
一步法热煨弯管装置及工艺.pdf

是你****芹呀


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一步法热煨弯管装置及工艺.pdf
本发明公开了一步法热煨弯管装置及工艺,其中工艺为,(一)采用补偿原理计算出成型弯管的理论长度,采用等离子火焰自动切割机或锯床进行下料,使用机械坡口机进行破口,制作成弯管原材料短节;(二)调整快装卡具的圆心和三爪定位式卡盘的中心在同一条线上,进行上料,将钢管原材料一端滑套在三爪定位顶头上,通过锥刺轮锁紧,另一端放进快装卡具中,通过辅助推拉油缸卡紧,再用快装羊角螺栓锁紧;(三)通过中频加热装置加热,液压推进装置推进,同时旋转摇臂到规定角度,弯管煨制完成;(四)下线,检验合格后入库。通过对原有工艺装置的关键部位

采用正火工艺改善热煨弯管性能.docx
采用正火工艺改善热煨弯管性能正火工艺在弯管生产中的应用及其对热煨弯管性能的改善摘要:弯管是一种常用的管道连接件,它可以满足复杂管道系统的布局需求。然而,由于制造过程中的残余应力和变形问题,弯管的性能往往不如直管稳定。为了改善弯管的性能,本文采用正火工艺进行处理,并对其影响因素进行了研究。实验结果表明,正火工艺可以显著改善热煨弯管的性能,提高其耐压能力和抗变形能力。因此,正火工艺在弯管生产中具有广泛的应用前景。1.引言弯管作为一种重要的管道连接件,广泛应用于石油、化工、电力等工业领域。然而,由于其制造过程中

小半径热煨弯管加工工艺与截面畸变的相关性.docx
小半径热煨弯管加工工艺与截面畸变的相关性热煨弯管是一种在加工过程中需要用高温和外力来弯曲的管材。在热煨弯管加工过程中,管材的截面往往会发生畸变。这种畸变会对管材的性能和使用带来一定的影响。本文将从小半径热煨弯管加工工艺以及截面畸变两个方面来探讨它们之间的相关性。一、小半径热煨弯管加工工艺小半径热煨弯管加工是一种需要高温和外力共同作用的加工过程。这种加工方法主要是利用热力变形原理,在管材受到高温加热的情况下,通过施加外力,使其发生变形而达到所需的形状。一般情况下,管材的弯曲半径越小,所需的热力和外力越大,加

热煨弯管3PE3PP防腐技术填补国内空白 工艺稳定、性能优异 提高了热煨弯管防腐质量.docx
热煨弯管3PE3PP防腐技术填补国内空白工艺稳定、性能优异提高了热煨弯管防腐质量热煨弯管3PE/3PP防腐技术填补国内空白摘要:热煨弯管在各个领域的应用越发广泛,然而其防腐质量一直是一个难点问题。为了提高热煨弯管的防腐质量,我们引入了3PE/3PP防腐技术。本文系统介绍了3PE/3PP防腐技术的原理、工艺以及在热煨弯管中的应用。通过对比实验,证明了3PE/3PP防腐技术的工艺稳定性和性能优异性。对热煨弯管的防腐质量提升进行了探讨,并展望了未来的发展方向。关键词:热煨弯管、3PE/3PP防腐技术、防腐质量、
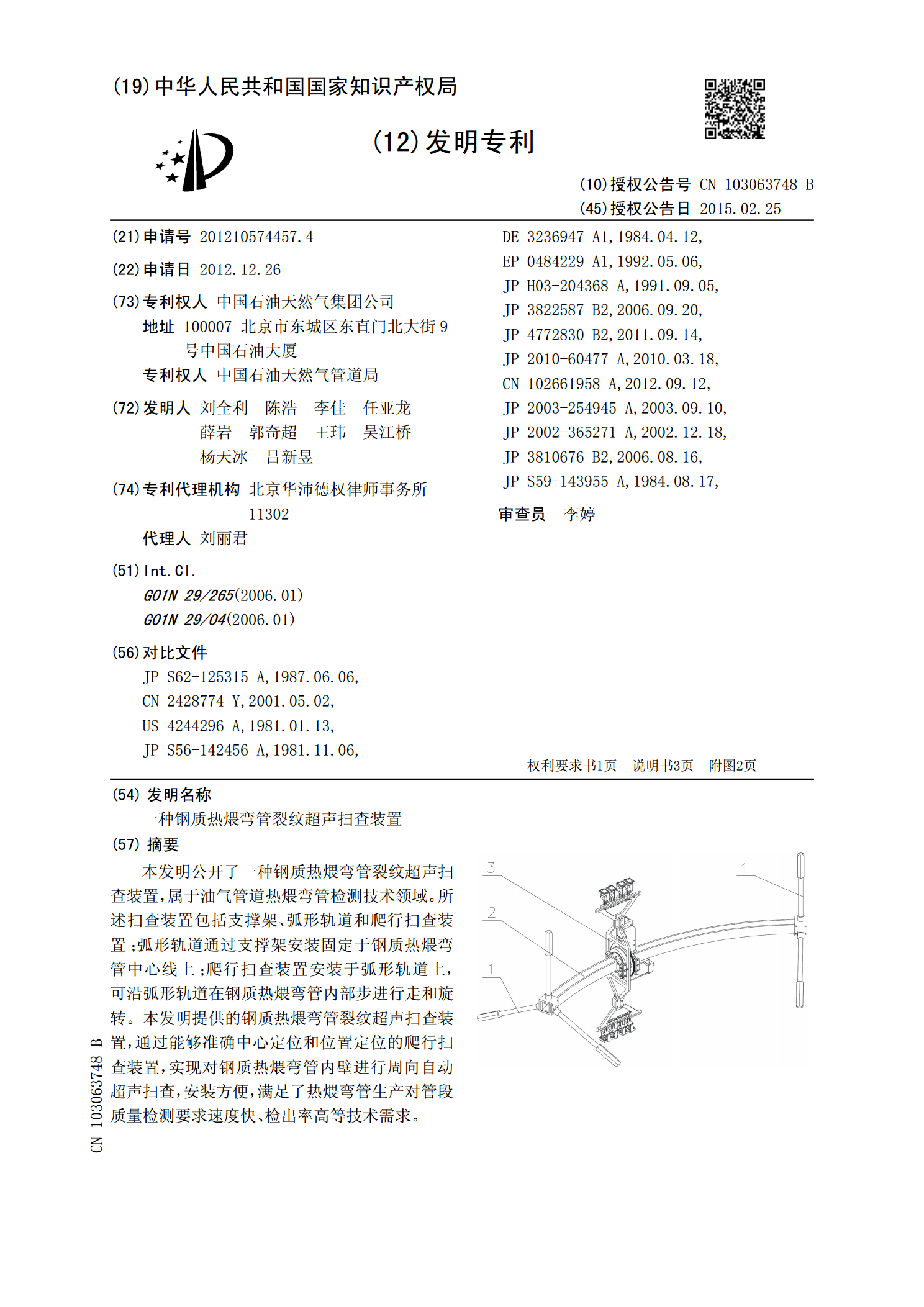
一种钢质热煨弯管裂纹超声扫查装置.pdf
本发明公开了一种钢质热煨弯管裂纹超声扫查装置,属于油气管道热煨弯管检测技术领域。所述扫查装置包括支撑架、弧形轨道和爬行扫查装置;弧形轨道通过支撑架安装固定于钢质热煨弯管中心线上;爬行扫查装置安装于弧形轨道上,可沿弧形轨道在钢质热煨弯管内部步进行走和旋转。本发明提供的钢质热煨弯管裂纹超声扫查装置,通过能够准确中心定位和位置定位的爬行扫查装置,实现对钢质热煨弯管内壁进行周向自动超声扫查,安装方便,满足了热煨弯管生产对管段质量检测要求速度快、检出率高等技术需求。