
切槽和切断专题知识.pptx

胜利****实阿


1/10

2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共83页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

切槽和切断专题知识.pptx
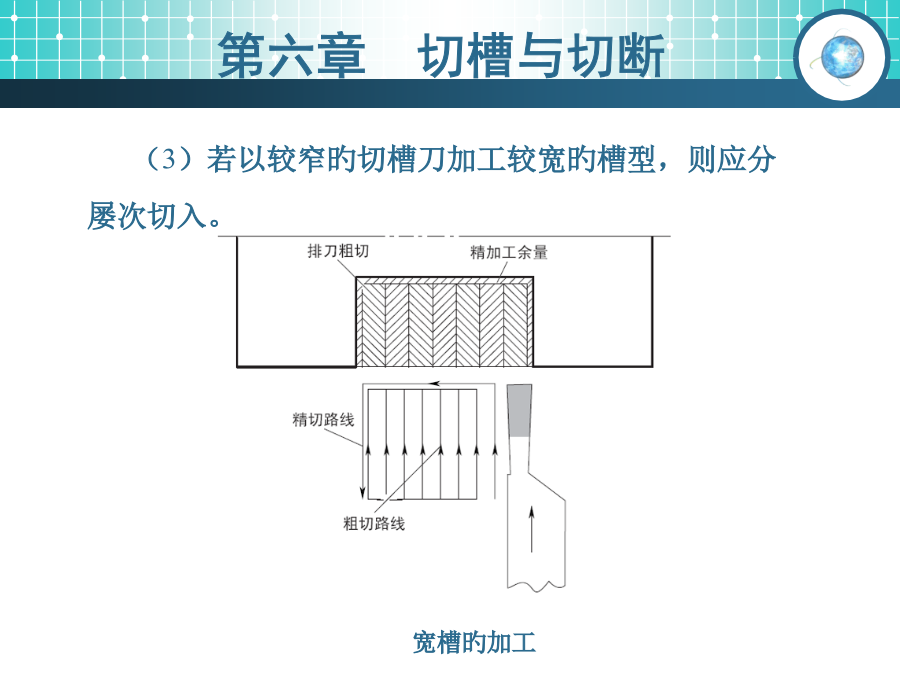
第六章切槽与切断多种槽形状及位置1.切槽加工工艺特点(1)切槽刀进行加工时,一种主刀刃二个副刀刃同步参加三面切削,被切削材料塑性变形复杂、摩擦阻力大,加工时进给量小、切削厚度薄、平均变形大、单位切削力增大。(2)切削速度在槽加工过程中不断变化,尤其是在切断加工时,切削速度由最大一直变化至零。切削力、切削热也不断变化。(3)在槽加工过程中,伴随刀具不断切入,实际加工表面形成阿基米德螺旋面,由此造成刀具实际前角、后角都不断变化,使加工过程更为复杂。(4)切深槽时,因刀具宽度窄,相对悬伸长,刀具刚性差,易振动,

切槽与切断.ppt
任务六车削内、外沟槽活动一学会刃磨刀具活动一学会刃磨刀具活动一学会刃磨刀具活动一学会刃磨刀具活动一学会刃磨刀具活动一学会刃磨刀具活动二车削内、外沟槽活动二车削内、外沟槽活动二车削内、外沟槽活动二车削内、外沟槽活动三车削内、外沟槽训练(2)参考步骤1)装夹毛坯外圆,粗、精车端面、外圆至图样尺寸要求;2)车方槽、圆弧槽至图样尺寸要求;3)调头装夹,粗、精车外圆、端面至图样尺寸要求;4)车方槽、圆弧槽至图样尺寸要求。4.评分表评分表如表3.9所示。项目1.刃磨和装夹切断刀时,怎样保证两面具有相等的副偏角和副后角

切槽与切断.pptx
第六章切槽与切断各种槽形状及位置1.切槽加工工艺特点(1)切槽刀进行加工时,一个主刀刃二个副刀刃同时参与三面切削,被切削材料塑性变形复杂、摩擦阻力大,加工时进给量小、切削厚度薄、平均变形大、单位切削力增大。(2)切削速度在槽加工过程中不断变化,特别是在切断加工时,切削速度由最大一直变化至零。切削力、切削热也不断变化。(3)在槽加工过程中,随着刀具不断切入,实际加工表面形成阿基米德螺旋面,由此造成刀具实际前角、后角都不断变化,使加工过程更为复杂。(4)切深槽时,因刀具宽度窄,相对悬伸长,刀具刚性差,易振动,

切槽与切断(课件).ppt
知识目标◎了解切断刀和切槽刀的种类和用途◎掌握切断和切槽的方法◎了解切断和切槽的尺寸检查技能目标◎掌握切断和切槽的方法◎掌握切断和切槽的加工工艺一.槽的种类在工件上加工各种形状的槽子,叫做切沟槽。常见的沟槽有外沟槽、内沟槽和端面沟槽。二.槽的加工方法3.车削端面沟槽三、沟槽尺寸的测量四.切断在切削加工中,若工件较长,需按要求切断后再车削;或者在车削完成后需把工件从原材料上切割下来。这样的加工方法叫切断。切槽与切断练习2、.操作步骤及工艺流程卡

山特样本车刀 切断和切槽.pdf
来自山特维克可乐满的切削刀具车削刀具普通车削|切断和切槽|螺纹切削|工具系统2012ATURN切断与切槽如何选择切断和切槽用的正确的刀具-CHI如何选择切断和切槽用的正确的刀具1确定加工类型与刀具系列B确定加工类型-切断-外圆或内圆切槽、端面切槽、浅切槽-外圆或内圆车削-车退刀槽,仿形车削选择最佳刀具系列。请参见概述C2选择刀片槽形和牌号选择刀片槽形和牌号。在相关订货页上选择刀片型号3选择工具系统和刀柄类型选择可乐满Capto®系统或常规刀柄,其选择与在转塔或主轴中的夹紧情况有关。G在相应的订货页上选择正