
一种磨胶辊砂轮及其制备方法.pdf

志玉****爱啊


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种磨胶辊砂轮及其制备方法.pdf
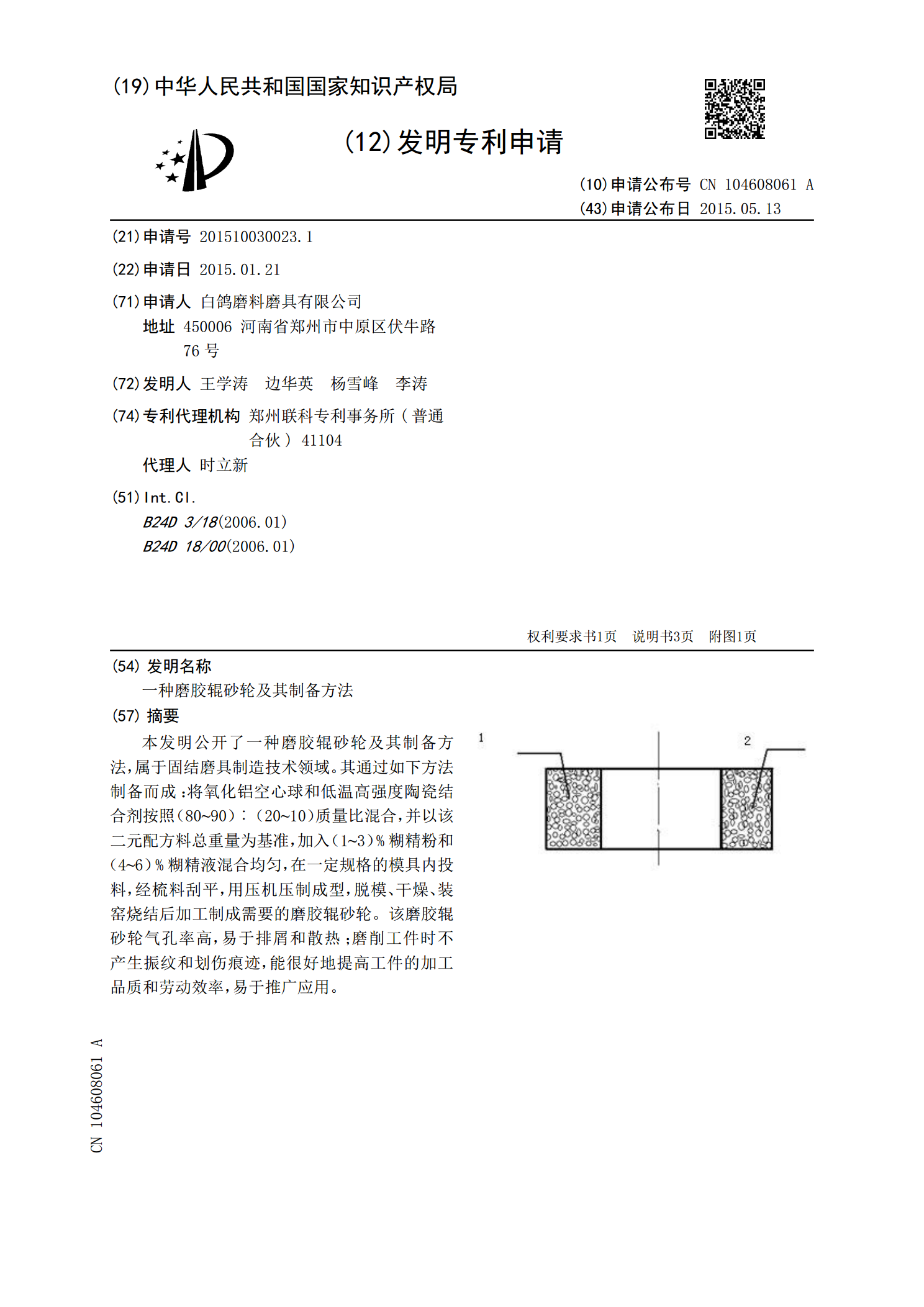
本发明公开了一种磨胶辊砂轮及其制备方法,属于固结磨具制造技术领域。其通过如下方法制备而成:将氧化铝空心球和低温高强度陶瓷结合剂按照(80~90)︰(20~10)质量比混合,并以该二元配方料总重量为基准,加入(1~3)%糊精粉和(4~6)%糊精液混合均匀,在一定规格的模具内投料,经梳料刮平,用压机压制成型,脱模、干燥、装窑烧结后加工制成需要的磨胶辊砂轮。该磨胶辊砂轮气孔率高,易于排屑和散热;磨削工件时不产生振纹和划伤痕迹,能很好地提高工件的加工品质和劳动效率,易于推广应用。

磨胶辊用砂轮.doc
车床磨头磨胶辊用砂轮:绿碳大气孔36-60目或黑碳大气孔36-60目,品牌有台研,帝研等

磨瓦楞辊砂轮及其制造方法.pdf
本发明属于砂轮及其制造方法领域,具体涉及一种磨瓦楞辊砂轮及其制造方法。其砂轮的特征在于磨削部分的原料组分及重量百分比含量为:粒度为36目~120目的磨料68-80%;陶瓷结合剂8-15%;成孔材料10-15%;其制造方法的特征在于步骤如下:1)混料;2)成型;3)干燥;4)装窑;5)烧成;6)毛坯干燥及尺寸加工。本发明具有回转强度大、硬度高、组织均匀性好、静平衡性能好、散热性能好、磨削性能好、磨削效率高、磨削精度高的优点。
辊磨用砂轮、辊磨装置及辊磨方法.pdf
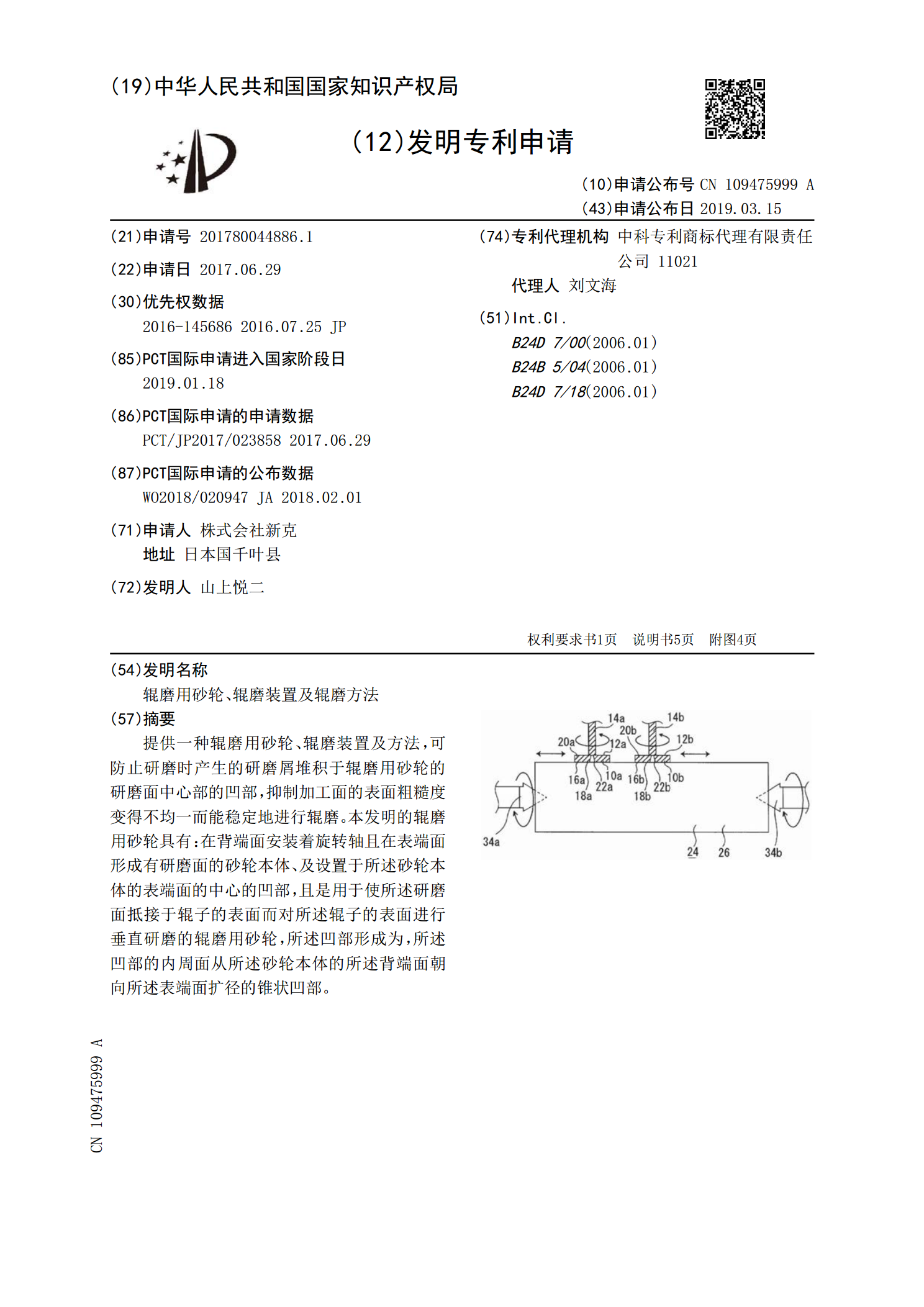
提供一种辊磨用砂轮、辊磨装置及方法,可防止研磨时产生的研磨屑堆积于辊磨用砂轮的研磨面中心部的凹部,抑制加工面的表面粗糙度变得不均一而能稳定地进行辊磨。本发明的辊磨用砂轮具有:在背端面安装着旋转轴且在表端面形成有研磨面的砂轮本体、及设置于所述砂轮本体的表端面的中心的凹部,且是用于使所述研磨面抵接于辊子的表面而对所述辊子的表面进行垂直研磨的辊磨用砂轮,所述凹部形成为,所述凹部的内周面从所述砂轮本体的所述背端面朝向所述表端面扩径的锥状凹部。

一种磨齿砂轮及其制备方法.pdf
本发明公开了一种磨齿砂轮及其制备方法,属于砂轮制造技术领域。本发明磨齿砂轮,由以下重量百分含量的原料制成:磨料65.5%~82%,结合剂8%~16.5%,造孔剂6%~13%,粘结剂4%~7%;其中磨料由以下重量百分含量的组分组成:白刚玉50~90%,陶瓷微晶磨料10~50%。该磨齿砂轮配方简单,配方中各原料协同作用,提高砂轮的强度和散热性能,磨削效率高,无烧伤裂纹,且磨削精度达到4~5级。本发明磨齿砂轮的制备方法,操作简便,易于控制和实现。