
配有快速成型组件的拉伸吹塑机.pdf

盼易****君a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

配有快速成型组件的拉伸吹塑机.pdf
本发明涉及到拉伸吹塑机吹塑成型模块组件的生产方法,生产的组件至少包含一个通风阀、以及/或者吹嘴、以及/或者阀块、以及/或者拉伸杆、以及/或者模具载体、以及/或者外壳模具、以及/或者一个或者数个具有容器轮廓的单零件或者多零件模具镶件,组件能全部或者部分的使用叠层快速成型方法生产,例如3D打印或者激光烧结,用金属和/或者塑料材料和/或者陶瓷材料、或者金属和/或者塑料材料和/或者陶瓷材料的组合制造。

吹塑成型模具、拉伸吹塑机和容器的成型方法.pdf
本发明涉及一种吹塑成型模具(100),具有成型体(101),所述成型体(101)具有作为模腔的腔体(102),其中所述腔体(102)具有底部区域(1)、中间区域(2)和顶部区域(3)。在吹塑成型模具(100)闭合的情况下,所述中间区域(2)能够相对于所述顶部区域(1)和/或所述底部区域(3)移动。

吹塑模具阵列、拉伸吹塑机和方法.pdf
本发明涉及用于将塑料预制件重注塑成塑料容器的吹塑模具阵列,包括吹塑模具单元(2),所述吹塑模具单元(2)形成腔(8),所述塑料预制件在所述腔(8)中膨胀成塑料容器,其中所述吹塑模具单元(2)是至少两件套(two-piece)单元。所述吹塑模具阵列(1)包括用于容纳所述吹塑模具单元的吹塑模具支撑(4),其中所述吹塑模具支撑(4)具有用于容纳所述吹塑模具单元(2)的部分(2a,2b)的至少两个模具支撑件(4a,4b),所述吹塑模具阵列(1)还包括锁定机构(10)以相对于至少一个模具支撑件(4a)制动所述吹塑模

吹塑模具阵列、拉伸吹塑机和方法.pdf
本发明涉及用于将塑料预制件重注塑成塑料容器的吹塑模具阵列,包括吹塑模具单元(2),所述吹塑模具单元(2)形成腔(8),所述塑料预制件在所述腔(8)中膨胀成塑料容器,其中所述吹塑模具单元(2)是至少两件套(two-piece)单元。所述吹塑模具阵列(1)包括用于容纳所述吹塑模具单元的吹塑模具支撑(4),其中所述吹塑模具支撑(4)具有用于容纳所述吹塑模具单元(2)的部分(2a,2b)的至少两个模具支撑件(4a,4b),所述吹塑模具阵列(1)还包括锁定机构(10)以相对于至少一个模具支撑件(4a)制动所述吹塑模
吹塑机成型模具系统.pdf
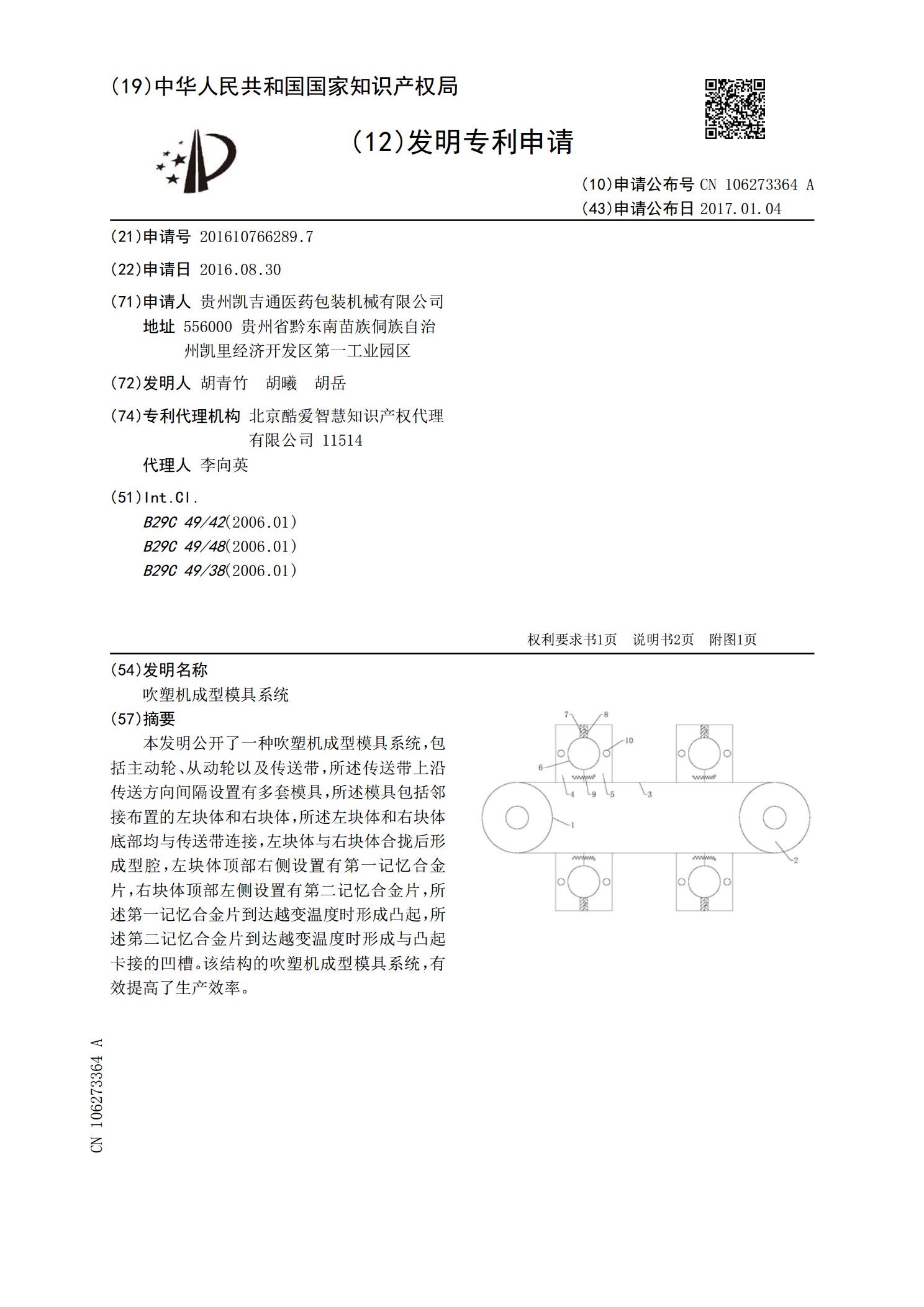
本发明公开了一种吹塑机成型模具系统,包括主动轮、从动轮以及传送带,所述传送带上沿传送方向间隔设置有多套模具,所述模具包括邻接布置的左块体和右块体,所述左块体和右块体底部均与传送带连接,左块体与右块体合拢后形成型腔,左块体顶部右侧设置有第一记忆合金片,右块体顶部左侧设置有第二记忆合金片,所述第一记忆合金片到达越变温度时形成凸起,所述第二记忆合金片到达越变温度时形成与凸起卡接的凹槽。该结构的吹塑机成型模具系统,有效提高了生产效率。