
一种大型舵叶内锥孔加工专机.pdf

雨巷****凝海


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型舵叶内锥孔加工专机.pdf
一种大型舵叶内锥孔加工专机。专机的主运动是镗杆的旋转运动,主运动由带一级减速齿轮的无级变速器作主运动驱动装置,通过行星轮实现切削运动。专机的进给运动是安装在镗杆上的镗头的直线进给切削运动。进给运动,先后带动上述两镗杆的各镗头做进给运动。传动装置输出轴的齿轮与空套在镗杆上的齿圈啮合,再由该齿圈按加工的要求变换位置分别带动相应的传动装置驱动各镗头按程序分别加工舵叶的锥孔、止口、端面等。

可编程大型舵叶锥孔加工专机设计与研究的中期报告.docx
可编程大型舵叶锥孔加工专机设计与研究的中期报告一、选题背景和研究意义大型舵叶锥孔是船舶一种重要的结构组件,其加工难度和要求非常高,传统的加工方式无法满足高精度和高效率的要求。因此,开发一种可编程大型舵叶锥孔加工专机对于提高船舶制造工业自动化水平,提高加工效率和产品质量,具有重要的意义。本项研究旨在设计制造一种能够实现自适应加工、高速加工和精度控制的可编程大型舵叶锥孔加工专机,并对其进行研究。二、研究内容和技术路线1.机床设计:机床主体采用了混合结构,采用钢结构和铝合金结构相结合的设计,主要分为大型龙门立柱

可编程大型舵叶锥孔加工专机设计与研究的任务书.docx
可编程大型舵叶锥孔加工专机设计与研究的任务书一、任务背景舵叶锥孔是飞行器的重要零部件之一,其几何形状、尺寸精度和表面光洁度对飞行器的飞行性能具有重要影响。传统的舵叶锥孔加工方式采用手工操作,加工效率低、质量难以保证。针对这一问题,可编程大型舵叶锥孔加工专机的研究和设计显得尤为重要。二、任务目的本研究旨在设计和研制一款可编程大型舵叶锥孔加工专机,实现精准高效的舵叶锥孔加工,提高飞行器的飞行性能和使用寿命,并促进相关领域技术的发展。三、任务内容1.分析舵叶锥孔的几何形状、尺寸精度和表面光洁度等要求,确定加工工
舵叶锥孔现场加工镗孔机.pdf
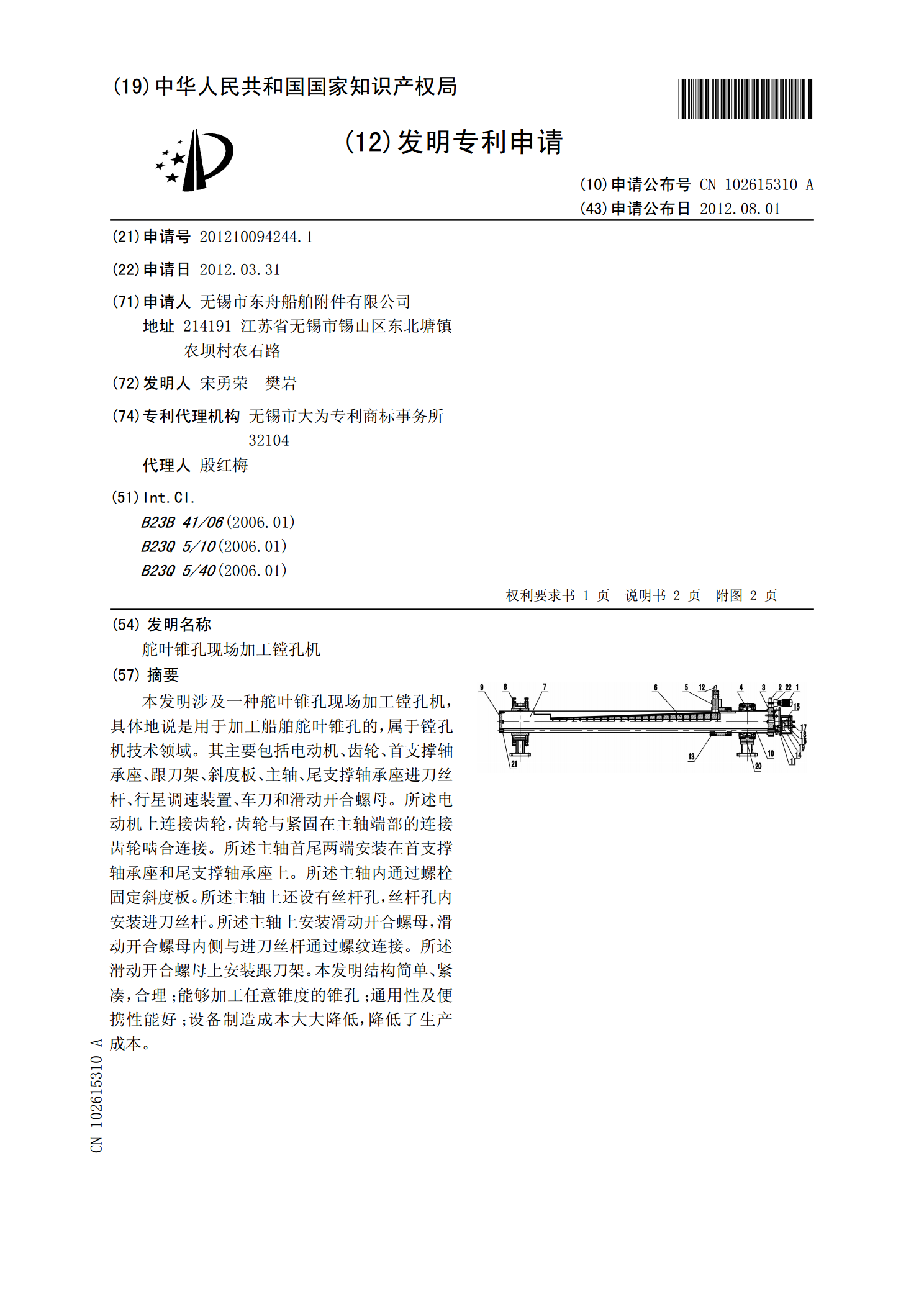
本发明涉及一种舵叶锥孔现场加工镗孔机,具体地说是用于加工船舶舵叶锥孔的,属于镗孔机技术领域。其主要包括电动机、齿轮、首支撑轴承座、跟刀架、斜度板、主轴、尾支撑轴承座进刀丝杆、行星调速装置、车刀和滑动开合螺母。所述电动机上连接齿轮,齿轮与紧固在主轴端部的连接齿轮啮合连接。所述主轴首尾两端安装在首支撑轴承座和尾支撑轴承座上。所述主轴内通过螺栓固定斜度板。所述主轴上还设有丝杆孔,丝杆孔内安装进刀丝杆。所述主轴上安装滑动开合螺母,滑动开合螺母内侧与进刀丝杆通过螺纹连接。所述滑动开合螺母上安装跟刀架。本发明结构简单

船舶舵系中舵叶两锥孔的加工制造工艺分析.docx
船舶舵系中舵叶两锥孔的加工制造工艺分析船舶舵系是船舶的重要组成部分,起着控制船舶航向的作用。舵叶是舵系中的核心部件,承担着分流、流动控制等功能。舵叶中的两锥孔是制造舵叶时不可或缺的孔口,下面我们将分析舵叶两锥孔的加工制造工艺。一、两锥孔的作用舵叶是船舶舵系中的核心部件。其作用是通过在舵叶表面开设的一定造型和曲率以及两侧设定的锥孔来改变水流的方向和速度,并将驶向船体一侧的水流分流,从而产生一个向另一侧转向的力,实现船舶的转向。舵叶的运动状态根据输出转动角度被称为“直”,“斜”,“倒”;或遇水状态根据舵叶位置