
小直径压力容器后装封头环焊缝γ射线检测工艺研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小直径压力容器后装封头环焊缝γ射线检测工艺研究.docx
小直径压力容器后装封头环焊缝γ射线检测工艺研究小直径压力容器后装封头环焊缝γ射线检测工艺研究摘要:封头环焊缝是小直径压力容器的重要组成部分,其质量问题直接影响着容器的安全运行。γ射线检测技术是一种非破坏性检测方法,可用于检测封头环焊缝的质量。本文通过分析封头环焊缝的结构特征和缺陷类型,研究了γ射线检测的工艺技术,包括曝光参数、检测位置和检测设备等。通过试验验证,发现γ射线检测技术能够有效地检测封头环焊缝的质量问题,并能够提高容器的使用寿命。本文的研究结果对于改进小直径压力容器后装封头环焊缝的质量控制具有一

改进后封头焊装的工艺措施.docx
改进后封头焊装的工艺措施改进后封头焊装的工艺措施摘要:随着工业化的快速发展,封头焊装在各个行业中得到广泛应用,但目前封头焊装存在着一些问题,如焊接质量低、生产效率不高以及焊接工艺复杂等。针对这些问题,本论文提出了一系列改进后封头焊装的工艺措施,旨在提高焊接质量、提高生产效率并简化焊接工艺。这些措施包括焊接前的准备工作、焊接参数的优化、焊接设备的改进以及焊接工艺的优化等。通过这些改进措施的实施,可以有效地提高封头焊装的工艺水平,满足现代工业的需求。1.引言封头焊装是一种重要的焊接工艺,广泛应用于化工、石油、

基于Ansys的大直径压力容器筒体与封头对接焊缝应力分析.docx
基于Ansys的大直径压力容器筒体与封头对接焊缝应力分析基于Ansys的大直径压力容器筒体与封头对接焊缝应力分析摘要:压力容器是工业生产过程中常用的设备之一,在高温、高压环境下承载重要物质,因此必须保证其结构的安全可靠性。其中,焊缝连接是压力容器的关键部分之一。本文通过使用Ansys有限元分析软件,对大直径压力容器筒体与封头对接焊缝进行了应力分析。通过分析容器的应力分布和变形情况,提出了应对策略,以保证焊缝连接的安全可靠。研究结果表明,在合理的焊接参数和工艺控制下,焊缝连接的应力和变形可以控制在安全范围之

X射线照相法检测小直径筒体环焊缝横向裂纹的探讨.docx
X射线照相法检测小直径筒体环焊缝横向裂纹的探讨一、研究背景在很多工业生产中,小直径筒体环焊缝的质量检测是至关重要的。这种焊缝的直径通常只有几毫米至几厘米,而内部通常会存在一些横向裂纹缺陷,这不仅对产品的质量造成影响,还会对设备的性能和使用寿命带来严重的隐患。因此,使用一种高效可靠的检测方法来及时排查这些横向裂纹缺陷,正确发现、识别、评估和控制缺陷,对于保障产品质量和使用寿命具有重要的现实意义。目前,有很多种针对小直径筒体环焊缝横向裂纹的检测方法,如超声波检测、磁粉探伤、涡流检测等,但是这些方法都存在一些短
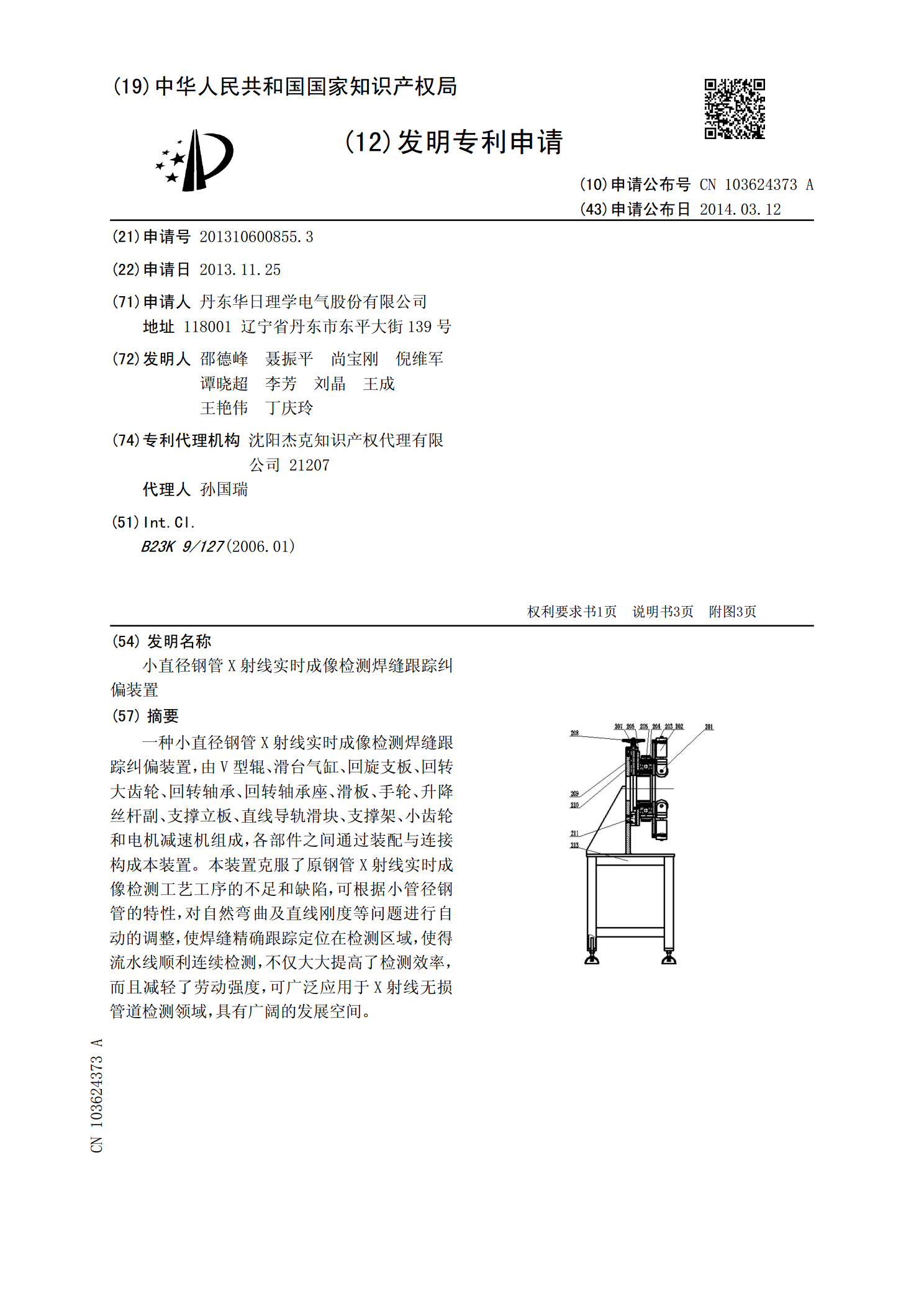
小直径钢管X射线实时成像检测焊缝跟踪纠偏装置.pdf
一种小直径钢管X射线实时成像检测焊缝跟踪纠偏装置,由V型辊、滑台气缸、回旋支板、回转大齿轮、回转轴承、回转轴承座、滑板、手轮、升降丝杆副、支撑立板、直线导轨滑块、支撑架、小齿轮和电机减速机组成,各部件之间通过装配与连接构成本装置。本装置克服了原钢管X射线实时成像检测工艺工序的不足和缺陷,可根据小管径钢管的特性,对自然弯曲及直线刚度等问题进行自动的调整,使焊缝精确跟踪定位在检测区域,使得流水线顺利连续检测,不仅大大提高了检测效率,而且减轻了劳动强度,可广泛应用于X射线无损管道检测领域,具有广阔的发展空间。