
转子铁心以及其制造方法.pdf

黛娥****ak


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

转子铁心以及其制造方法.pdf
一种转子铁心以及其制造方法,该制造方法具有:第1工序,在带状金属薄板(18)上冲切形成冲切孔(22、23),该冲切孔形成有键部(13、14)的轮廓、且具有位于轴孔(12)的内侧的内侧区域(25)以及和内侧区域(25)连接并位于轴孔(12)的外侧的外侧区域(26);第2工序,冲切形成轴孔(12),该轴孔具有避开键部(13、14)的凹部(35)、(36)且与冲切孔连通;以及第3工序,将形成有轴孔(12)的铁心片(11)剪切外形并进行层叠。根据上述的转子铁心以及其制造方法,能够防止由于冲切产生的冲裁废料、精度良

一种电机的定转子铁心的制造方法.pdf
本发明公开了一种电机的定转子铁心的制造方法,包括:开料,选用具有自粘性的硅钢片;裁剪出多个尺寸相同的矩形的所述硅钢片,所述硅钢片的外轮廓尺寸大于拟成形的定子铁心的外轮廓尺寸;叠压成块,将多个所述硅钢片叠压成块,对叠压成块的所述硅钢片加压保持,调整所述硅钢片平行度;对所述硅钢片加热保温,使多个所述硅钢片形成一整体结构的叠块;加工成形,在所述叠块中拟成形的定子铁心和转子铁心的相应孔位上进行打孔,以形成对所述叠块线切割的起始点;在所述叠块上进行切割,得到转子铁心和定子铁心。本发明的制造方法解决电机的定转子铁心制

风扇的转子结构及其制造方法.pdf
一种风扇的转子结构包括一轴套、一轮毂、一转轴以及多个扇叶。轮毂具有一顶部及一侧壁,轮毂的顶部包覆轴套,其中轮毂与轴套以相同材质制作。转轴的一端部与轴套连结,转轴设置于顶部的内侧。该些扇叶环设于轮毂的侧壁的外周缘。同时公开一种风扇转子的制造方法。
卷绕式电动机铁心及其制造方法.pdf
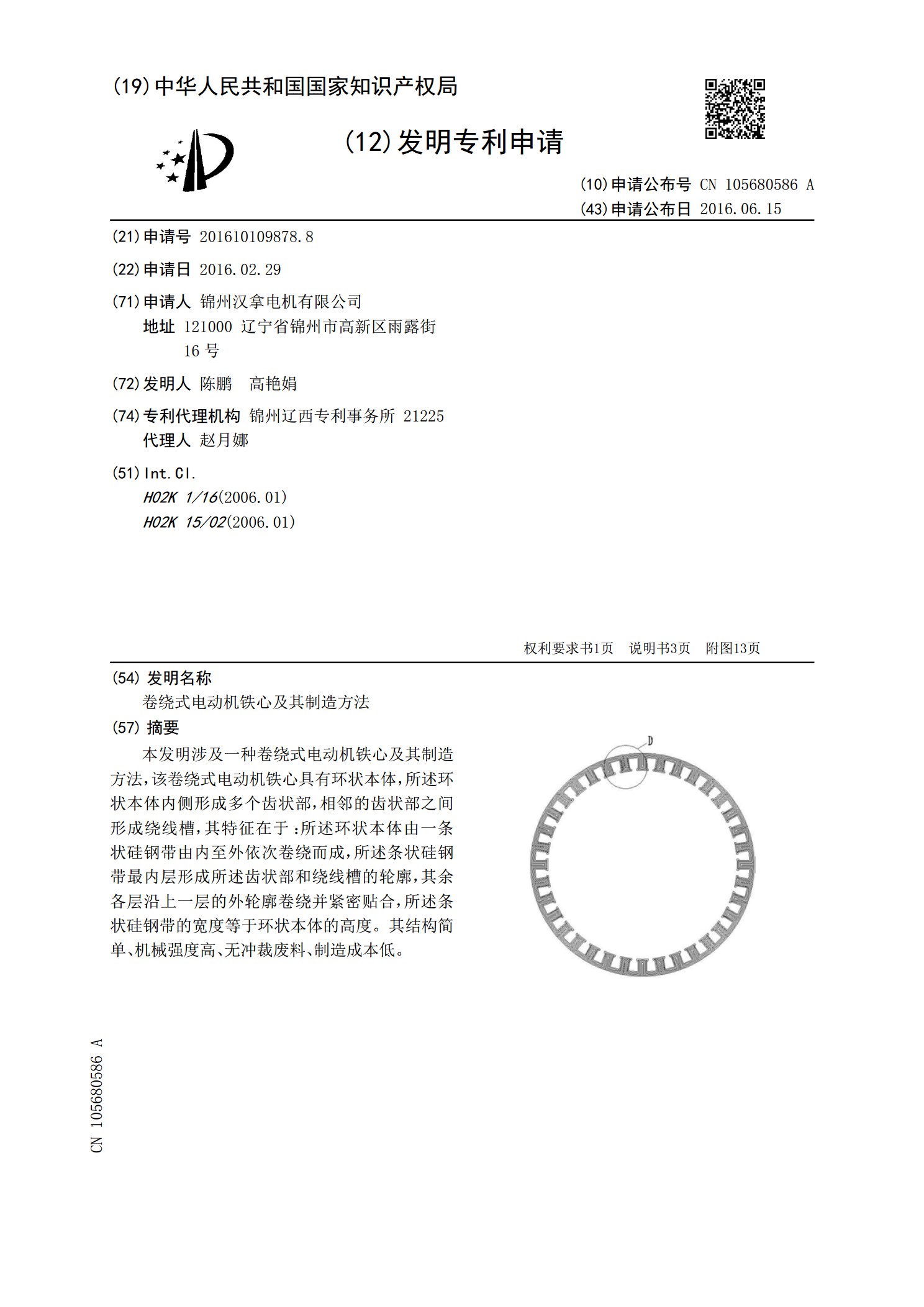
本发明涉及一种卷绕式电动机铁心及其制造方法,该卷绕式电动机铁心具有环状本体,所述环状本体内侧形成多个齿状部,相邻的齿状部之间形成绕线槽,其特征在于:所述环状本体由一条状硅钢带由内至外依次卷绕而成,所述条状硅钢带最内层形成所述齿状部和绕线槽的轮廓,其余各层沿上一层的外轮廓卷绕并紧密贴合,所述条状硅钢带的宽度等于环状本体的高度。其结构简单、机械强度高、无冲裁废料、制造成本低。

旋转机器的转子及其制造方法.pdf
本发明提供汽轮机转子及其制造方法,其中,该转子为即使利用焊接将Ni基合金和12Cr钢等其他耐热性钢铁材料进行接合、也可以保持该焊接部位的强度,并且在700℃水平的蒸汽条件下仍能够使用的汽轮机转子。该转子被设置在导入了650℃以上的工作流体的旋转机器中,是利用焊接将多个部件接合而形成的旋转机器的转子,所述多个部件的强度因流通的工作流体的温度而不同,其中,该转子通过利用焊接将第1部件和第2部件接合而构成,所述第1部件Ni基合金形成,该Ni基合金从室温到700℃之间的平均线性膨胀系数为12.4×10-6/℃~1