
TIG-MIG复合焊接方法及工艺研究进展.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

TIG-MIG复合焊接方法及工艺研究进展.docx
TIG-MIG复合焊接方法及工艺研究进展随着科技的发展,焊接技术也在不断更新。融合焊接技术的出现,使得焊接的效率和质量都得到了一定的提高。其中,TIG(TungstenInertGasWelding)焊接和MIG(MetalInertGasWelding)焊接技术得到了广泛应用,而TIG-MIG复合焊接更是将二者紧密结合,形成了一种新的焊接技术。本文将对TIG-MIG复合焊接技术及工艺的研究进展进行探讨。一、TIG-MIG复合焊接技术的定义TIG-MIG复合焊接技术是将TIG焊接和MIG焊接技术相结合,使
双金属复合管双面焊接的工艺方法.pdf
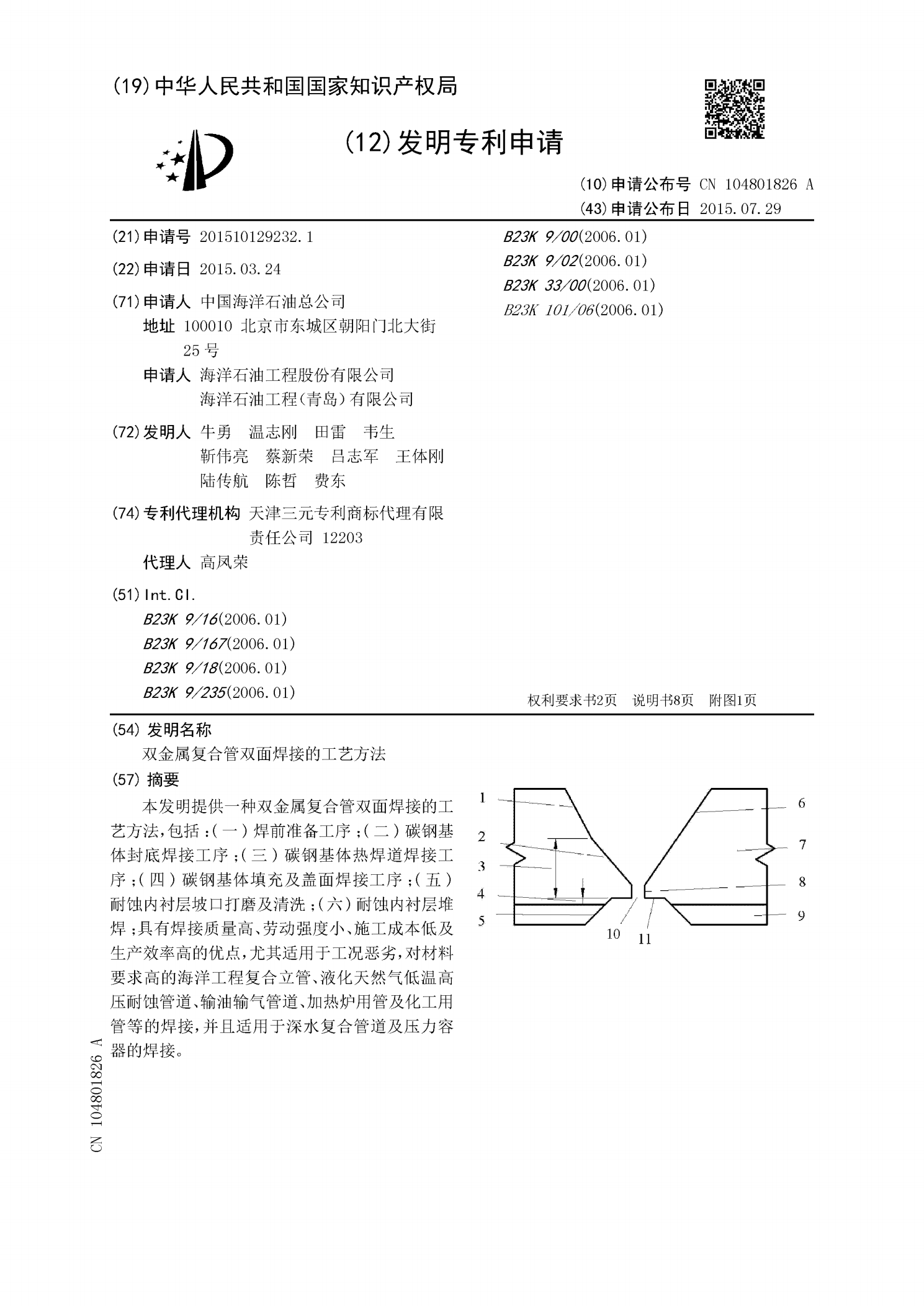
本发明提供一种双金属复合管双面焊接的工艺方法,包括:(一)焊前准备工序;(二)碳钢基体封底焊接工序;(三)碳钢基体热焊道焊接工序;(四)碳钢基体填充及盖面焊接工序;(五)耐蚀内衬层坡口打磨及清洗;(六)耐蚀内衬层堆焊;具有焊接质量高、劳动强度小、施工成本低及生产效率高的优点,尤其适用于工况恶劣,对材料要求高的海洋工程复合立管、液化天然气低温高压耐蚀管道、输油输气管道、加热炉用管及化工用管等的焊接,并且适用于深水复合管道及压力容器的焊接。

复合管道焊接工艺.pdf
本发明涉及一种复合管道焊接工艺。该工艺步骤如下:一、坡口加工:将20R+316L复合管按照制定角度加工坡口,在20R+316L复合管的基管壁厚余量在1-2mm时停止坡口加工,用角磨机将基管余量磨掉,留出20R+316L复合管的衬管钝边,去除加工毛刺;二、焊接坡口:焊接顺序为先对坡口的复合面封焊,然后打底焊即焊接覆层,接着过渡焊即焊接过渡层,然后填充焊,最后盖面焊。本发明实现了符合20R+316L复合管管道焊接要求,提高管道焊接效率及一次合格率。克服了现有焊接工艺不符合20R+316L复合管管道焊接要求的不
复合钢板焊接工艺评定.doc
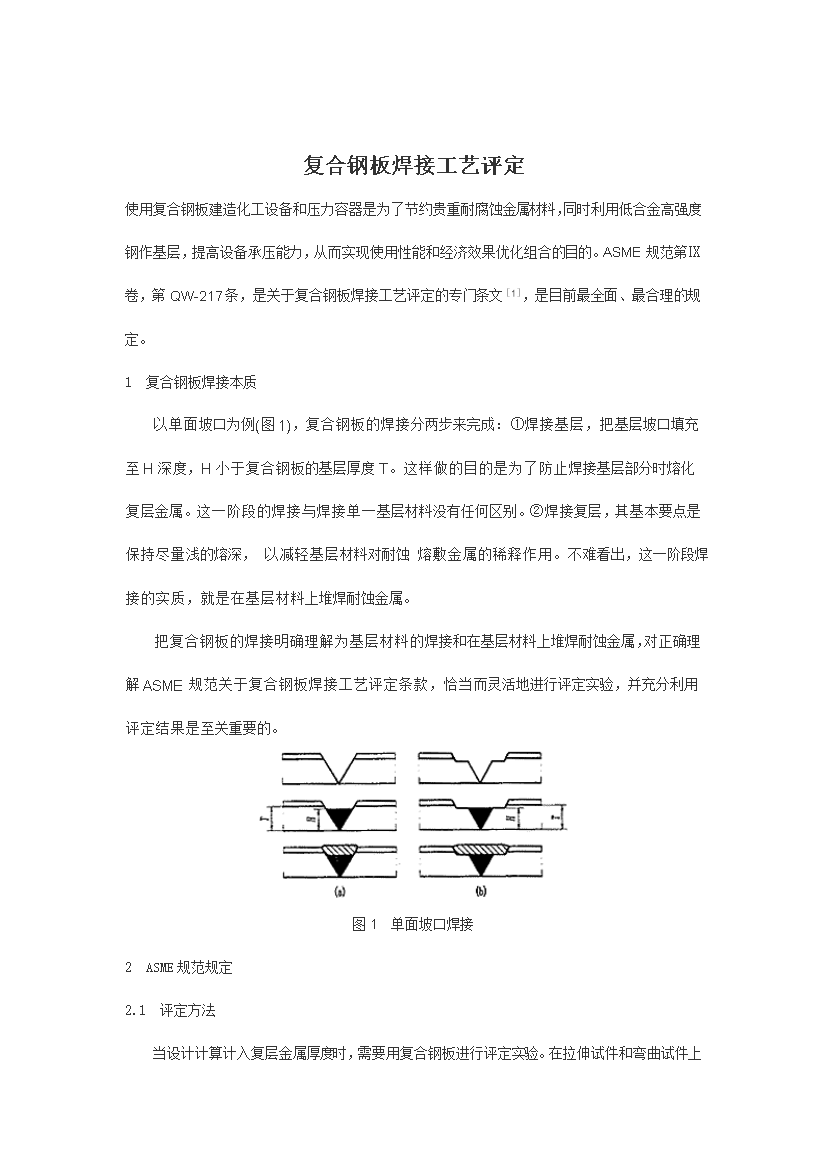
复合钢板焊接工艺评定使用复合钢板建造化工设备和压力容器是为了节约贵重耐腐蚀金属材料同时利用低合金高强度钢作基层提高设备承压能力从而实现使用性能和经济效果优化组合的目的。ASME规范第Ⅸ卷第QW-217条是关于复合钢板焊接工艺评定的专门条文[1]是目前最全面、最合理的规定。1复合钢板焊接本质以单面坡口为例(图1)复合钢板的焊接分两步来完成:①焊接基层把基层坡口填充至H深度H小于复合钢板的基层厚度T。这样做的目的是为了防止焊接基层部分时熔化复层金属。这一阶段的焊接与焊接单一基层材料没有任何区别。②焊接复
激光-旋转电弧复合焊接系统及其复合焊接方法.pdf
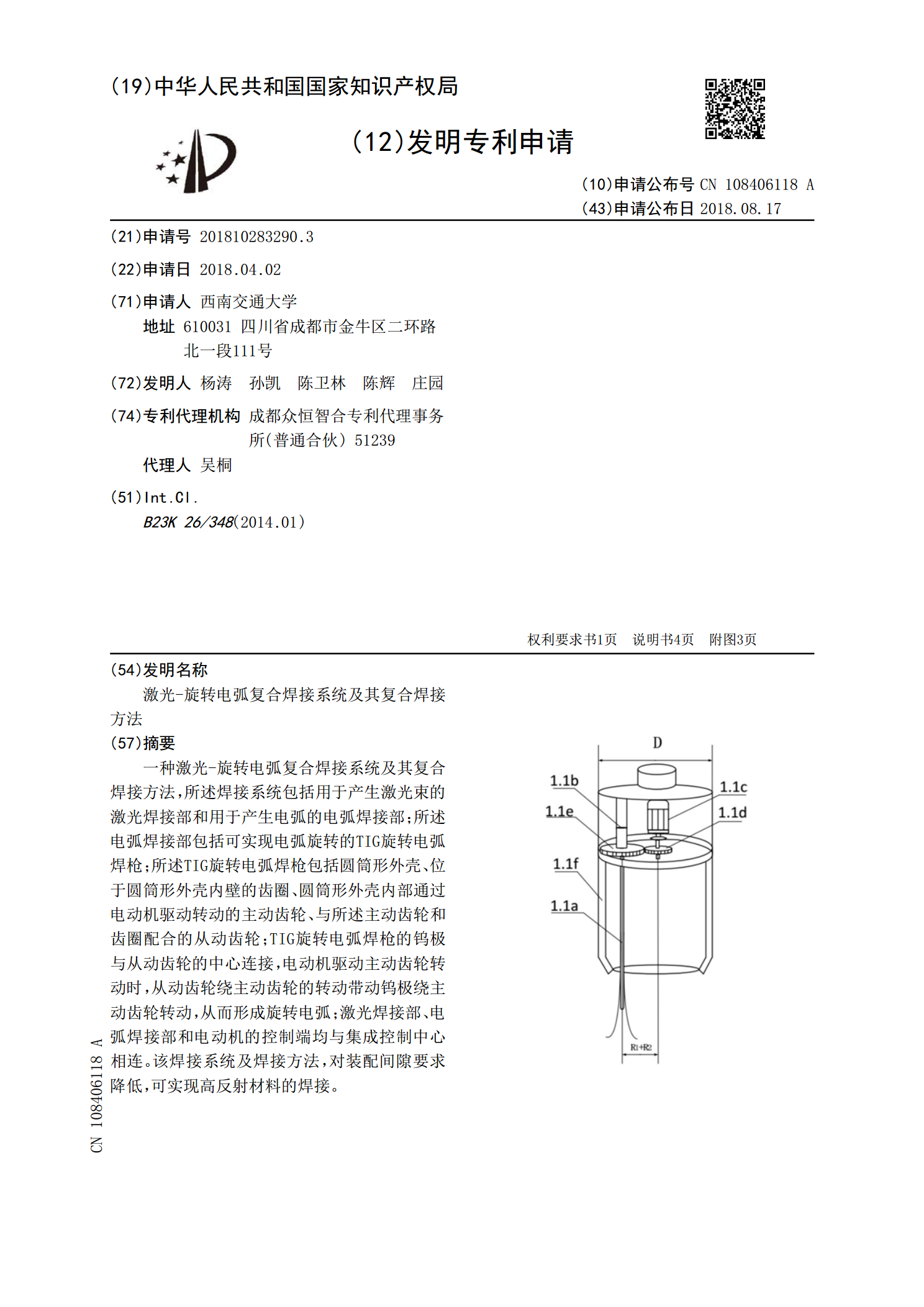
一种激光‑旋转电弧复合焊接系统及其复合焊接方法,所述焊接系统包括用于产生激光束的激光焊接部和用于产生电弧的电弧焊接部;所述电弧焊接部包括可实现电弧旋转的TIG旋转电弧焊枪;所述TIG旋转电弧焊枪包括圆筒形外壳、位于圆筒形外壳内壁的齿圈、圆筒形外壳内部通过电动机驱动转动的主动齿轮、与所述主动齿轮和齿圈配合的从动齿轮;TIG旋转电弧焊枪的钨极与从动齿轮的中心连接,电动机驱动主动齿轮转动时,从动齿轮绕主动齿轮的转动带动钨极绕主动齿轮转动,从而形成旋转电弧;激光焊接部、电弧焊接部和电动机的控制端均与集成控制中心相