
精密磨削加工.pptx

胜利****实阿


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共141页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
精密磨削加工.pptx
精密与特种加工磨削工艺是较早使用旳加工工艺措施.日常生活也使用此措施.磨削工艺本身就是精加工或半精加工.我国自动化机床也是从磨床开始旳.(20世纪30年代,上海)磨削加工机床是世界上加工机床最多旳机床,占30%.磨削除能够加工铸铁、碳钢、合金钢等一般构造材料外,还能加工一般刀具难以切削旳高硬度材料,但不宜精加工塑性较大旳有色金属工件。磨削加工旳精度高,表面粗糙度值小。精度可达IT5及IT5以上;表面粗糙度值Ra为1.25~0.01µm,镜面磨削时Ra为0.04~0.01µm。磨削旳径向磨削力Fy大,且作用
精密磨削和超精密磨削加工方法分类.ppt
精密磨削和超精密磨削加工方法分类第1节概述砂轮粒度8/20/2024第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述

精密与特种加工技术 第3章 精密磨削加工.ppt
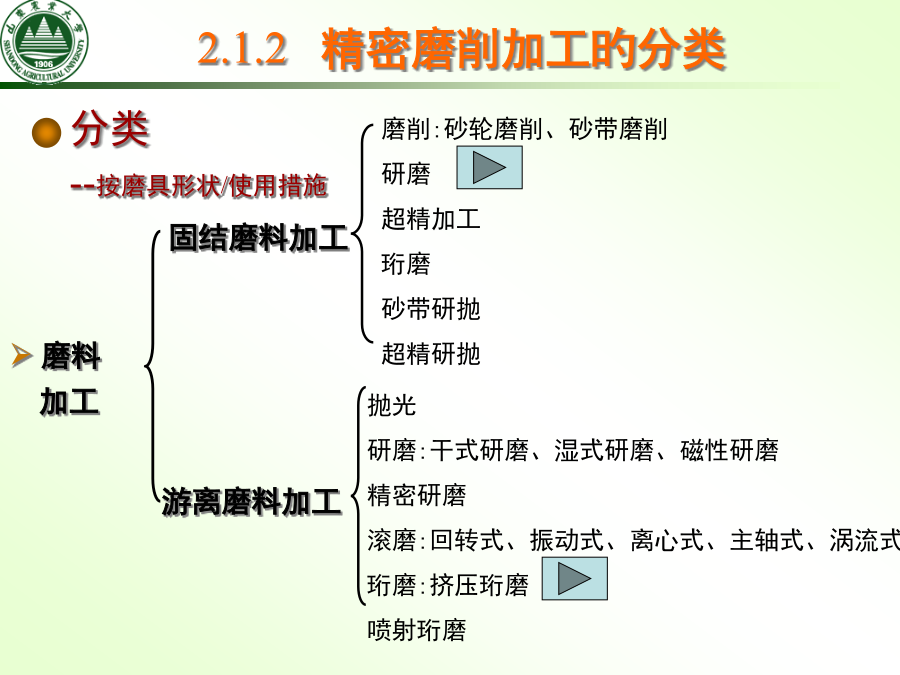
第3章精密磨削加工3.1概述3.1.2精密磨削加工的分类涂覆磨具分类3.2磨削加工机理3.2.1磨削过程及磨削力3.2.2磨削温度与磨削液3.2.3磨削质量和裂纹控制3.3精密磨削加工的机床及其应用3.3.2精密磨削机床的结构及特点3.4精密研磨与抛光3.4.2抛光加工机理3.4.3精密研磨与抛光的主要工艺因素3.4.4研磨盘与抛光盘3.4.5研磨剂与抛光剂3.4.6非接触抛光

第3章 精密磨削加工.ppt
3.1精密和超精密磨削概述3.2精密磨削3.3超硬磨料砂轮磨削3.4超精密磨削3.5精密和超精密砂带磨削第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第1节精密和超精密磨削概述第2节精密磨削第2节精密磨削第2节精密磨削第2节精密磨削第2节精密磨削第3节超硬磨料砂轮磨削整形第3节超硬磨料砂轮磨削第

便于精密加工的弹簧端面磨削装置.pdf
本发明公开了一种便于精密加工的弹簧端面磨削装置,包括工作台、安装在所述工作台上的进给机构、定位机构和靠近该工作台一端的砂轮机构,所述进给机构包括两根平行设置的直线导轨和可滑动地安装在两直线导轨上的活动板,两直线导轨之间设有丝杠,该丝杠的前端套有丝杠螺母,该丝杠螺母固设在活动板底部,工作台远离砂轮机构的端部设置有丝杠支座;该丝杠的后端穿过丝杠支座后固套有刻度套筒,丝杠穿过刻度套筒后连接有驱动手轮,丝杠支座固设有指向刻度套筒的指针;所述活动板两端分别设置有伸缩挡板;所述定位机构为螺旋夹紧定位机构。本发明结构简