
一种全自动液液多室袋制袋灌封机.pdf

傲丝****账号


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种全自动液液多室袋制袋灌封机.pdf
本发明公开了一种全自动液液多室袋制袋灌封机,它包括控制部分(1)和执行部分,执行部分由制袋部分和灌装部分组成,制袋部分包括供膜工位(2)、袋体印刷工位(3)、管口供给工位(4)、管口预焊接工位(5)、袋体轮廓焊接工位(6)、管口焊接工位(7)、袋体整型废边剔除工位(8)、弱焊工位(9)、袋体转移工位一(10)和袋体转移工位二(11),灌装部分包括袋体接收工位(12)、灌充工位(13)、加塞及充氮工位(14)、袋体输出工位(15)。本发明的有益效果是:布局合理、效率高、运行稳定、成本低、可在制袋过程中能降低
一种全自动液液冲洗袋制袋灌封机.pdf
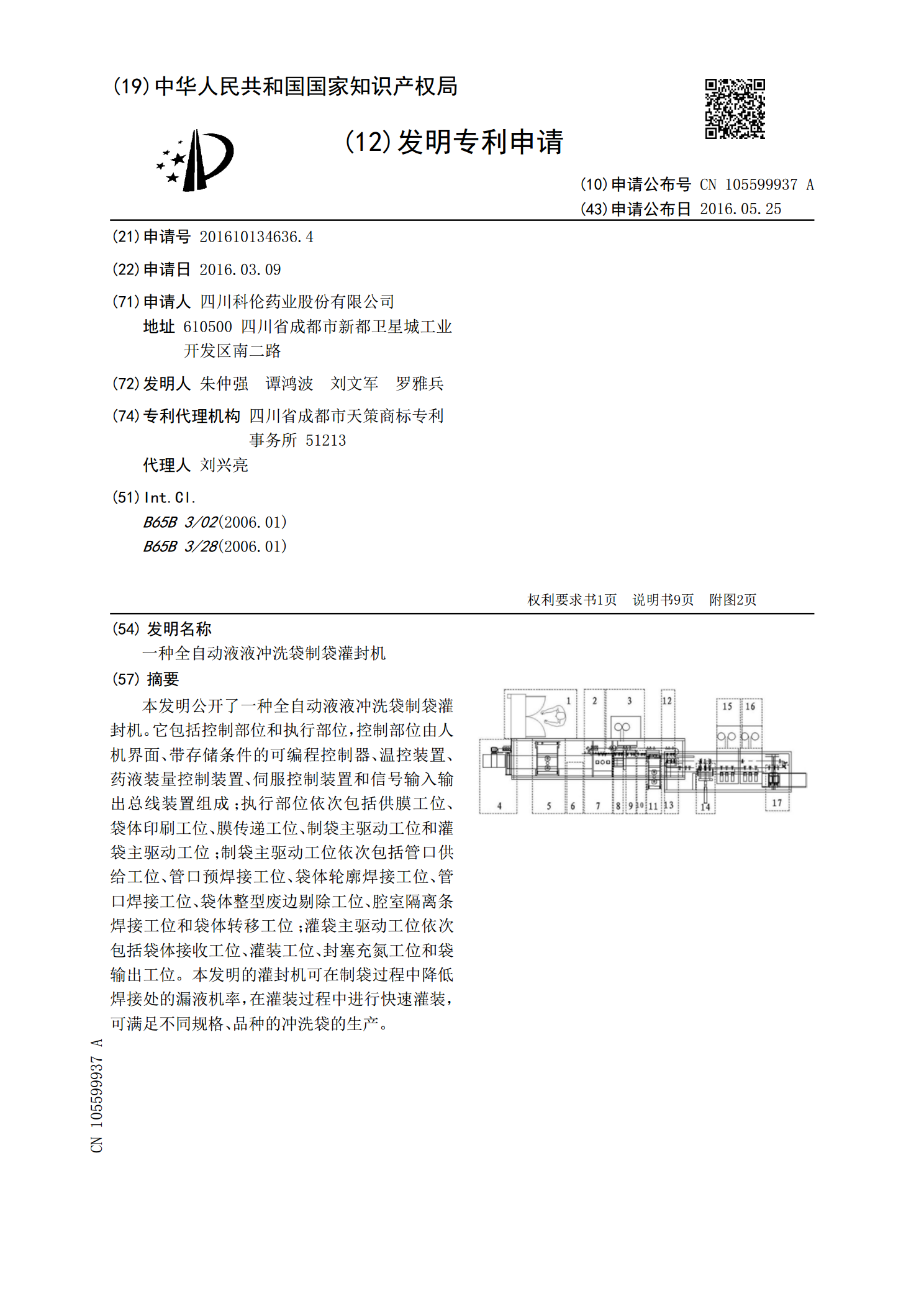
本发明公开了一种全自动液液冲洗袋制袋灌封机。它包括控制部位和执行部位,控制部位由人机界面、带存储条件的可编程控制器、温控装置、药液装量控制装置、伺服控制装置和信号输入输出总线装置组成;执行部位依次包括供膜工位、袋体印刷工位、膜传递工位、制袋主驱动工位和灌袋主驱动工位;制袋主驱动工位依次包括管口供给工位、管口预焊接工位、袋体轮廓焊接工位、管口焊接工位、袋体整型废边剔除工位、腔室隔离条焊接工位和袋体转移工位;灌袋主驱动工位依次包括袋体接收工位、灌装工位、封塞充氮工位和袋输出工位。本发明的灌封机可在制袋过程中降
一种转移装置及制袋灌封机.pdf
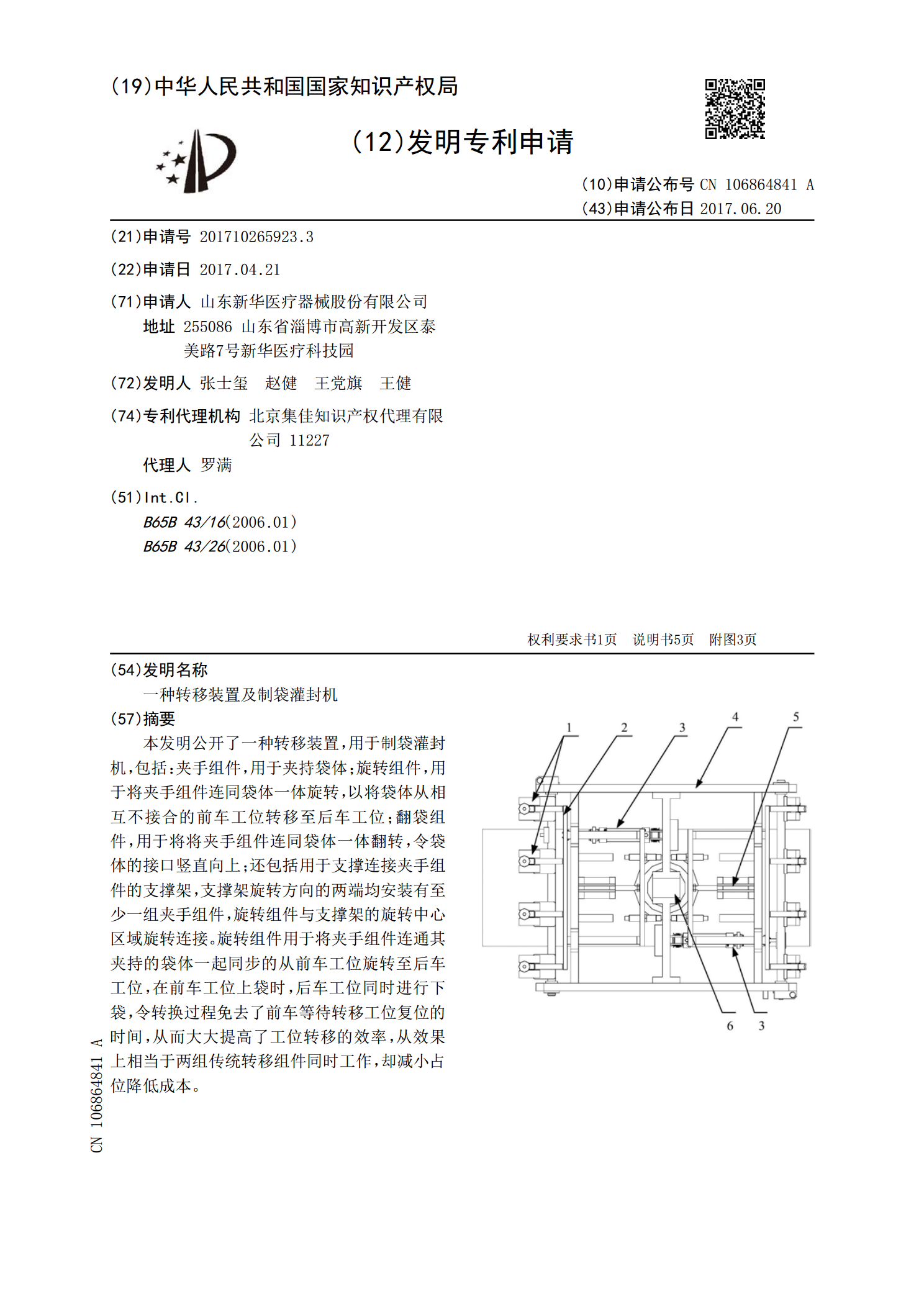
本发明公开了一种转移装置,用于制袋灌封机,包括:夹手组件,用于夹持袋体;旋转组件,用于将夹手组件连同袋体一体旋转,以将袋体从相互不接合的前车工位转移至后车工位;翻袋组件,用于将将夹手组件连同袋体一体翻转,令袋体的接口竖直向上;还包括用于支撑连接夹手组件的支撑架,支撑架旋转方向的两端均安装有至少一组夹手组件,旋转组件与支撑架的旋转中心区域旋转连接。旋转组件用于将夹手组件连通其夹持的袋体一起同步的从前车工位旋转至后车工位,在前车工位上袋时,后车工位同时进行下袋,令转换过程免去了前车等待转移工位复位的时间,从而

吸嘴袋封灌机的吸嘴袋送出装置.pdf
一种吸嘴袋封灌机的吸嘴袋送出装置,其特征在于:包括机架、袋体存放输送机构、袋体顶部抬升机构、袋体分离机构。本实用新型对照现有技术的有益效果是,由于设有袋体存放输送机构、袋体顶部抬升机构、袋体分离机构,将吸嘴袋袋体的送出过程采用三个专用设备依次分别完成吸嘴袋袋体输送、吸嘴袋袋体顶部抬起、位于最前面的两个相邻吸嘴袋袋体分离,因此能够快速依次将吸嘴袋袋体送出,满足大规模工业化生产的需求。

制袋灌封机 丹麦FC300常见故障代码.doc
警告1,10V电压低:控制卡端子50的电压低于10V.请移除端子50的部分负载,因为10V电源已经过载。最大电流为15mA,最小电阻为590Ω。警告/报警2,断线故障:端子53或54上的信号低于参数6-10、6-12、6-20或6-22中所设置值的50%。警告/报警3,无电动机:变频器的输出端子上没有连接电动机。警告/报警4,主电源缺相:电源的相位缺失,或者电网电压太不稳定。变频器的输入整流器发生故障时,也会出现此信息。检查变频器的供电电压和供电电流。警告5,直流回路电压高:中间电路电压(直流)高于控制系