
自行车轮圈的制造方法.pdf

光誉****君哥

1/7

2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自行车轮圈及其制造方法.pdf
本发明涉及自行车轮圈及其制造方法。自行车轮圈基本上具有外轮圈部分和内轮圈部分。外轮圈部分具有由第一材料制成的环形形状。内轮圈部分接合到外轮圈部分。内轮圈部分具有由第二材料制成的环形形状,并且具有由通过第二材料的回旋而形成的环形形状所产生的内部残余应力分布。

自行车轮圈及其制造方法.pdf
一种自行车轮圈的制造方法:取备一外模、一内模、一气袋及碳纤维复合材,该外模至少包含第一外模与第二外模,供相互靠合,在外模中设有环形模穴;该内模内部中央具透孔,包含至少二弧形管体,各管体接合为环形,使该内模中央透孔围构出环形气室,供容置气袋;将气袋逐一穿入各管体的透孔,并将各管体接合为环形,使气袋容置于气室中;后将碳纤维复合材叠贴于内模外表面,并将内模置于模穴;合模;向外模加压加热并向气袋中充气,气袋使膨胀内模扩撑,令内模外表面的碳纤维复合材定型为中空的碳纤维轮圈;开启外模取出碳纤维轮圈;在碳纤维轮圈上开设

自行车轮圈及其制造方法.pdf
本发明的自行车轮圈包括一个轮圈,该轮圈为碳纤维材质,该轮圈具有两个对应的煞车边,该两个煞车边供自行车的煞车皮接触摩擦,该两个煞车边外缘具有金属的电镀层;其制造方法包含以下步骤:模具成形:将碳纤维布披覆在模具上热压成形;粗化:取下成形的碳纤维布之后,把欲电镀的碳纤维布表面做研磨处理,以去除表面多余的树脂;电镀:于碳纤维布的表面铺上一层金属。本发明在该两个煞车边电镀上一层金属,让煞车皮不与碳纤维表面直接摩擦,而产生高温,来降低碳纤维轮圈的温度。

自行车轮圈的制造方法.pdf
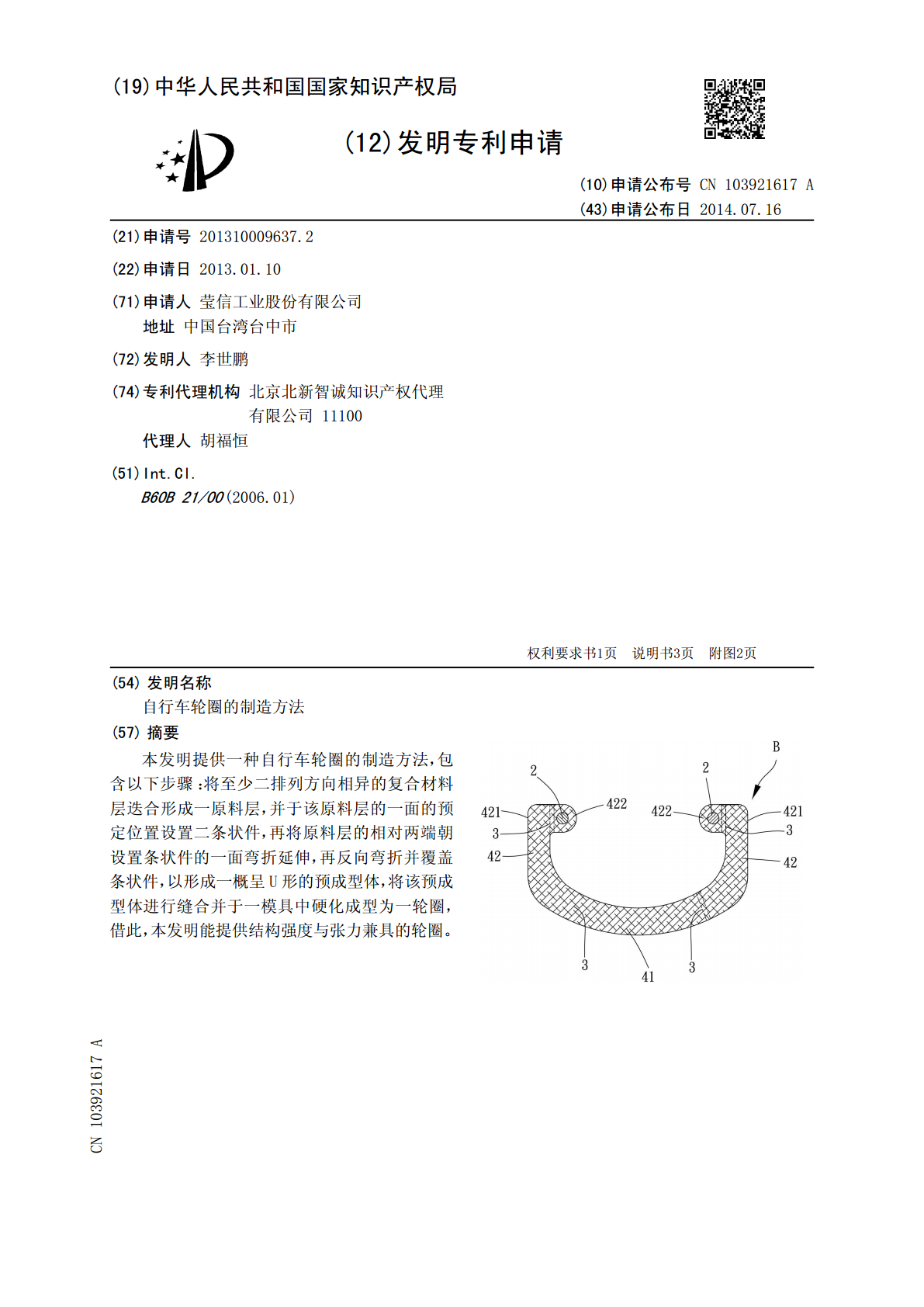
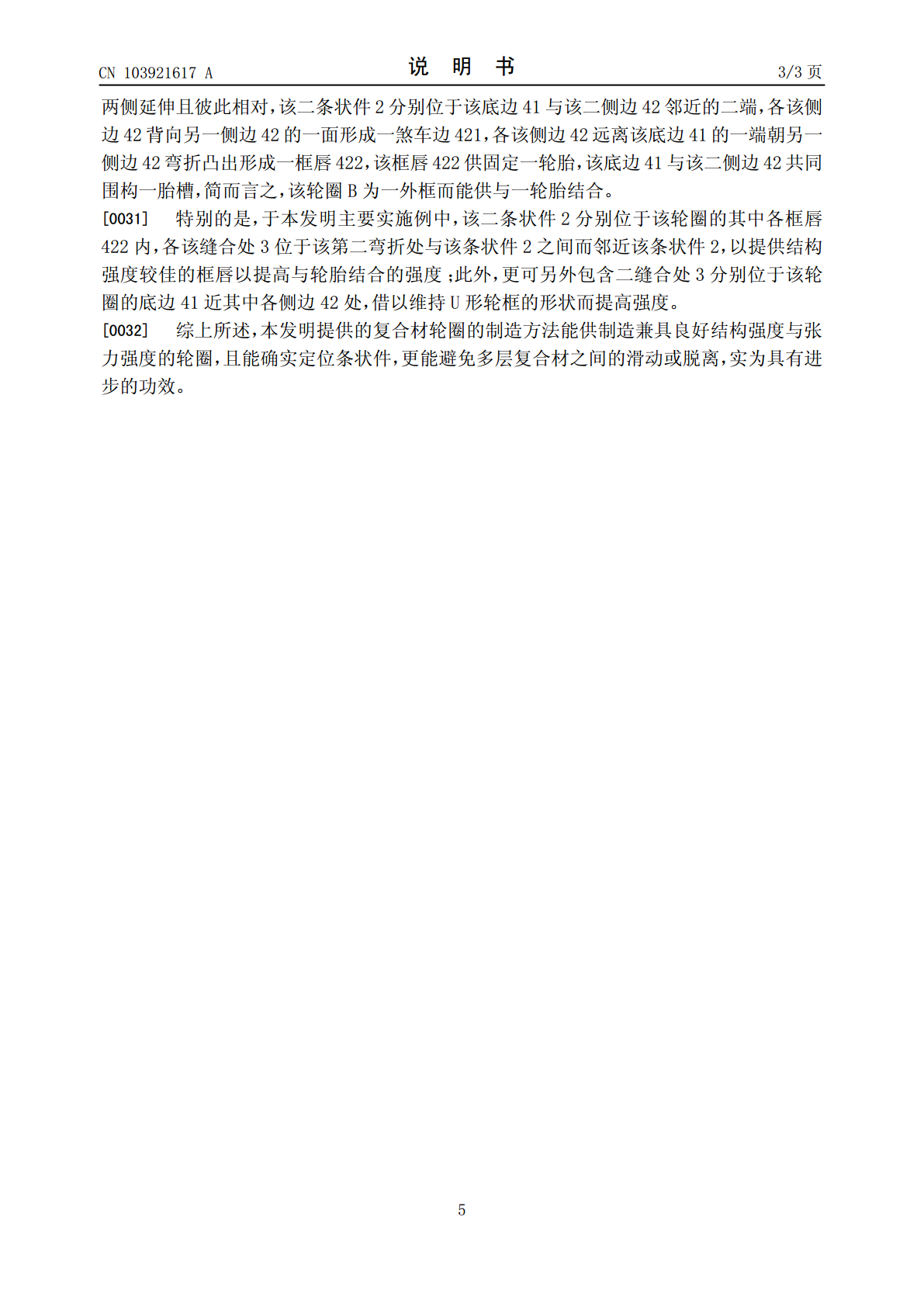
本发明提供一种自行车轮圈的制造方法,包含以下步骤:将至少二排列方向相异的复合材料层迭合形成一原料层,并于该原料层的一面的预定位置设置二条状件,再将原料层的相对两端朝设置条状件的一面弯折延伸,再反向弯折并覆盖条状件,以形成一概呈U形的预成型体,将该预成型体进行缝合并于一模具中硬化成型为一轮圈,借此,本发明能提供结构强度与张力兼具的轮圈。

自行车轮圈的制造方法.pdf
一种自行车轮圈的制造方法,是通过金属模具与硅胶模具,形成一个横截面为H型的环形外框,搭配一个横截面为倒三角型的环形内框,相互结合形成一个自行车轮圈。该自行车轮圈的外框包括一个连结壁及一对侧壁,每一个侧壁具有一个外环部及一个内环部,所述内环部及该连结壁分别与该内框连接,所述外环部与该连结壁共同界定出一个具有一开口端的胎槽,此外,该外框还具有两个分别自所述外环部外端缘相互邻近延伸的固设端部。