
光滑极限量规的使用.pptx

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

光滑极限量规的使用.pptx
任务一1.了解光滑极限量规旳功用和使用措施,熟悉光滑极限量规旳种类;2.了解工作量规公差带旳分布规律,了解光滑极限量规设计原则-泰勒原则旳含义以及泰勒原则对工作量规旳要求;3.了解工作量规旳设计环节和措施,了解量规旳构造型式和技术要求。光滑极限量规是一种没有刻线旳专用计量器具,是用来检验光滑孔或光滑轴时所用旳极限量规旳总称,简称量规。用量规检验零件时,只能判断零件是否合格,而不能测得工件实际尺寸旳大小,只能拟定被测工件旳尺寸是否在它旳极限尺寸范围内,从而对工件做出合格性判断。对于成批、大量生产旳零件来说,

光滑极限量规课件.ppt
图3-1用塞规检验孔*图3-2用环规检验轴*图3-3衬套工件加工时与加工后的变形图3-3衬套工件加工时与加工后的变形—动画*图3-4通规形状对检验的影响图3-5止规形状对检验的影响图3-6量规形式和应用尺寸范围*图3-7常见量规的结构型式图3-8量规的公差带*图3-9φ25H7/n6孔、轴用量规公差带图图3-10塞规的工作图图3-11卡规的工作图图3-1用塞规检验孔图3-2用环规检验轴Dmin图3-3衬套工件加工时与加工后的变形—动画分解图3-4通规形状对检验的影响图3-5止规形状对检验的影响图3-6量规

光滑极限量规-PPT.ppt
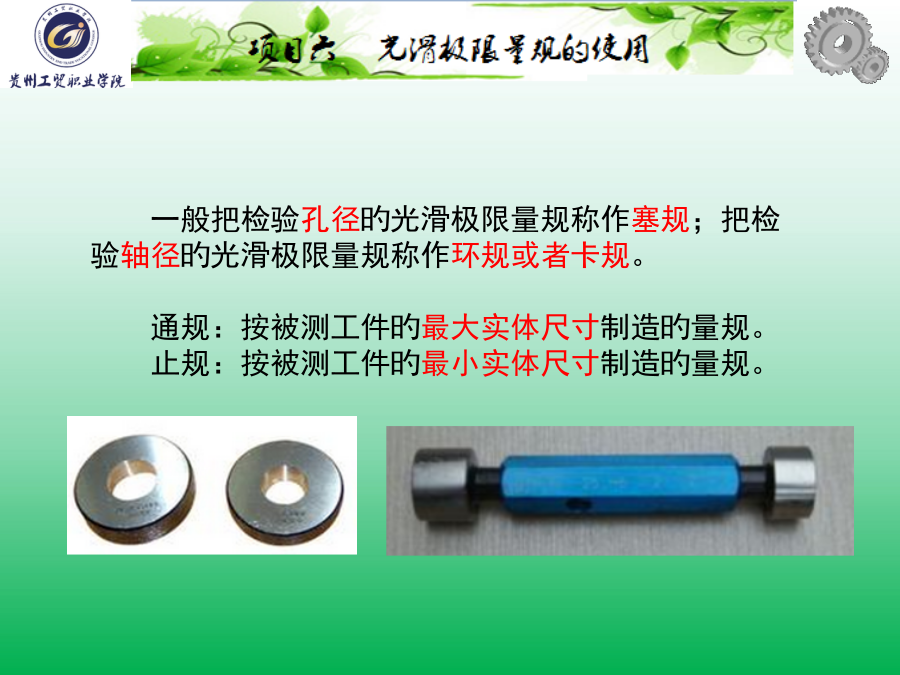
光滑极限量规一、概述按照被检测工件分为:塞规:检验孔径的光滑极限量规环规或卡规:检验轴径的光滑极限量规按照检验时量规是否通过合格零件分为:通规:按被测孔或轴的最大实体尺寸制造的量规,用以判断da、Da有否从公差带内超出最大实体尺寸,合格品能被通规通过。止规:按被测孔或轴的最小实体尺寸制造的量规,用以判断da、Da有否从公差带内超出最小实体尺寸,合格品不能被止规通过。量规是用来判断孔、轴尺寸是否在规定的两极限尺寸范围内,因此量规都成对使用。检验时,通规能过,止规不能过,说明合格;否则不合格。塞规:检验孔用的
光滑极限量规的设计手册.pdf
光滑极限量规设计手册DesignHandbookforPlainLimitGauges引用标准:ISO-286GB-T1957http://www.China-huashuo.comNingboHuashuoMolding&machineCo.;LtdContents量规检验的基本原则量规的种类和结构量规的使用量规的设计量规的检定http://www.China-huashuo.comNingboHuashuoMolding&machineCo.;Ltd量规检验的基本原则作用尺寸最大实体最小实体状与实际尺

光滑极限量规的设计手册.pptx
Contents量规检验的基本原则量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构测头与手柄的参考尺寸量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构量规的种类和结构量规的使用量规的使用量规的技术要求量规的检定DiagramDiagramDiagramCycleDiagramDiagramDiagramProgressDiagram3-DPieChartBlockDiagramThankYou!