
一种焊枪自动跟踪控制并在线修正系统及其控制方法.pdf

爱欢****23


1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种焊枪自动跟踪控制并在线修正系统及其控制方法.pdf
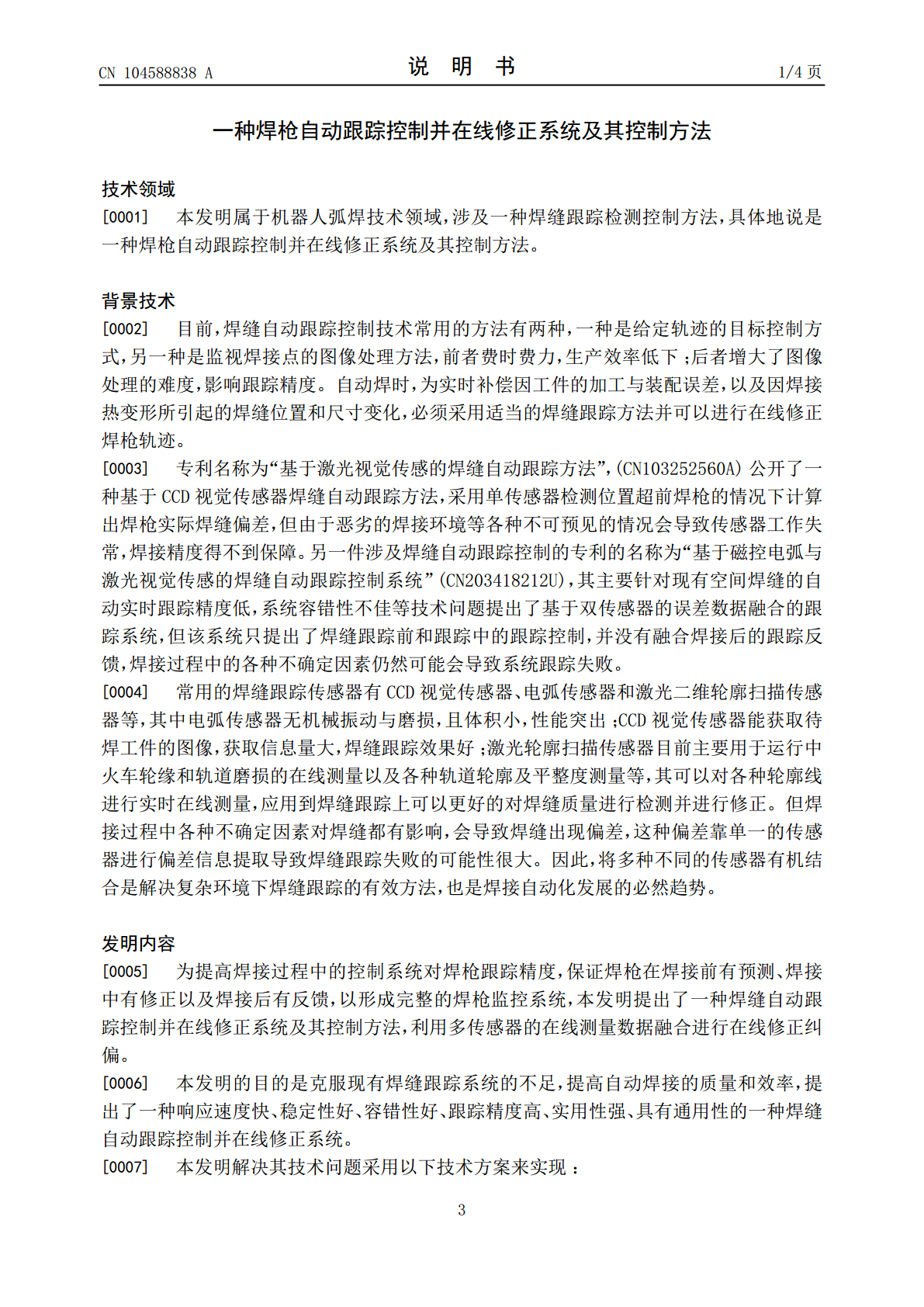
本发明涉及一种焊枪自动跟踪控制并在线修正系统及其控制方法,属于机器人弧焊技术领域,包括视觉传感系统、图像处理系统、跟踪控制系统和在线修正系统,视觉传感系统包括CCD视觉传感器,图像处理系统包括图像预处理模块和图像处理模块,跟踪控制系统包括焊枪、控制系统、驱动系统、信号处理模块和电弧传感器,在线修正系统包括激光二维轮廓扫描传感器和误差分析模块。本发明利用CCD视觉传感器、电弧传感器和激光二维轮廓扫描传感器三个传感器的误差在线融合分别从焊接前、焊接中、焊接后三个焊接阶段对焊缝进行预测、跟踪、修正,提高了焊缝追
一种焊枪自动更换电极帽控制方法.pdf
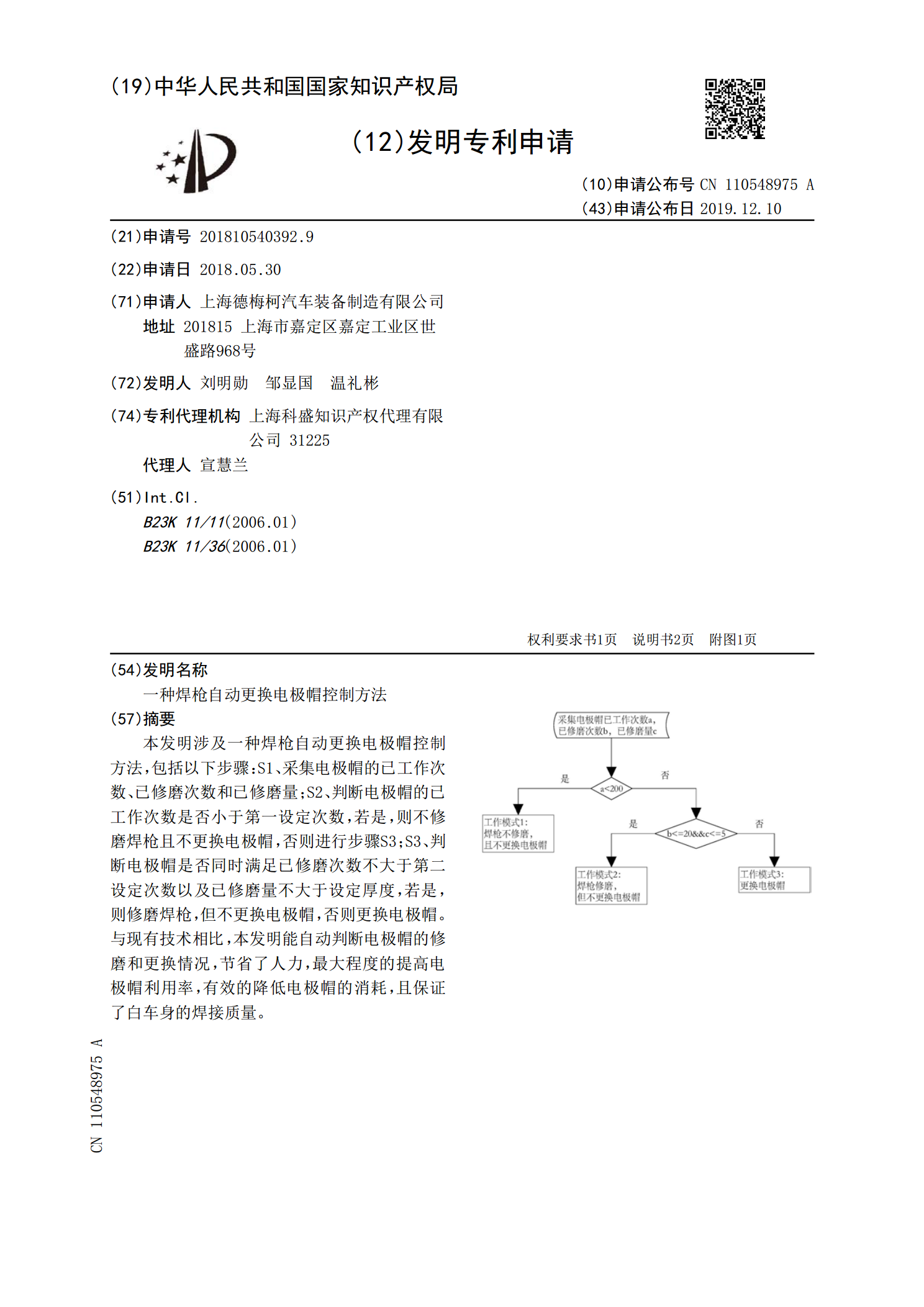
本发明涉及一种焊枪自动更换电极帽控制方法,包括以下步骤:S1、采集电极帽的已工作次数、已修磨次数和已修磨量;S2、判断电极帽的已工作次数是否小于第一设定次数,若是,则不修磨焊枪且不更换电极帽,否则进行步骤S3;S3、判断电极帽是否同时满足已修磨次数不大于第二设定次数以及已修磨量不大于设定厚度,若是,则修磨焊枪,但不更换电极帽,否则更换电极帽。与现有技术相比,本发明能自动判断电极帽的修磨和更换情况,节省了人力,最大程度的提高电极帽利用率,有效的降低电极帽的消耗,且保证了白车身的焊接质量。

高炉喷煤系统在线自动清扫装置及其控制方法.pdf
本发明公开了一种高炉喷煤系统在线自动清扫装置及其控制方法。特点是在喷吹主管道上安装过滤器与备用过滤器,过滤器上安装第一气动球阀、第一过滤板、第一正吹阀和第一反吹阀,过滤器通过第一连接管与喷煤返粉管路相连接;备用过滤器上安装第二气动球阀、第二过滤板、第二正吹阀和第二反吹阀,备用过滤器通过第二连接管与喷煤返粉管路相连接。本案的控制方法采用智能化控制煤粉吹扫,能够利用过滤器前后产生的压差判断设定的喷吹是否安全以及煤粉过滤器的堵塞程度,进而及时做出相应处理;自动反吹清理过滤器在使用时无需人员值守,大大降低工人劳动

一种自动跟踪拍摄体育比赛的智能系统及其控制方法.pdf
本发明提出了一种自动跟踪拍摄体育比赛的智能系统及其控制方法,所述智能系统包括云台和智能手机,智能手机包括第一通信模块,云台包括第二通信模块。智能手机通过第一通信模块和云台的第二通信模块进行通信连接。本发明还提出了一种控制方法,对每个球员的人体标记出多个关节节点并进行动作识别,判断出每个球员的动作类型并进行分类,过滤掉不需要的动作类型而保留需要的动作类型的球员作为候选关键球员。在单位时间内计算出候选关键球员的位移。对候选关键球员在单位时间内的位移大小进行排序。选择一名或多名单位时间内位移大小排序靠前的候选关
一种在线式线性比例控制燃烧系统及其控制方法.pdf
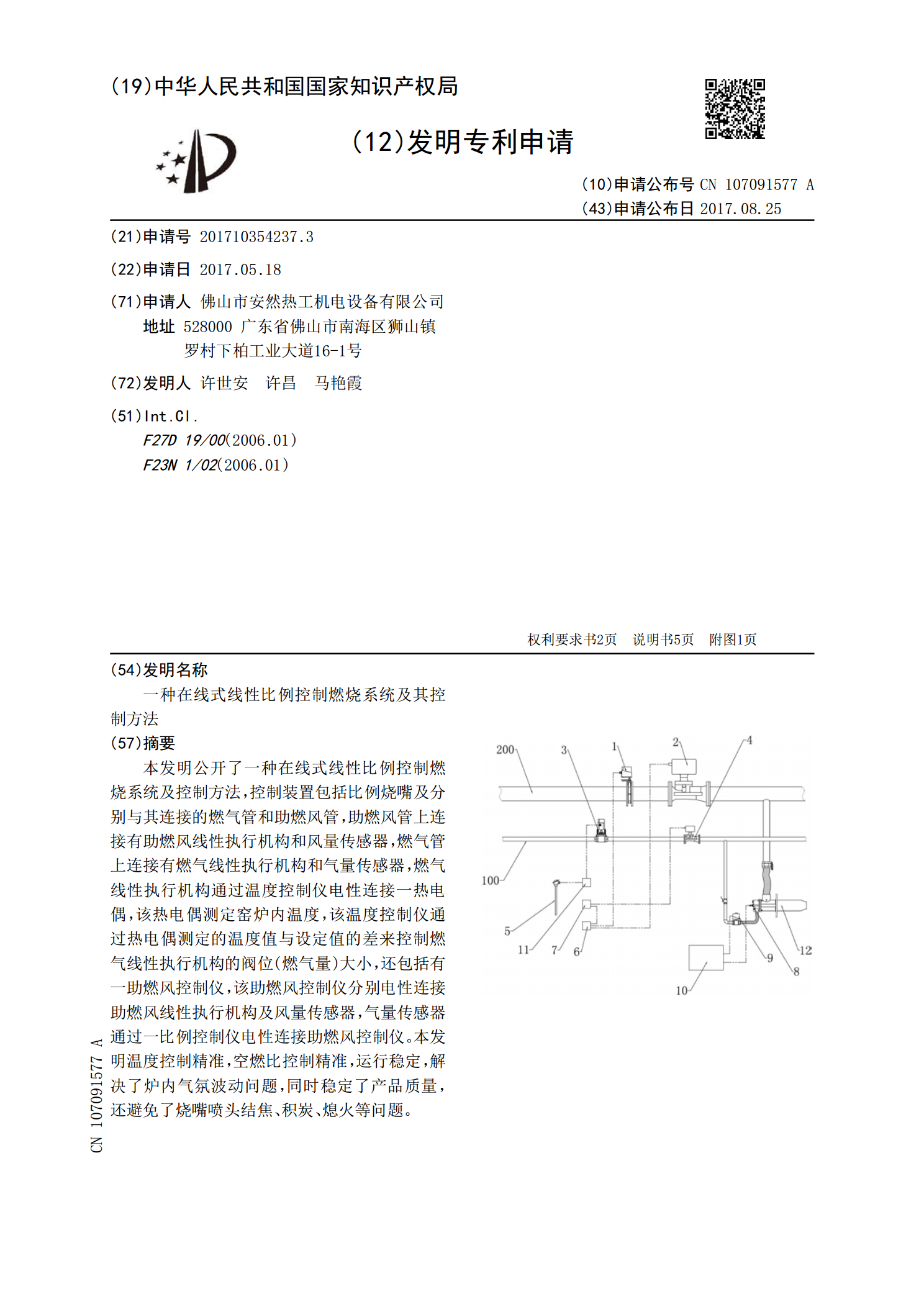
本发明公开了一种在线式线性比例控制燃烧系统及控制方法,控制装置包括比例烧嘴及分别与其连接的燃气管和助燃风管,助燃风管上连接有助燃风线性执行机构和风量传感器,燃气管上连接有燃气线性执行机构和气量传感器,燃气线性执行机构通过温度控制仪电性连接一热电偶,该热电偶测定窑炉内温度,该温度控制仪通过热电偶测定的温度值与设定值的差来控制燃气线性执行机构的阀位(燃气量)大小,还包括有一助燃风控制仪,该助燃风控制仪分别电性连接助燃风线性执行机构及风量传感器,气量传感器通过一比例控制仪电性连接助燃风控制仪。本发明温度控制精准