
辊磨用砂轮、辊磨装置及辊磨方法.pdf

小琛****82

1/10

2/10
3/10
4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
辊磨用砂轮、辊磨装置及辊磨方法.pdf
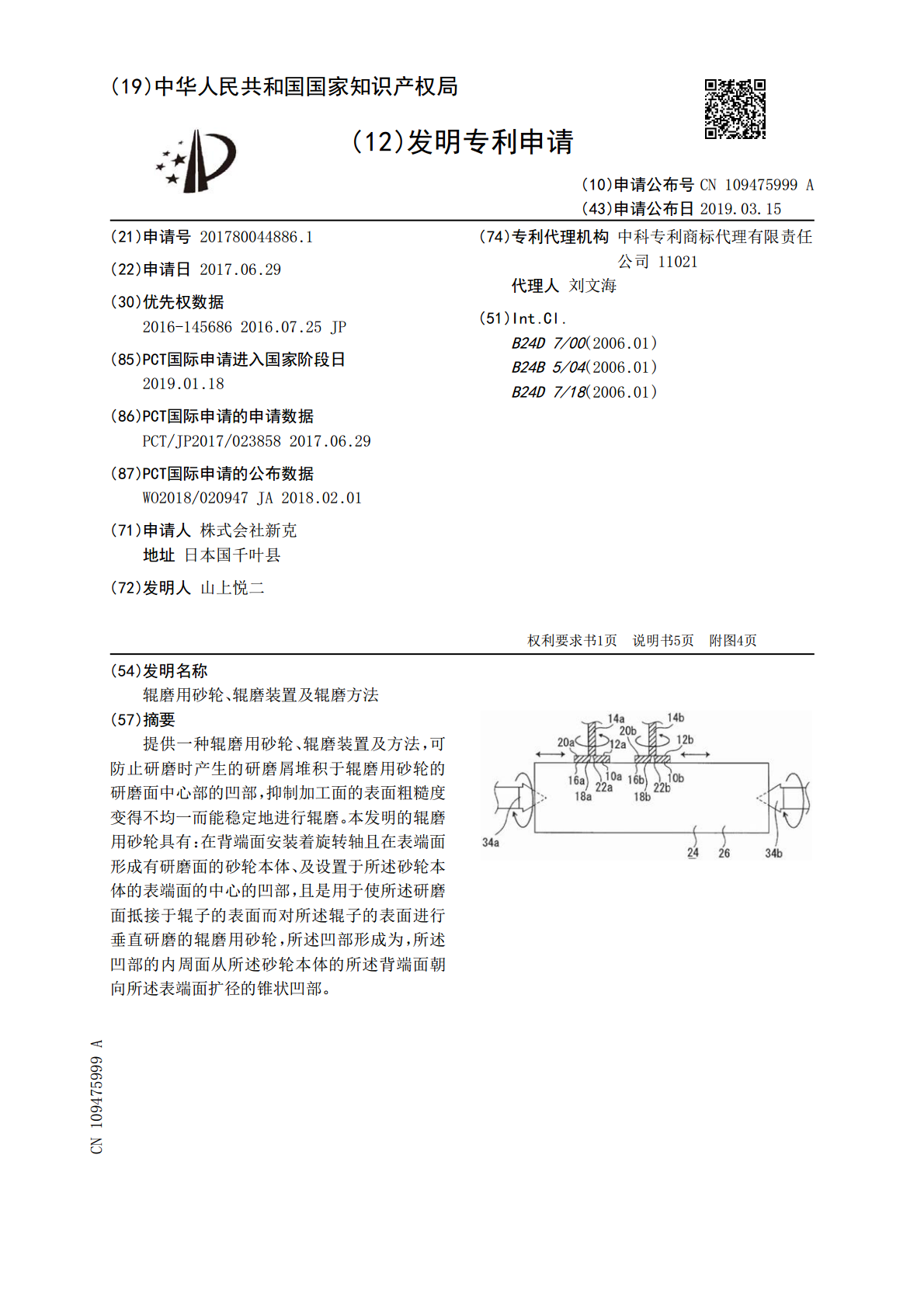
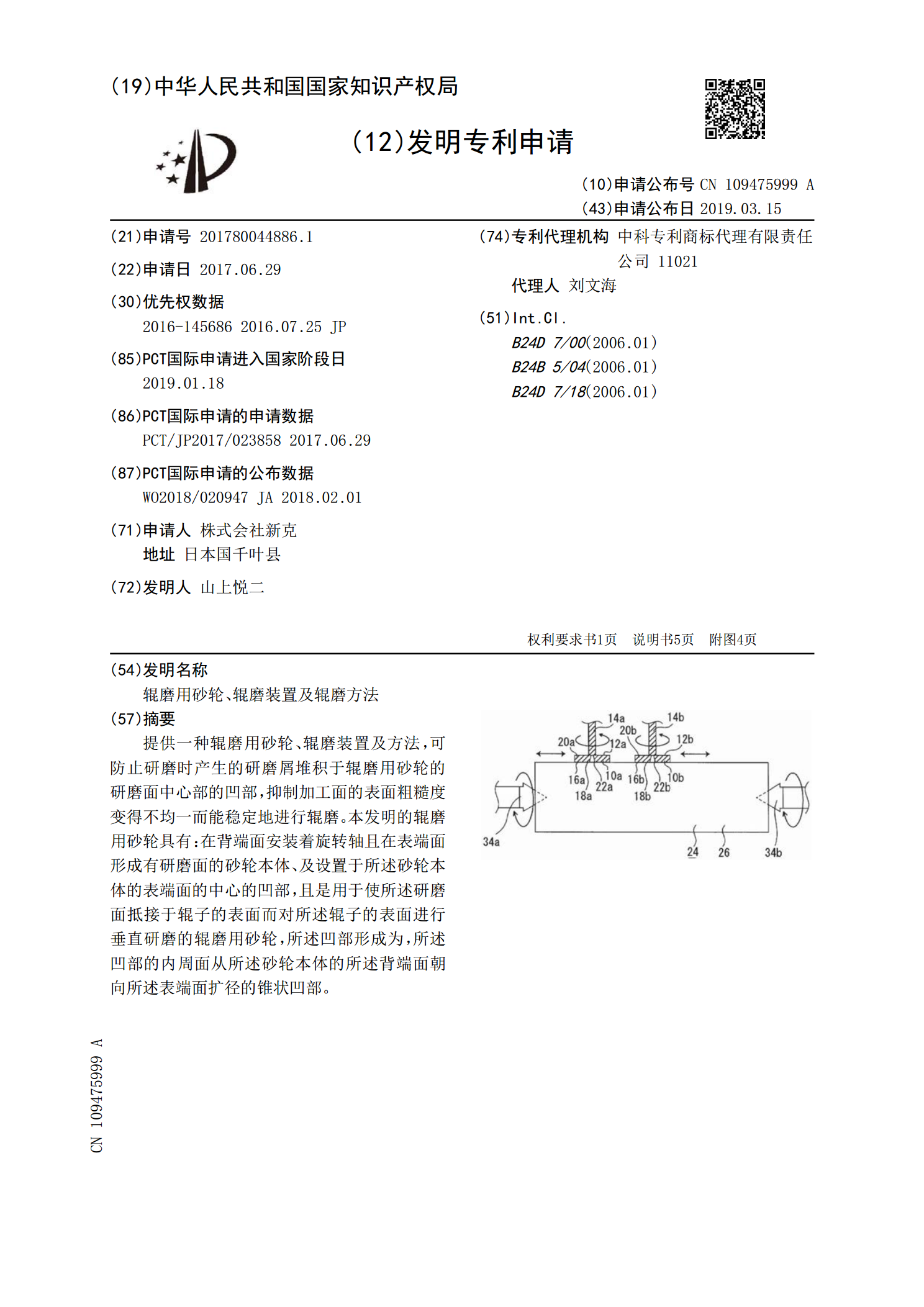
提供一种辊磨用砂轮、辊磨装置及方法,可防止研磨时产生的研磨屑堆积于辊磨用砂轮的研磨面中心部的凹部,抑制加工面的表面粗糙度变得不均一而能稳定地进行辊磨。本发明的辊磨用砂轮具有:在背端面安装着旋转轴且在表端面形成有研磨面的砂轮本体、及设置于所述砂轮本体的表端面的中心的凹部,且是用于使所述研磨面抵接于辊子的表面而对所述辊子的表面进行垂直研磨的辊磨用砂轮,所述凹部形成为,所述凹部的内周面从所述砂轮本体的所述背端面朝向所述表端面扩径的锥状凹部。

磨胶辊用砂轮.doc
车床磨头磨胶辊用砂轮:绿碳大气孔36-60目或黑碳大气孔36-60目,品牌有台研,帝研等
用于辊磨机的分配计量装置、辊磨机及碾磨方法.pdf
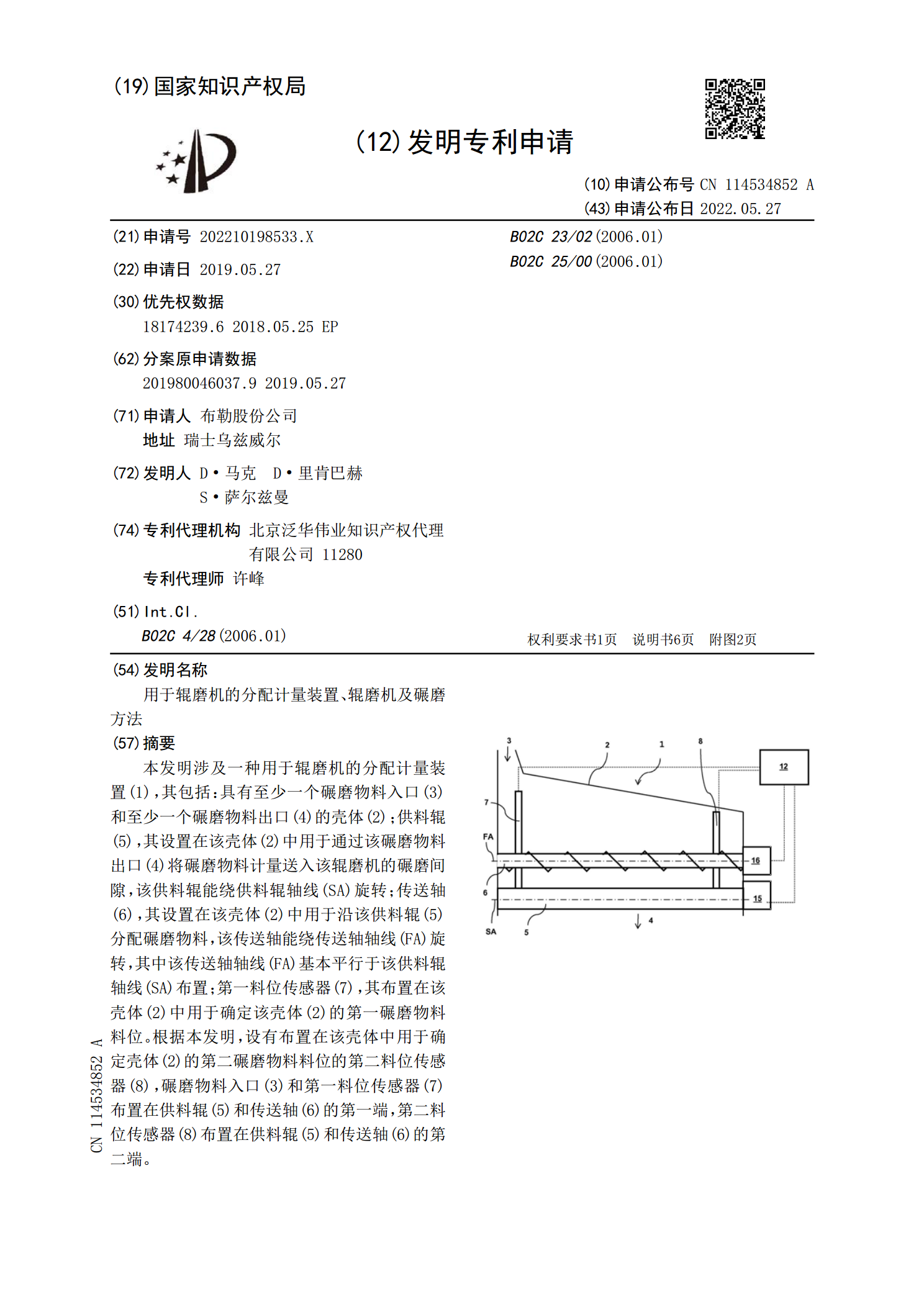
本发明涉及一种用于辊磨机的分配计量装置(1),其包括:具有至少一个碾磨物料入口(3)和至少一个碾磨物料出口(4)的壳体(2);供料辊(5),其设置在该壳体(2)中用于通过该碾磨物料出口(4)将碾磨物料计量送入该辊磨机的碾磨间隙,该供料辊能绕供料辊轴线(SA)旋转;传送轴(6),其设置在该壳体(2)中用于沿该供料辊(5)分配碾磨物料,该传送轴能绕传送轴轴线(FA)旋转,其中该传送轴轴线(FA)基本平行于该供料辊轴线(SA)布置;第一料位传感器(7),其布置在该壳体(2)中用于确定该壳体(2)的第一碾磨物料料

中速磨煤机更换磨辊检修专项方案磨辊检修磨中速辊磨煤.doc
电力安装分企业2号炉B磨煤机检修方案审核:编制:王泽鹏日期:2月16日一、检修注意事项1.1事故预防说明在磨煤机进行检验及修理工作时,应遵守对应安全规则。对磨煤机进行维修时,必需注意以下几点:a.切断主传动电动机电源b.关闭一次风入口门c.关闭分离器出粉管道上阀门d.关闭磨煤机和给煤机防爆消防气体通入管道上阀门e.给煤机及给料机不得开动;1.2检修场地、检修工具和更换备件1.2.1必需有专门检修场地和齐全检修工具;包含通常通用工具和制造厂提供专用工具。1.2.2为确保检修时部件立即更换,缩短停机时间,事先

中速磨煤机更换磨辊检修专项方案磨辊检修磨中速辊磨煤.doc
电力安装分企业2号炉B磨煤机检修方案审核:编制:王泽鹏日期:2月16日一、检修注意事项1.1事故预防说明在磨煤机进行检验及修理工作时,应遵守对应安全规则。对磨煤机进行维修时,必需注意以下几点:a.切断主传动电动机电源b.关闭一次风入口门c.关闭分离器出粉管道上阀门d.关闭磨煤机和给煤机防爆消防气体通入管道上阀门e.给煤机及给料机不得开动;1.2检修场地、检修工具和更换备件1.2.1必需有专门检修场地和齐全检修工具;包含通常通用工具和制造厂提供专用工具。1.2.2为确保检修时部件立即更换,缩短停机时间,事先