
冲样器.pdf

是飞****文章


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冲样器.pdf
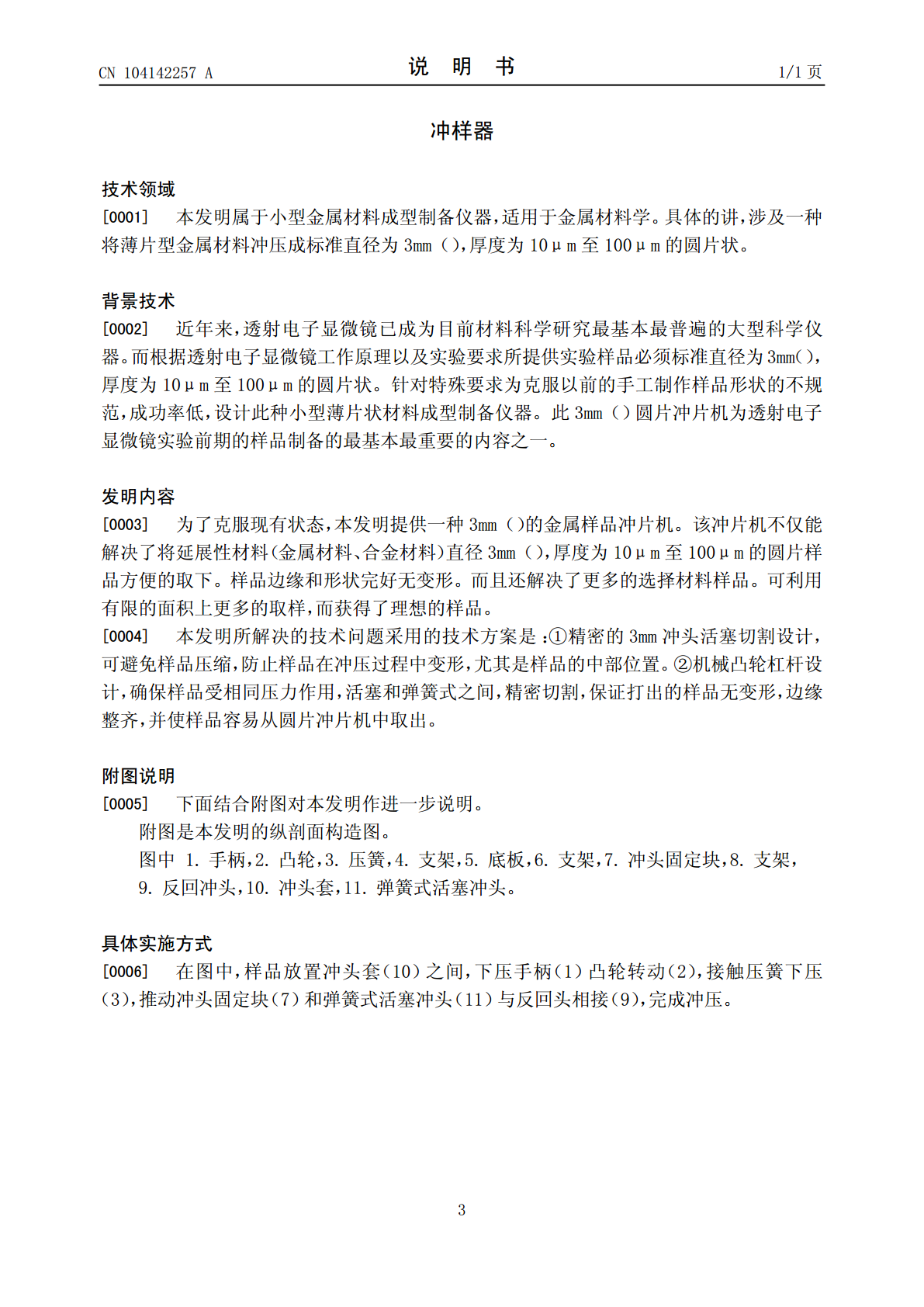
一种制备透射电子显微镜金属材料样品的冲样器。它采用精密的3mm冲头活塞切割设计,可避免样品压缩,防止样品在冲压过程中变形,尤其是样品的中部位置。机械凸轮杠杆设计,确保样品受相同压力作用,活塞和弹簧式之间,精密切割,保证打出的样品无变形,边缘整齐。并使样品容易从圆片冲片机中取出。
冲牙器.pdf
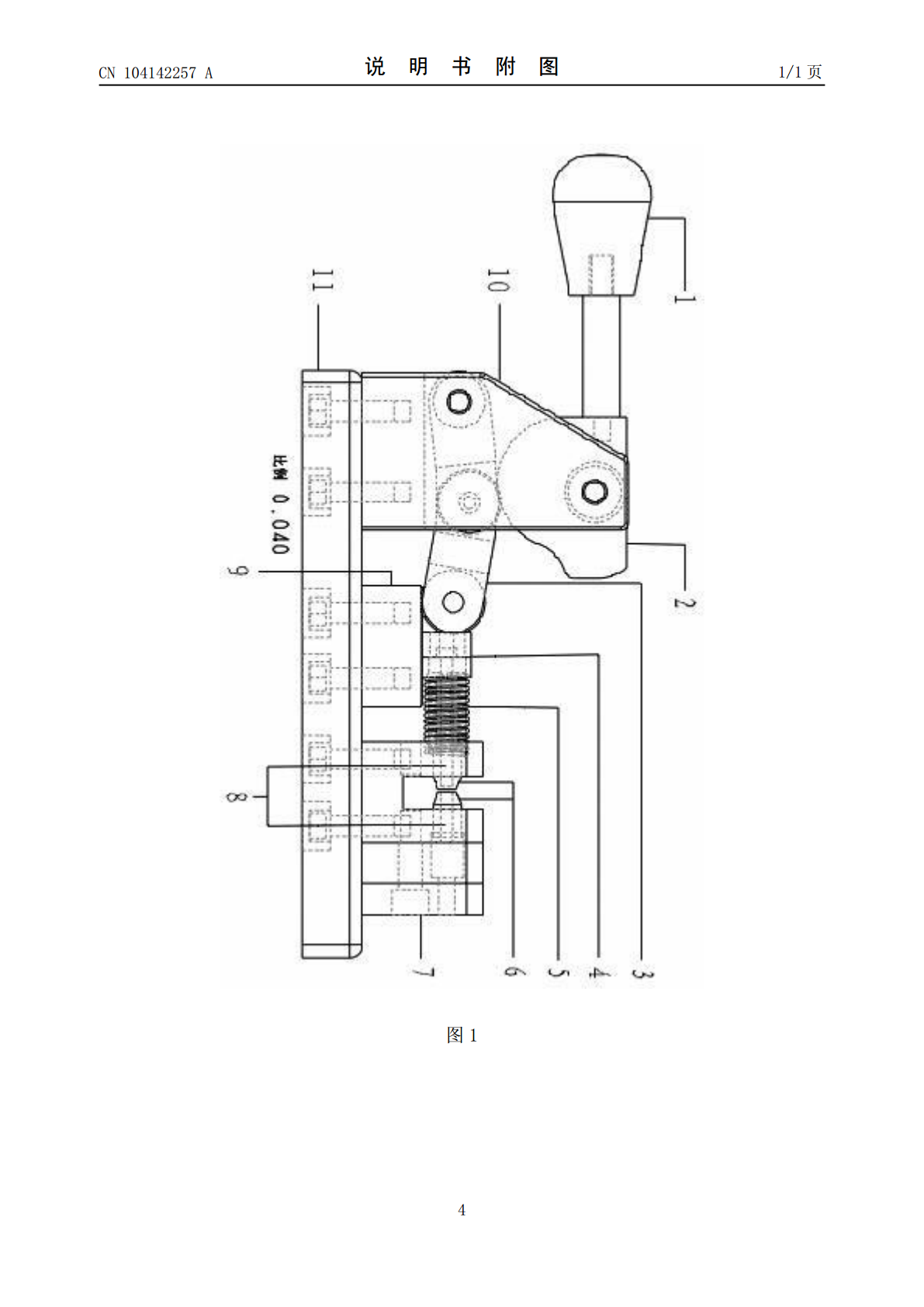
本发明公开了冲牙器,包括:电机和被电机驱动的涡轮,在所述涡轮的两侧具有第一、第二凸起圆柱;其中在涡轮转动时,第一、第二凸起圆柱分别驱动与其传动连接的气缸和蠕动机构,使得气体和液体被连续迸发,在混合室中通过上述被连续迸发至混合室的空气和液体被混合到一起,得到的混合物经过喷嘴后被从混合室射出,被定向为朝向用户的牙齿喷射以便清洗牙齿。本发明通过涡轮蜗杆机构上设置的凸起圆柱和条形槽的配合实现了一个电动机构带动空气和液体的迸发,使得整体体积大大减小,生产成本降低。

冲裁排样设计.ppt
复习上次课内容第五节冲裁排样设计第五节冲裁排样设计第二章冲裁工艺与冲裁模设计第二章冲裁工艺与冲裁模设计第五节冲裁排样设计减少工艺废料的有力措施是:第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计第五节冲裁排样设计1.有侧压装置时条料的宽度与导料板间距离2.无侧压装置时条料的宽度与导料板间距离3.用侧刃定距时条料的宽度与导料板间距离第五节冲裁排样设计试确定下图所示零件的合理排样方法,并计算其条料宽度和材料利用率。试根据下图所示的凹模简图画出冲裁件形状及冲裁时的排样图零件形状不同材料利用情况的对比
冲牙器的控制方法、装置、冲牙器及存储介质.pdf
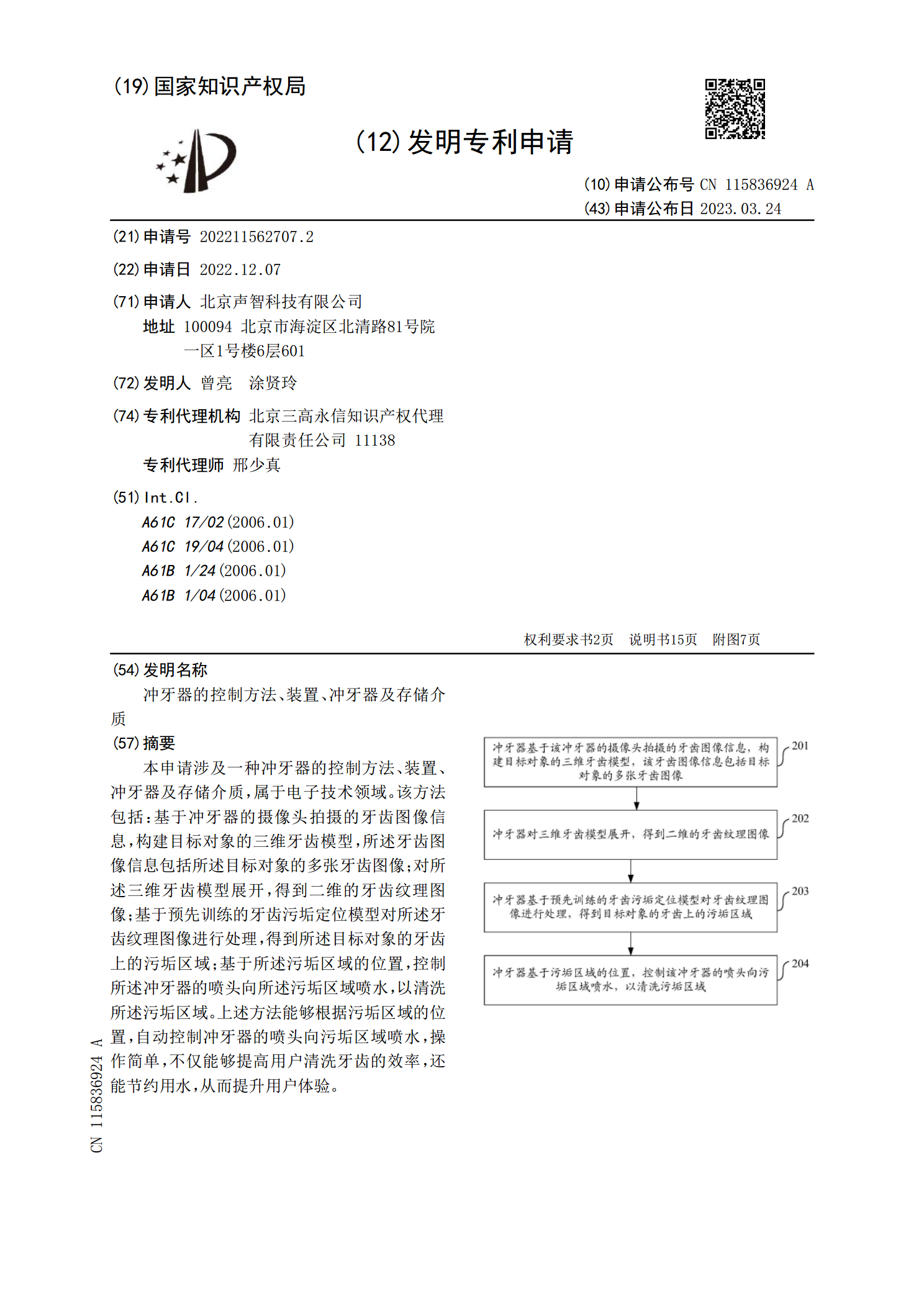
本申请涉及一种冲牙器的控制方法、装置、冲牙器及存储介质,属于电子技术领域。该方法包括:基于冲牙器的摄像头拍摄的牙齿图像信息,构建目标对象的三维牙齿模型,所述牙齿图像信息包括所述目标对象的多张牙齿图像;对所述三维牙齿模型展开,得到二维的牙齿纹理图像;基于预先训练的牙齿污垢定位模型对所述牙齿纹理图像进行处理,得到所述目标对象的牙齿上的污垢区域;基于所述污垢区域的位置,控制所述冲牙器的喷头向所述污垢区域喷水,以清洗所述污垢区域。上述方法能够根据污垢区域的位置,自动控制冲牙器的喷头向污垢区域喷水,操作简单,不仅能
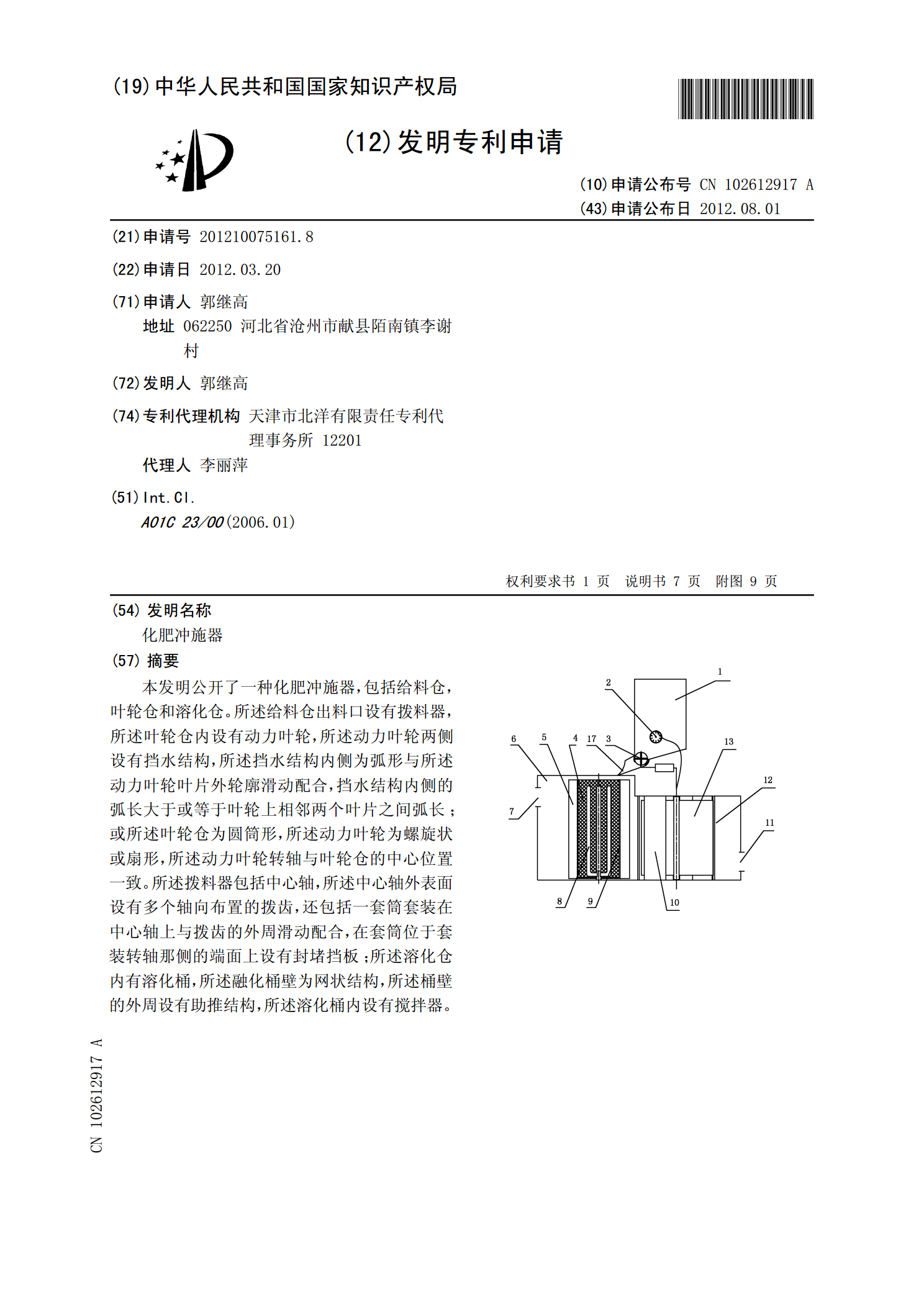
化肥冲施器.pdf
本发明公开了一种化肥冲施器,包括给料仓,叶轮仓和溶化仓。所述给料仓出料口设有拨料器,所述叶轮仓内设有动力叶轮,所述动力叶轮两侧设有挡水结构,所述挡水结构内侧为弧形与所述动力叶轮叶片外轮廓滑动配合,挡水结构内侧的弧长大于或等于叶轮上相邻两个叶片之间弧长;或所述叶轮仓为圆筒形,所述动力叶轮为螺旋状或扇形,所述动力叶轮转轴与叶轮仓的中心位置一致。所述拨料器包括中心轴,所述中心轴外表面设有多个轴向布置的拨齿,还包括一套筒套装在中心轴上与拨齿的外周滑动配合,在套筒位于套装转轴那侧的端面上设有封堵挡板;所述溶化仓内有