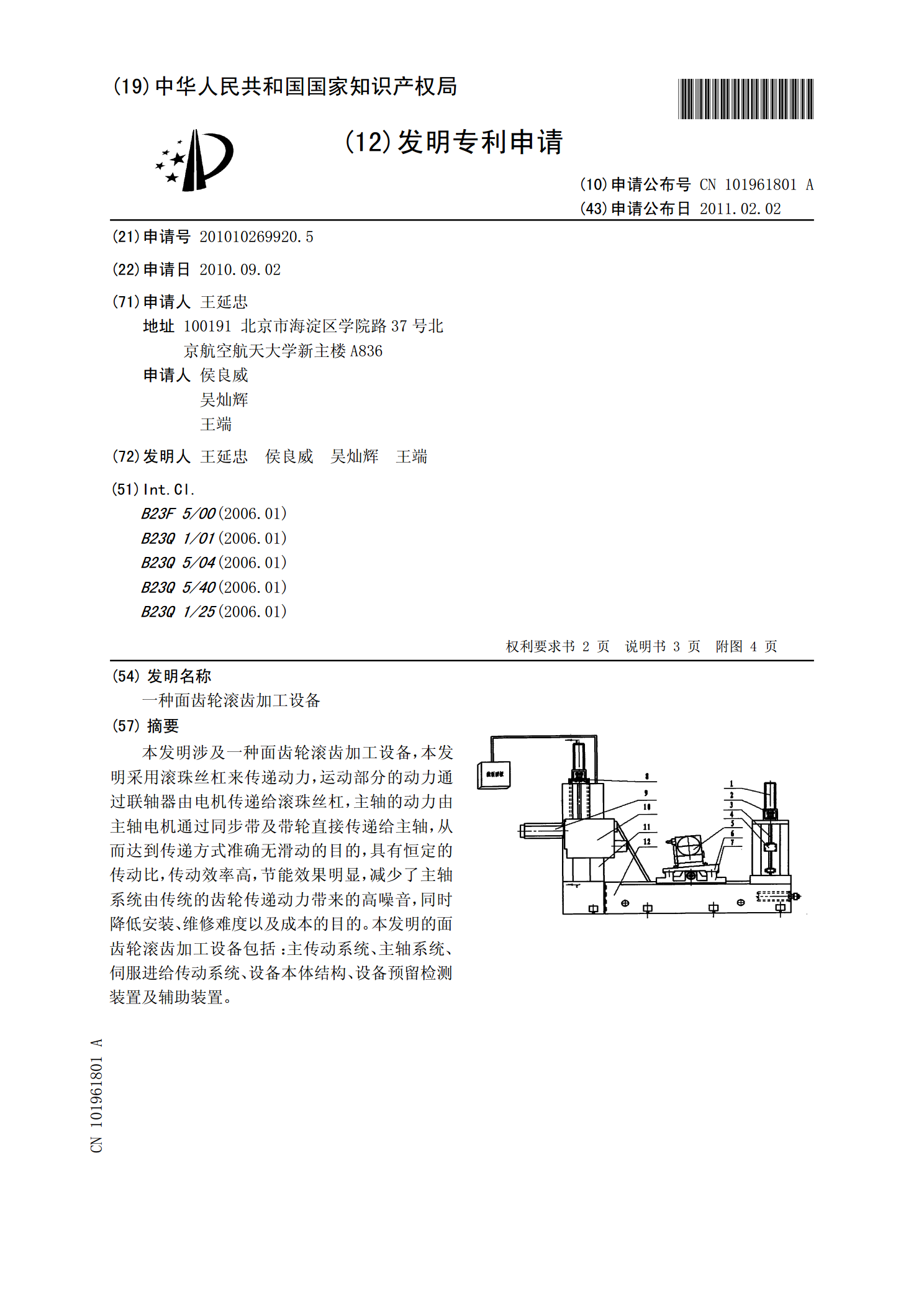
一种面齿轮滚齿加工设备.pdf
本发明涉及一种面齿轮滚齿加工设备,本发明采用滚珠丝杠来传递动力,运动部分的动力通过联轴器由电机传递给滚珠丝杠,主轴的动力由主轴电机通过同步带及带轮直接传递给主轴,从而达到传递方式准确无滑动的目的,具有恒定的传动比,传动效率高,节能效果明显,减少了主轴系统由传统的齿轮传递动力带来的高噪音,同时降低安装、维修难度以及成本的目的。本发明的面齿轮滚齿加工设备包括:主传动系统、主轴系统、伺服进给传动系统、设备本体结构、设备预留检测装置及辅助装置。