
陶瓷微晶磨料强力磨砂轮及其加工方法.pdf

青团****青吖


1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

陶瓷微晶磨料强力磨砂轮及其加工方法.pdf
本发明属于砂轮领域,具体涉及一种高精度的陶瓷微晶磨料强力磨砂轮及其加工方法,砂轮包括中心增强部分和磨削使用部分,其特征在于:所述中心增强部分各原料的重量份数为:WA80#100份;结合剂10~24份;粘结剂0.5~3.5份;湿润剂2.5~4.5份;所述磨削使用部分各原料的重量份数为:CA80#10~50份;WA80#50~90份;结合剂8~15份;粘结剂0.5~3.5份;湿润剂2.5~4.5份;成孔剂2~12份;成型密度1.6~1.95kg/cm3;所述粘结剂为糊精,湿润剂为乳胶。加工方法,其特征在于包括

陶瓷微晶磨料齿轮磨砂轮及其加工方法.pdf
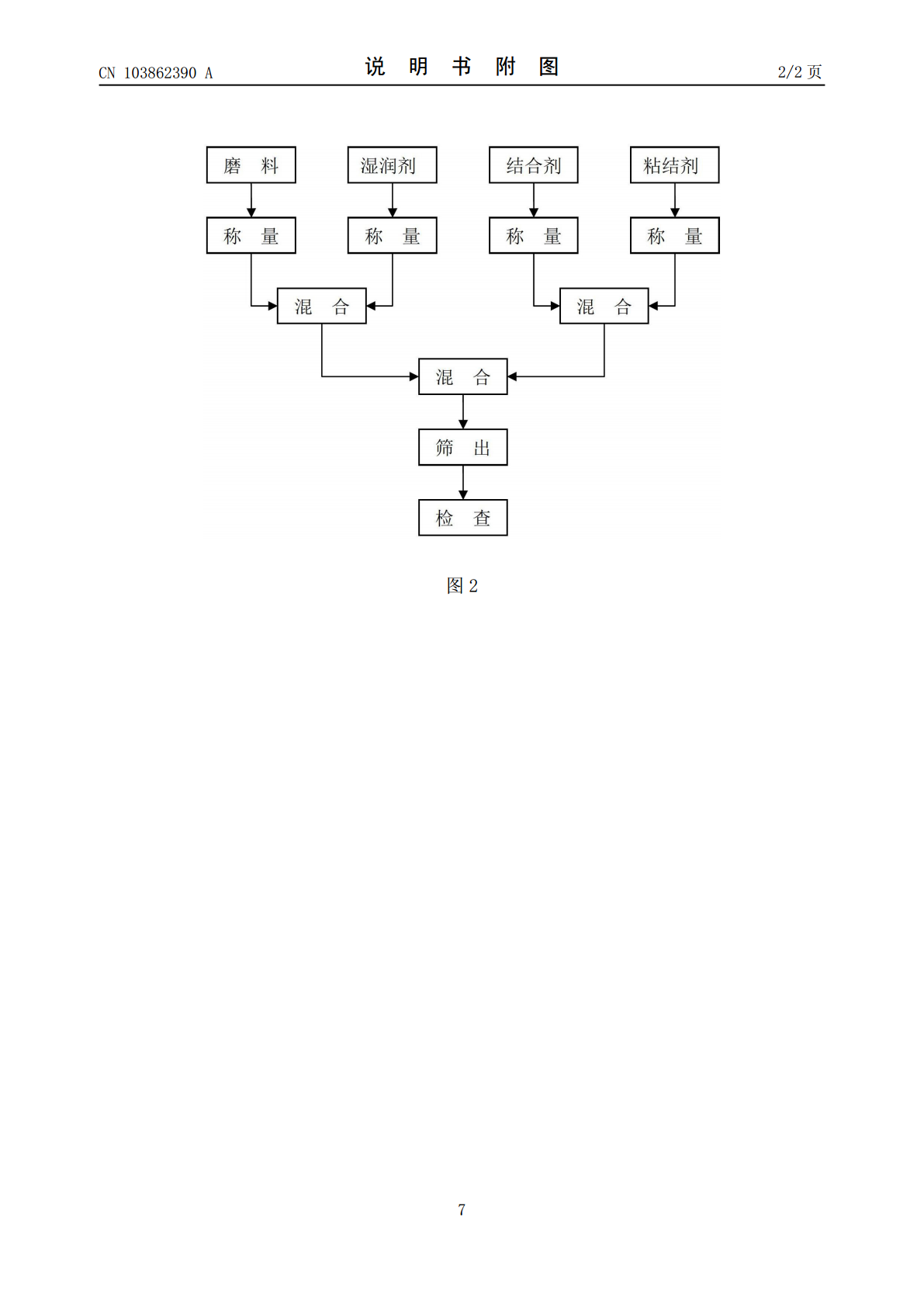
本发明具体涉及一种陶瓷微晶磨料齿轮磨砂轮及其加工方法,其特征在于:所述中心增强部分各原料组份的重量分数为:WA100#100份;结合剂12~20份;粘结剂1~4份;湿润剂3~6份;成型密度2.1~2.3kg/cm3;所述磨削使用部分各原料组份的重量份数为:CA60~120#10~50份;WA60~120#50~90份;结合剂8~18份;粘结剂1~4份;湿润剂2~6份;成型密度2.06~2.28kg/cm3;所述粘结剂为糊精,湿润剂为饴糖。加工方法,其特征在于包括如下步骤:1)配混料;2)成型;3)干燥;4

陶瓷微晶磨料重负荷高速砂轮及其加工方法.pdf
本发明属于砂轮领域,具体涉及一种陶瓷微晶磨料重负荷高速砂轮及其加工方法,砂轮包括中心增强部分和磨削使用部分,其特征在于所述中心增强部分各原料的重量份数为:C100#100份;酚醛树脂粉15~28份;酚醛树脂湿润剂5~10份;硅烷偶联剂0.1~1份;玻璃纤维1~5份;铜粉2~6份;所述磨削使用部分各组分的重量份数为:ZA8#40~80份;ZA10#?20~10?份;CA12#40~10份;酚醛树脂粉10~19份;酚醛树脂湿润剂2~6份;硅烷偶联剂0.1~1份;玻璃纤维1~5份;铜粉3~7份;所述ZA为锆刚玉

磨曲轴用陶瓷微晶刚玉砂轮及其制造方法.pdf
本发明具体涉及一种磨曲轴用陶瓷微晶刚玉砂轮及其制造方法,砂轮的特征在于磨削部分为:粒度为46-80#的陶瓷微晶刚玉磨料10-50份;粒度为60-100#单晶刚玉磨料20-40份;粒度为60-100#白刚玉磨料10-60份;低温陶瓷结合剂10-20份;成孔剂5-10份;晶须材料2-4份;湿润剂3-6份;着色剂0.6-1.2份;夹持部分为:粒度为60-100#白刚玉磨料100份;低温陶瓷结合剂10-20份;晶须材料2-4份;湿润剂4-6份;本发明的有益效果为:磨削能力强,加工精度高,加工效率高,使用寿命长,散
高效氧化铝陶瓷微晶磨料精密砂轮.pdf
本发明涉及一种高效氧化铝陶瓷微晶磨料精密砂轮,其该砂轮包括砂轮基体、分布在所述的砂轮基体上的磨料颗粒、将所述的磨料颗粒粘接固定在所述的砂轮基体上的结合剂,所述的结合剂包括如下重量配比的组分:粘土粉10-15、长石粉30-50、滑石粉20-40、高硼玻璃粉10-20;本发明的砂轮可以进行大切深、大进给、重负荷和高效磨削。根据试验,单程进给可以达到0.3mm以上,金属去除率比普通刚玉砂轮高2倍以上。砂轮的耐用度高,使用寿命长,可达到普通刚玉砂轮的5-10倍。砂轮的自锐性好,不堵塞,可以保持稳定的磨削性能。