
T型接头激光-MAG复合焊单面焊双面成形工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

T型接头激光-MAG复合焊单面焊双面成形工艺.docx
T型接头激光-MAG复合焊单面焊双面成形工艺T型接头激光-MAG复合焊单面焊双面成形工艺摘要:T型接头是机械结构中常见的连接形式之一,其焊接工艺对于提高焊接质量和工作效率具有重要意义。本文研究了T型接头激光-MAG复合焊单面焊双面成形工艺,并通过实验验证了该工艺的可行性。结果表明,激光-MAG复合焊具有较高的焊接质量和成形效率,可广泛应用于T型接头焊接工艺中。关键词:T型接头、激光-MAG复合焊、单面焊双面成形、焊接质量、工作效率1.引言T型接头是机械结构中常见的连接形式之一,广泛应用于船舶、汽车、桥梁等

MAG焊单面焊双面成形影响因素分析.docx
MAG焊单面焊双面成形影响因素分析随着科技的发展,MAG焊接技术在工业生产过程中得到了广泛应用。MAG焊接是一种磁控气体保护焊接技术,可以实现高强度、高精度和高效率的焊接。然而,MAG焊接单面焊接双面成形的过程中,存在一些影响因素,这些因素会对焊接质量和效率产生重大影响。1.焊接参数焊接参数是MAG焊接单面焊双面成形的关键因素之一。焊接参数的不同选择会对焊接的热输入、焊接速度、焊缝形状等产生影响,从而影响焊接质量和效率。首先,热输入是焊接参数中非常重要的因素。当热输入较大时,焊缝的宽度和深度都会增加,焊接
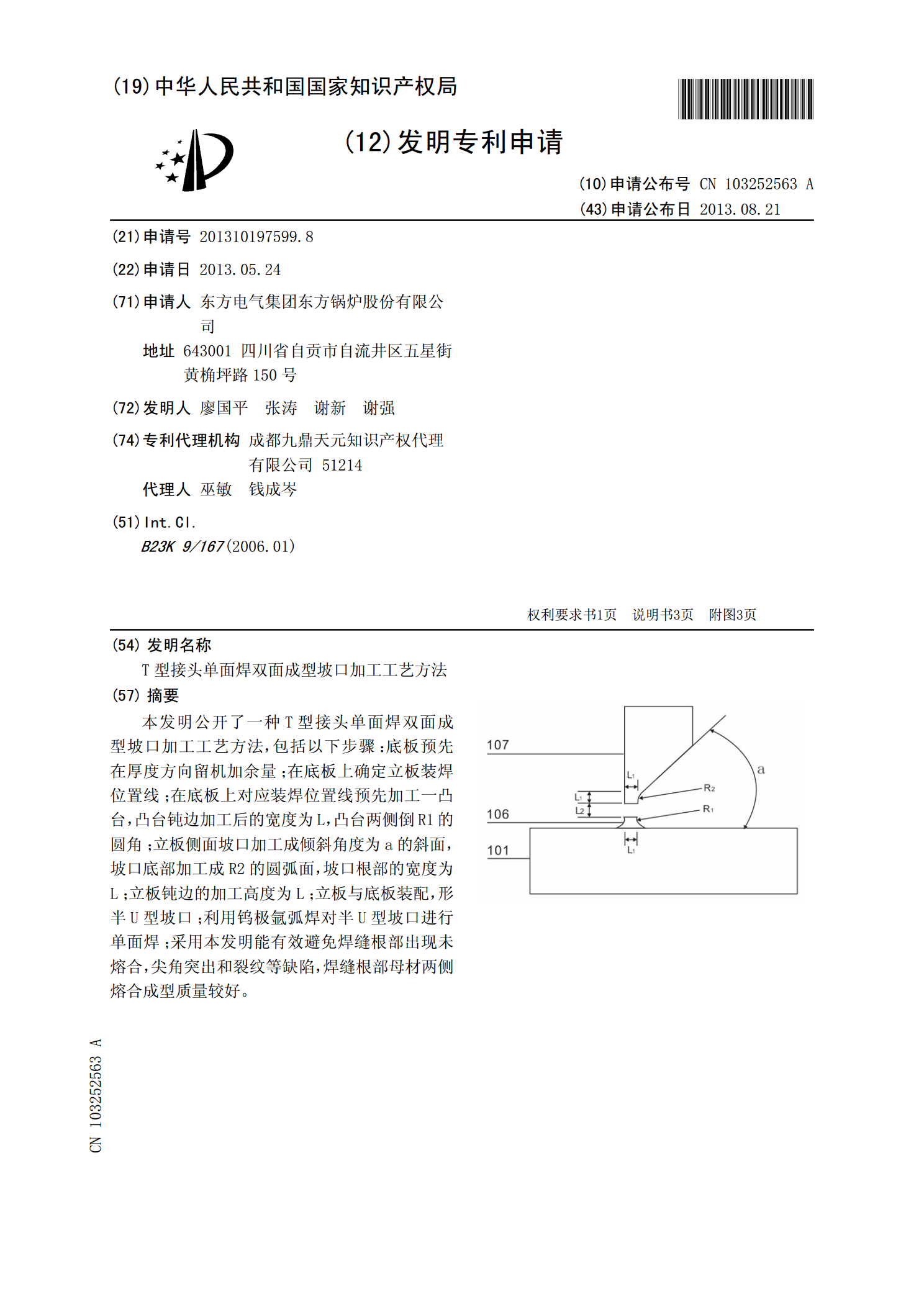
T型接头单面焊双面成型坡口加工工艺方法.pdf
本发明公开了一种T型接头单面焊双面成型坡口加工工艺方法,包括以下步骤:底板预先在厚度方向留机加余量;在底板上确定立板装焊位置线;在底板上对应装焊位置线预先加工一凸台,凸台钝边加工后的宽度为L,凸台两侧倒R1的圆角;立板侧面坡口加工成倾斜角度为a的斜面,坡口底部加工成R2的圆弧面,坡口根部的宽度为L;立板钝边的加工高度为L;立板与底板装配,形半U型坡口;利用钨极氩弧焊对半U型坡口进行单面焊;采用本发明能有效避免焊缝根部出现未熔合,尖角突出和裂纹等缺陷,焊缝根部母材两侧熔合成型质量较好。

单面焊双面成形工艺简介.docx
单面焊双面成形工艺简介单面焊双面成形工艺简介摘要随着工业化和制造技术的不断发展,单面焊双面成形工艺成为了一种重要的连接工艺。本文将对单面焊双面成形工艺进行详细介绍,包括其原理、应用领域以及优缺点。通过深入了解单面焊双面成形工艺,我们可以更好地应用这一技术,促进制造业的进一步发展。第一章引言单面焊双面成形工艺是一种在焊接过程中,通过特定的操作将焊缝焊接成形后,在焊缝的另一侧形成类似于焊接面的成形工艺。相比传统的单面焊工艺,这种工艺有着更多的优点。然而,由于其复杂的工艺流程和技术要求,目前这种工艺在制造行业中
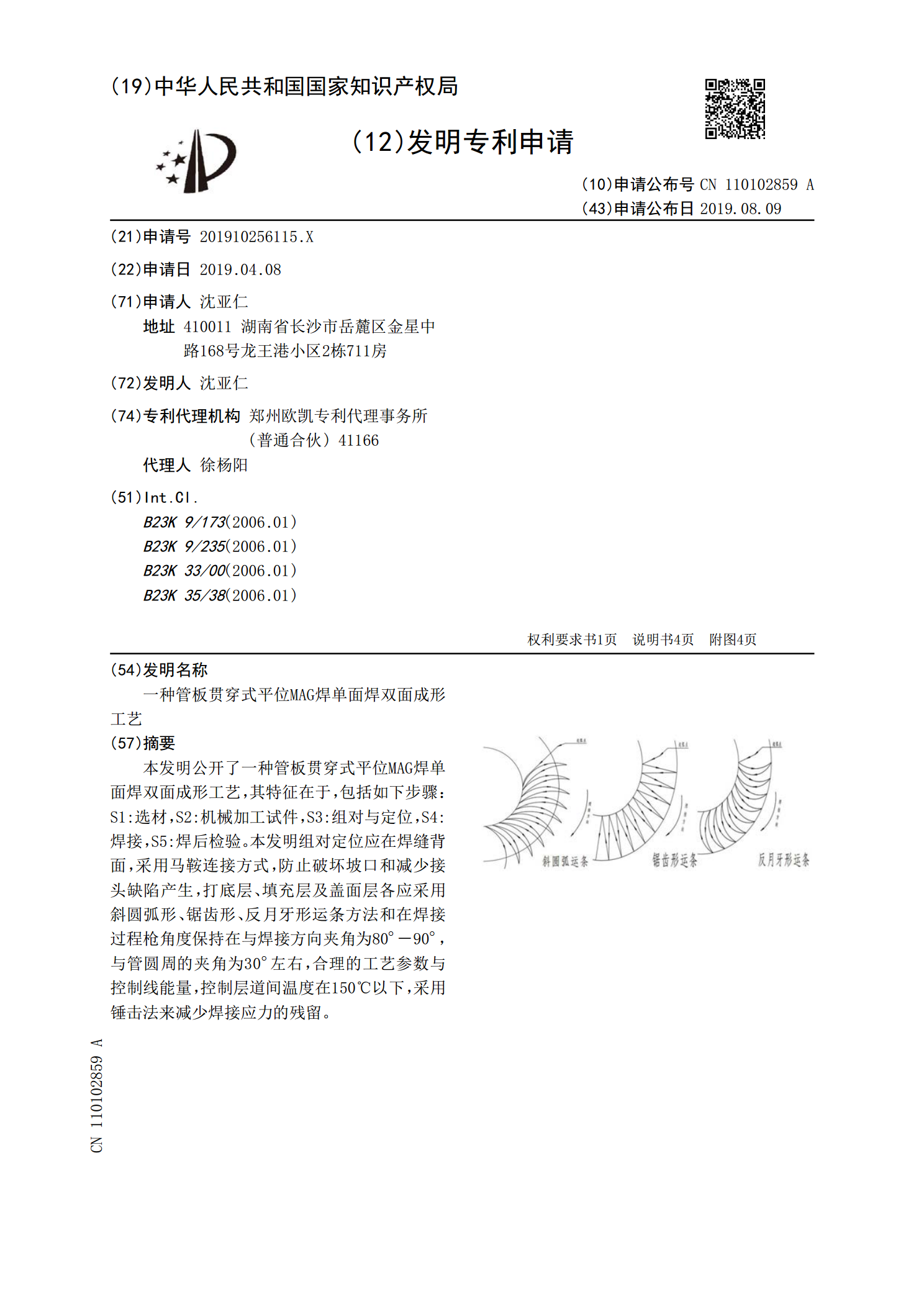
一种管板贯穿式平位MAG焊单面焊双面成形工艺.pdf
本发明公开了一种管板贯穿式平位MAG焊单面焊双面成形工艺,其特征在于,包括如下步骤:S1:选材,S2:机械加工试件,S3:组对与定位,S4:焊接,S5:焊后检验。本发明组对定位应在焊缝背面,采用马鞍连接方式,防止破坏坡口和减少接头缺陷产生,打底层、填充层及盖面层各应采用斜圆弧形、锯齿形、反月牙形运条方法和在焊接过程枪角度保持在与焊接方向夹角为80°-90°,与管圆周的夹角为30°左右,合理的工艺参数与控制线能量,控制层道间温度在150℃以下,采用锤击法来减少焊接应力的残留。