
基于PLC的自动计时系统及其计时方法.pdf

一吃****瀚文


1/8

2/8
3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

基于PLC的自动计时系统及其计时方法.pdf
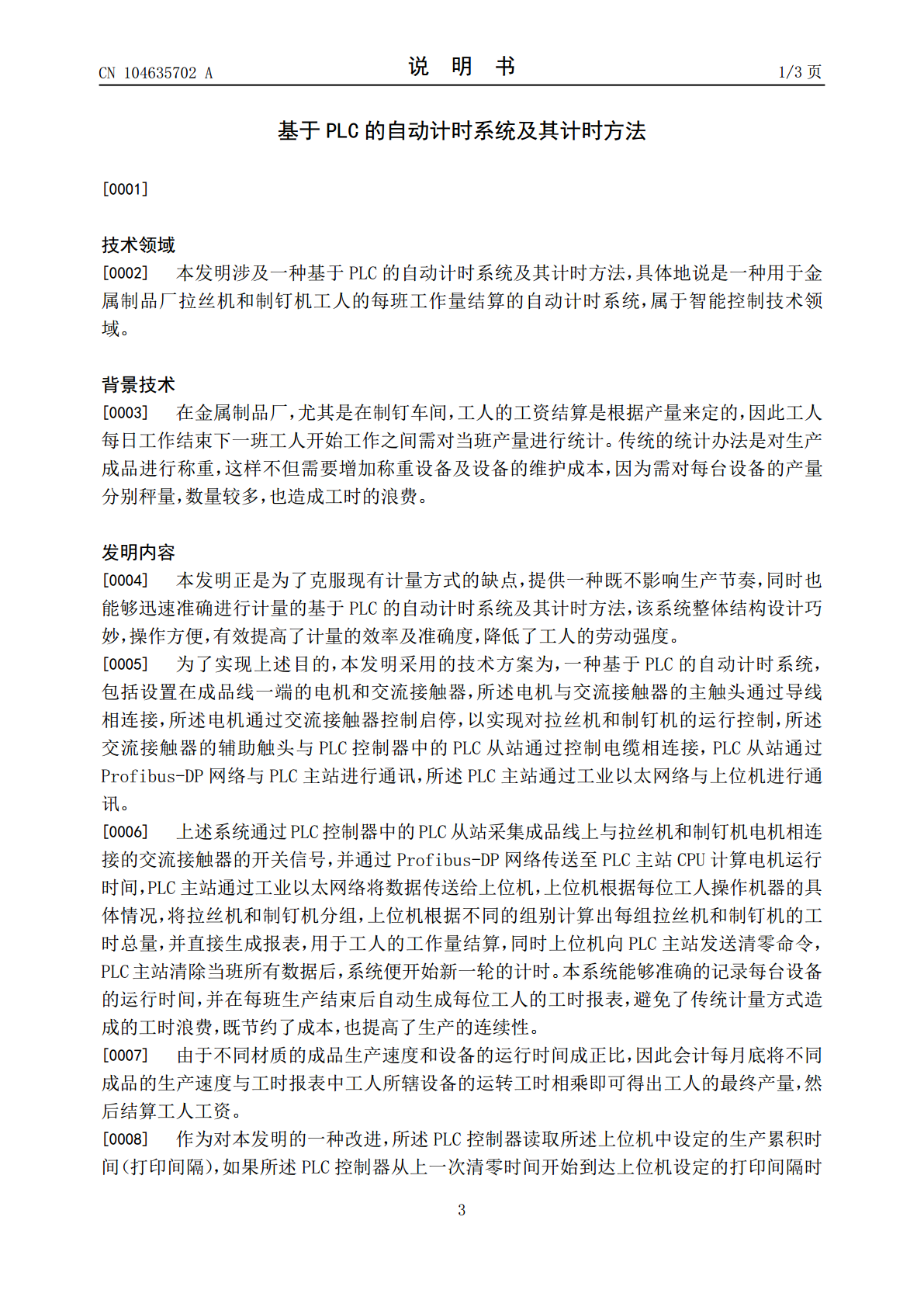
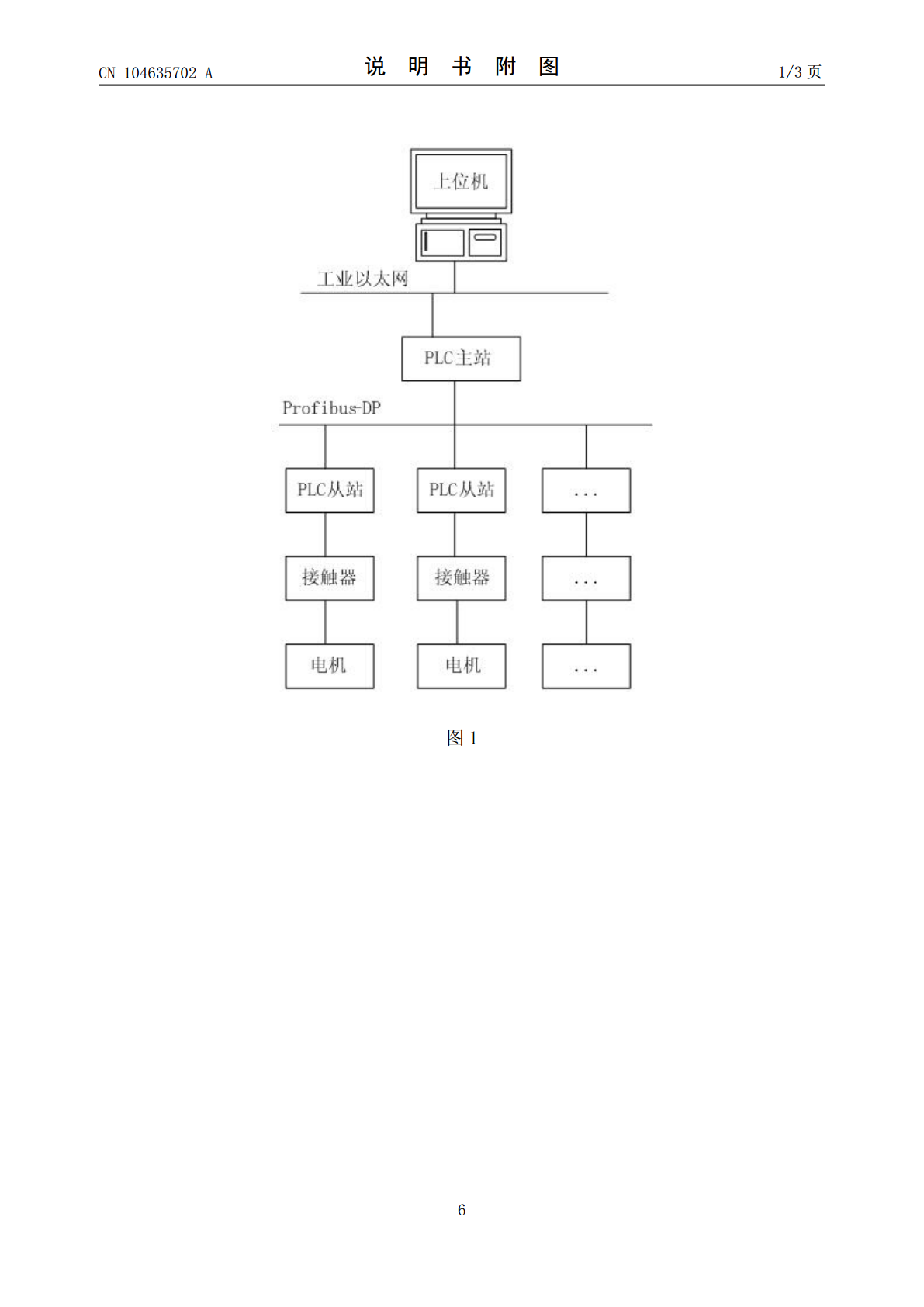
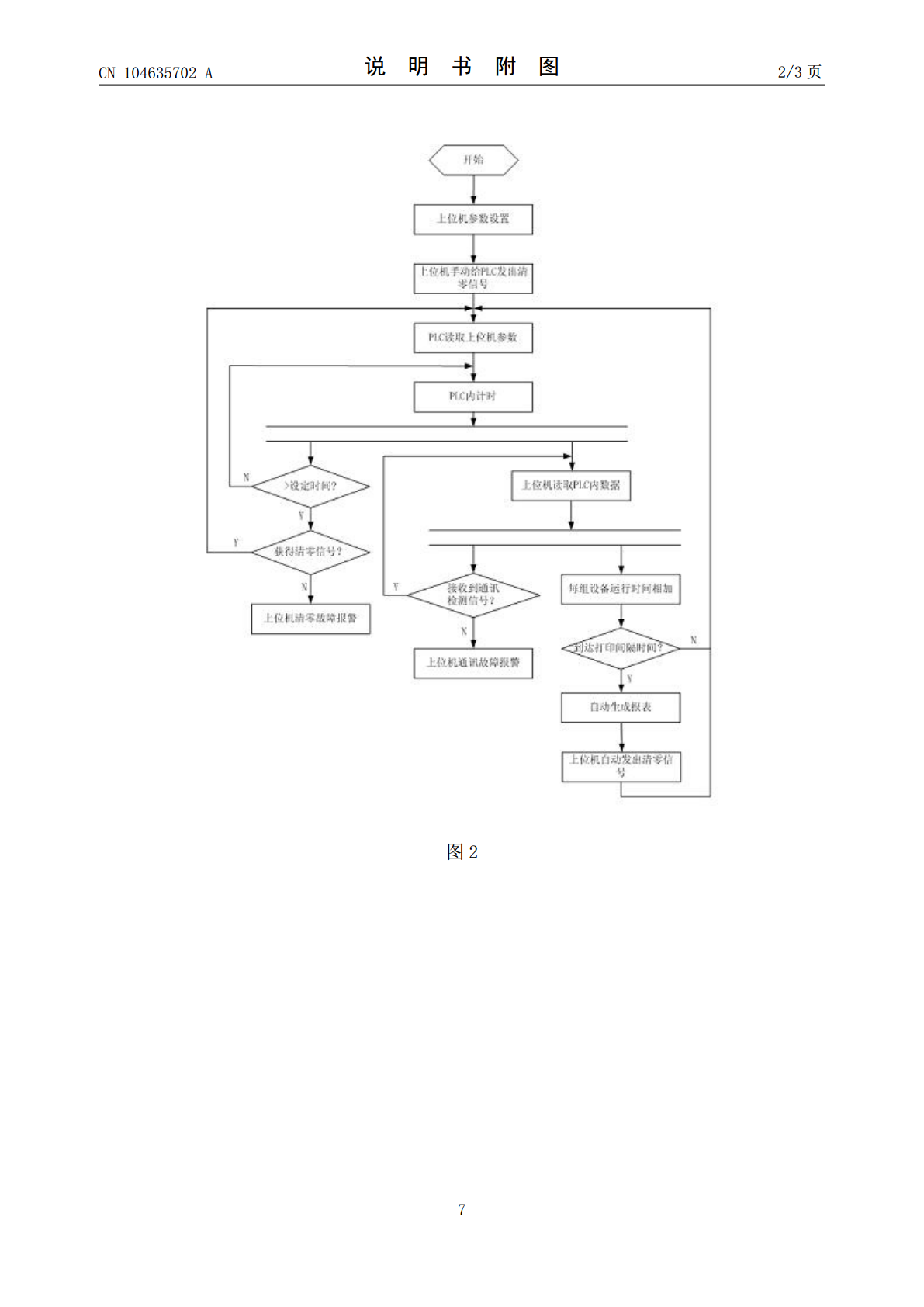
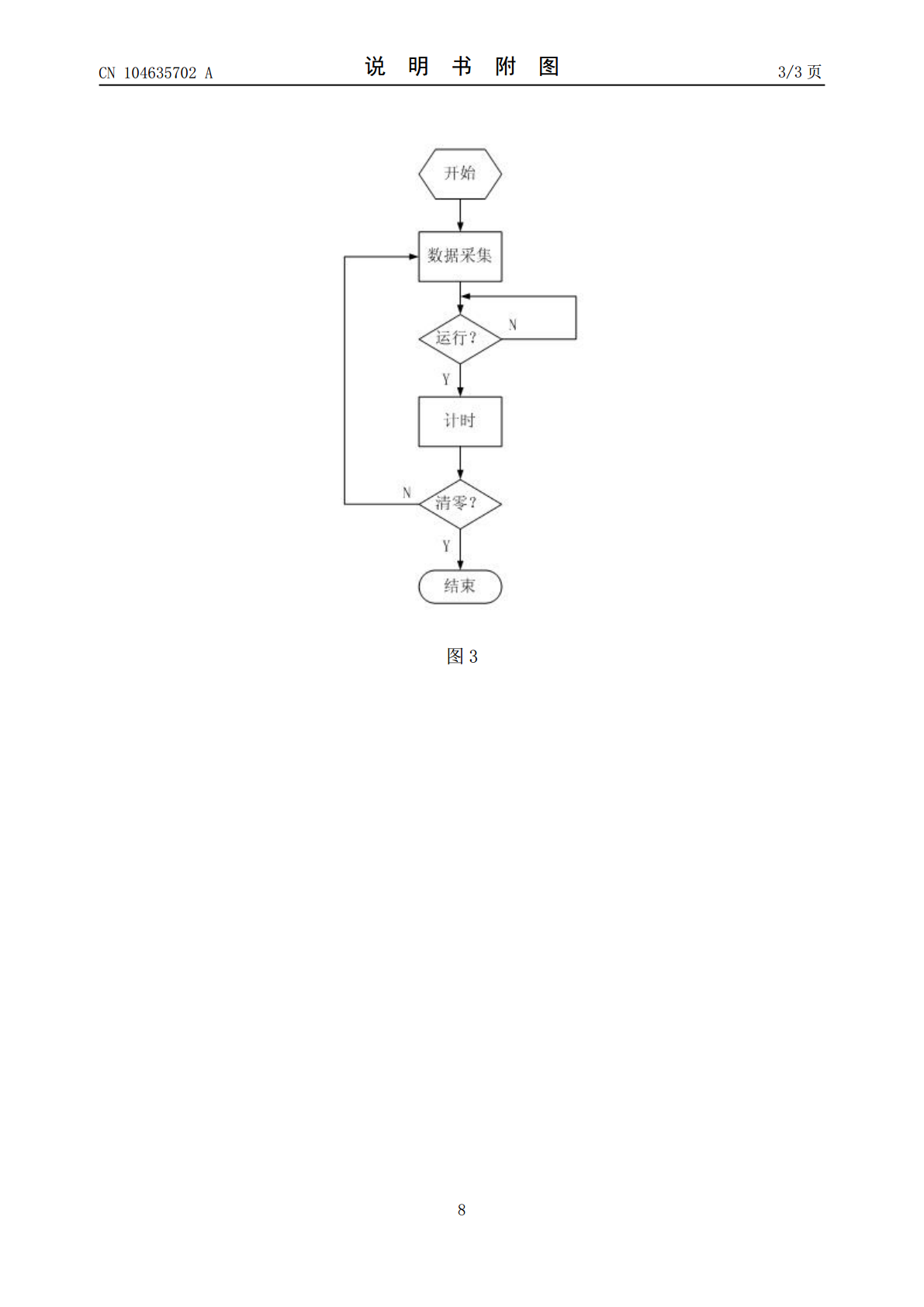
本发明涉及一种基于PLC的自动计时系统及其计时方法,用于金属制品厂工人每班工作量的自动计算。系统包括成品线一端的电机和交流接触器、PLC控制器和上位机,通过PLC控制器采集交流接触器的开关信号,计算电机运行时间,并通过工业以太网络将数据传送给上位机,上位机根据电机运行时间计算出每台拉丝机和制钉机的产量,并直接生成报表,用于工人的工作量结算,同时上位机向PLC主站发送清零命令,PLC主站清除当班所有数据后,系统开始新一轮的计时。本自动计时系统避免了工人每天下班前称重成品计算工作量所带来的工时浪费,不仅节省了
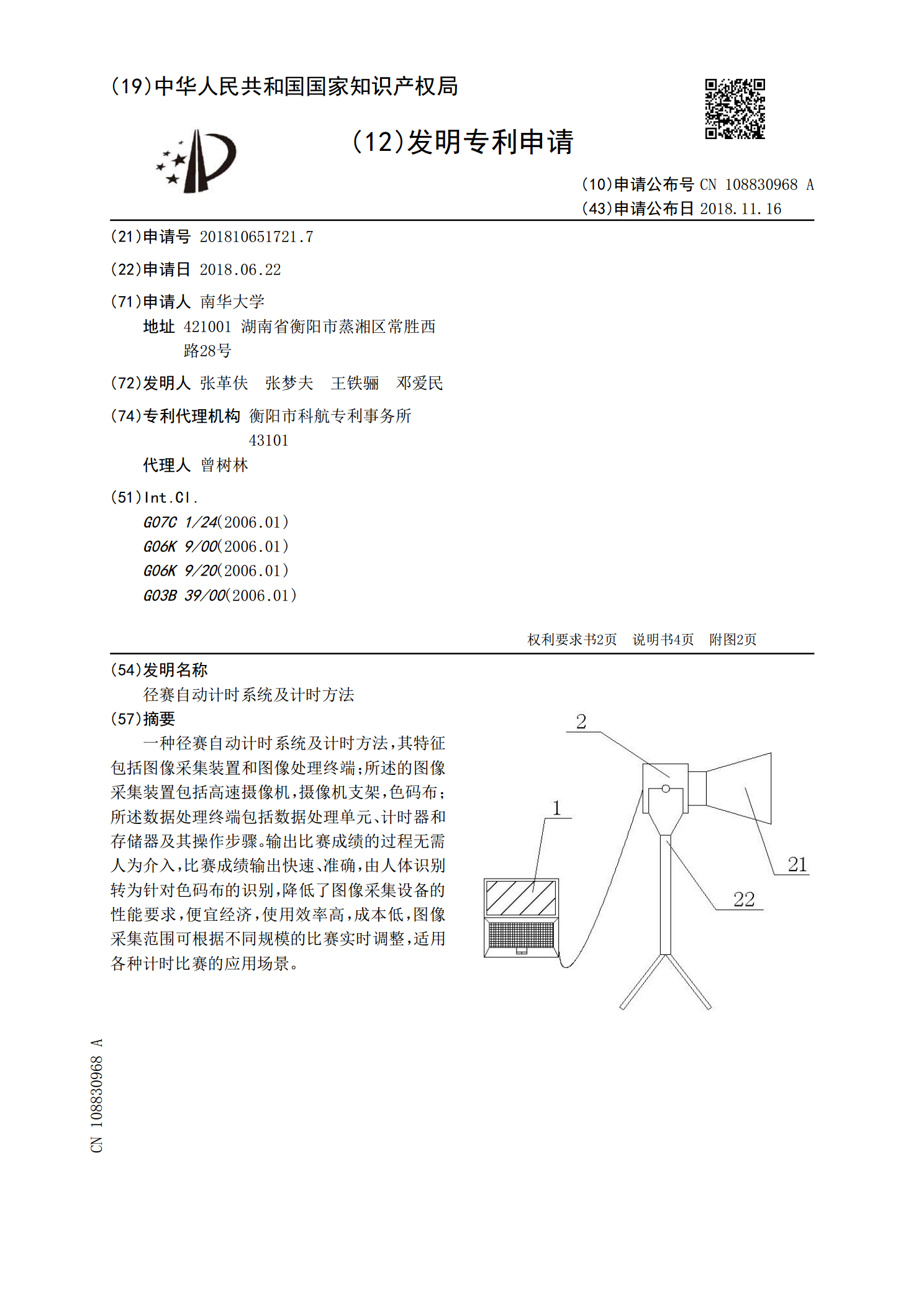
径赛自动计时系统及计时方法.pdf
一种径赛自动计时系统及计时方法,其特征包括图像采集装置和图像处理终端;所述的图像采集装置包括高速摄像机,摄像机支架,色码布;所述数据处理终端包括数据处理单元、计时器和存储器及其操作步骤。输出比赛成绩的过程无需人为介入,比赛成绩输出快速、准确,由人体识别转为针对色码布的识别,降低了图像采集设备的性能要求,便宜经济,使用效率高,成本低,图像采集范围可根据不同规模的比赛实时调整,适用各种计时比赛的应用场景。
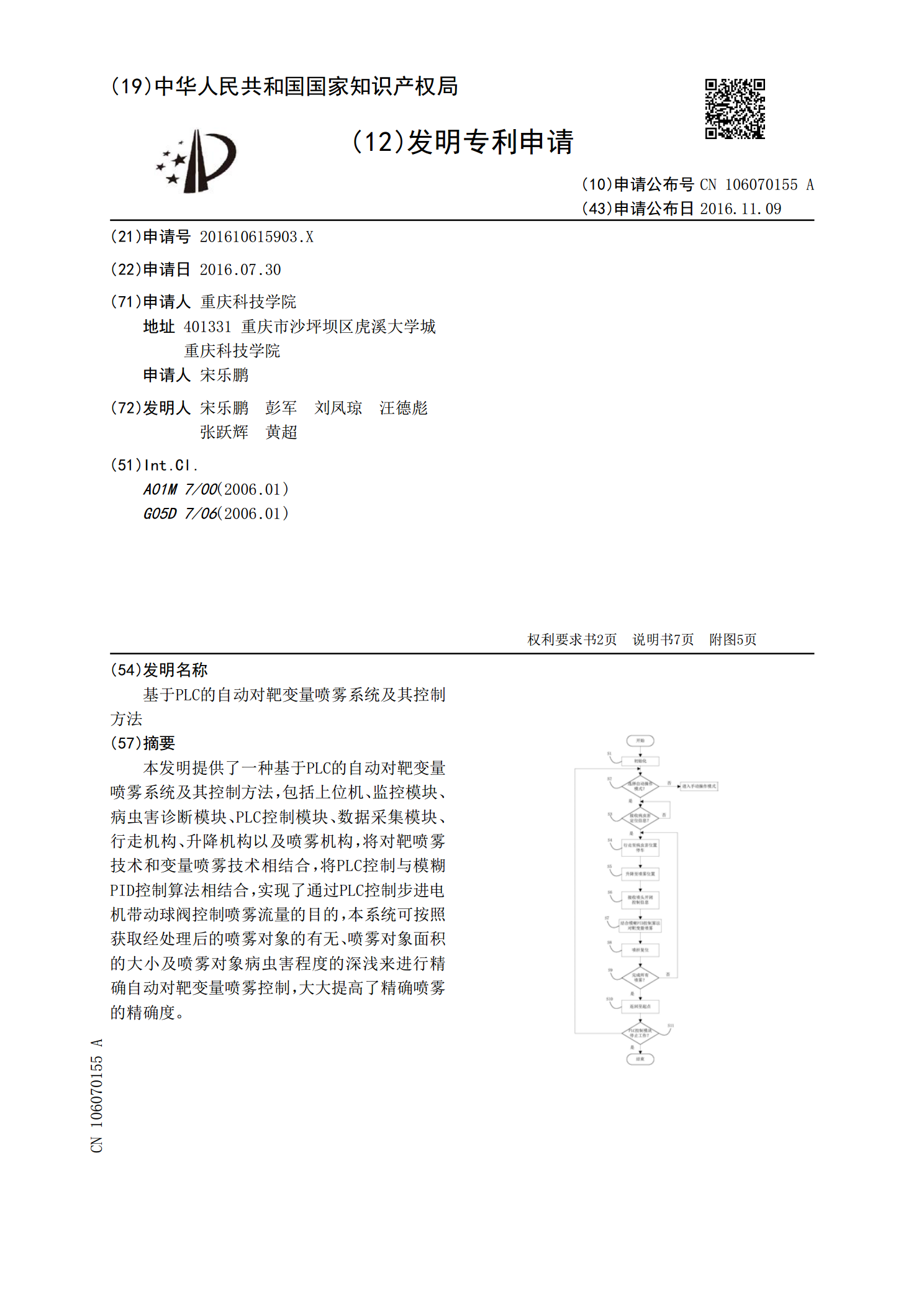
基于PLC的自动对靶变量喷雾系统及其控制方法.pdf
本发明提供了一种基于PLC的自动对靶变量喷雾系统及其控制方法,包括上位机、监控模块、病虫害诊断模块、PLC控制模块、数据采集模块、行走机构、升降机构以及喷雾机构,将对靶喷雾技术和变量喷雾技术相结合,将PLC控制与模糊PID控制算法相结合,实现了通过PLC控制步进电机带动球阀控制喷雾流量的目的,本系统可按照获取经处理后的喷雾对象的有无、喷雾对象面积的大小及喷雾对象病虫害程度的深浅来进行精确自动对靶变量喷雾控制,大大提高了精确喷雾的精确度。
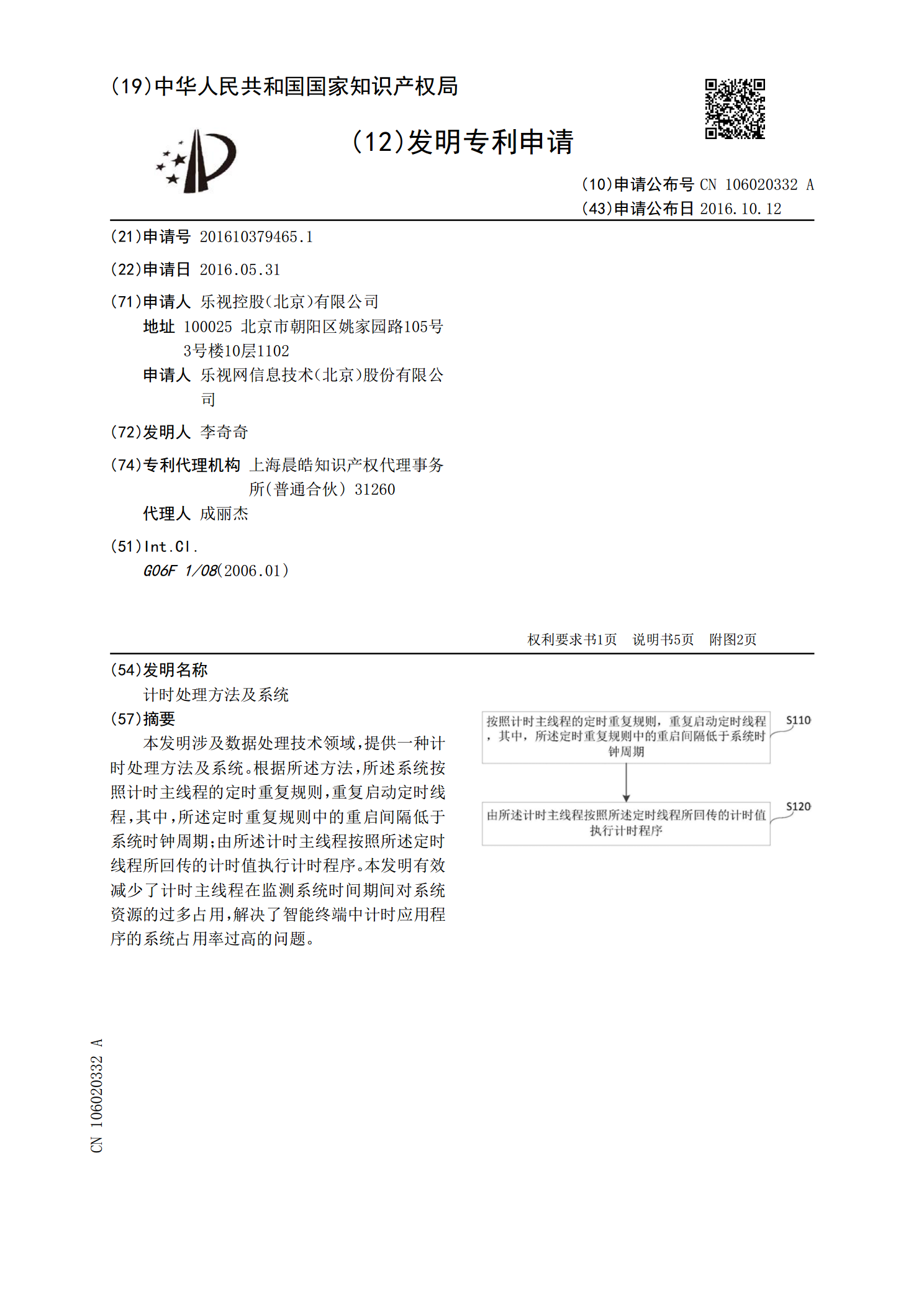
计时处理方法及系统.pdf
本发明涉及数据处理技术领域,提供一种计时处理方法及系统。根据所述方法,所述系统按照计时主线程的定时重复规则,重复启动定时线程,其中,所述定时重复规则中的重启间隔低于系统时钟周期;由所述计时主线程按照所述定时线程所回传的计时值执行计时程序。本发明有效减少了计时主线程在监测系统时间期间对系统资源的过多占用,解决了智能终端中计时应用程序的系统占用率过高的问题。

一种自动计时防爆系统.pdf
本发明公开了一种自动计时防爆系统,包括:锅炉本体,所述锅炉本体内壁的一侧通过螺栓固定安装有安装环,所述锅炉本体一侧的顶部插接有导气管;自动计时防爆系统,所述自动计时防爆系统包括温度传感器、大气压力传感器、泄压阀、计时器、无线通讯模块、信号发射模块和中央处理器;本发明当大气压力传感器检测到锅炉内部的大气压超过限定值时,中央处理器控制泄压阀打开,通过泄压阀将锅炉内部大气压泄出,同时中央处理器控制自控阀门打开,然后通过导气管将灭火气体输送到锅炉内部,从而减弱锅炉内部的火势,避免锅炉内部因气压过高而出现爆炸,从而