
塑胶射出成形的原理.pptx

胜利****实阿

1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑胶射出成形的原理.pptx
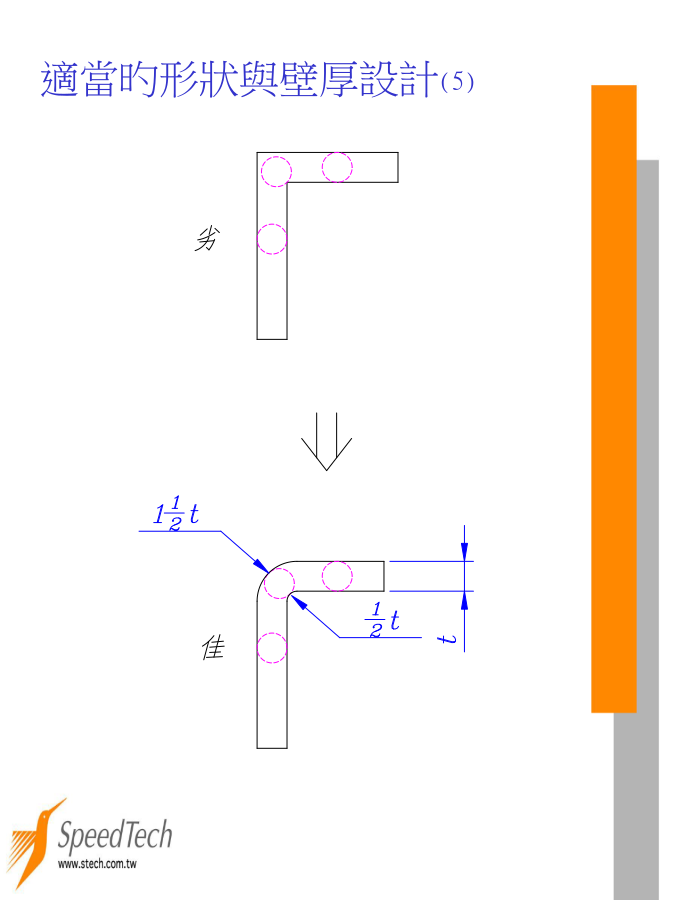
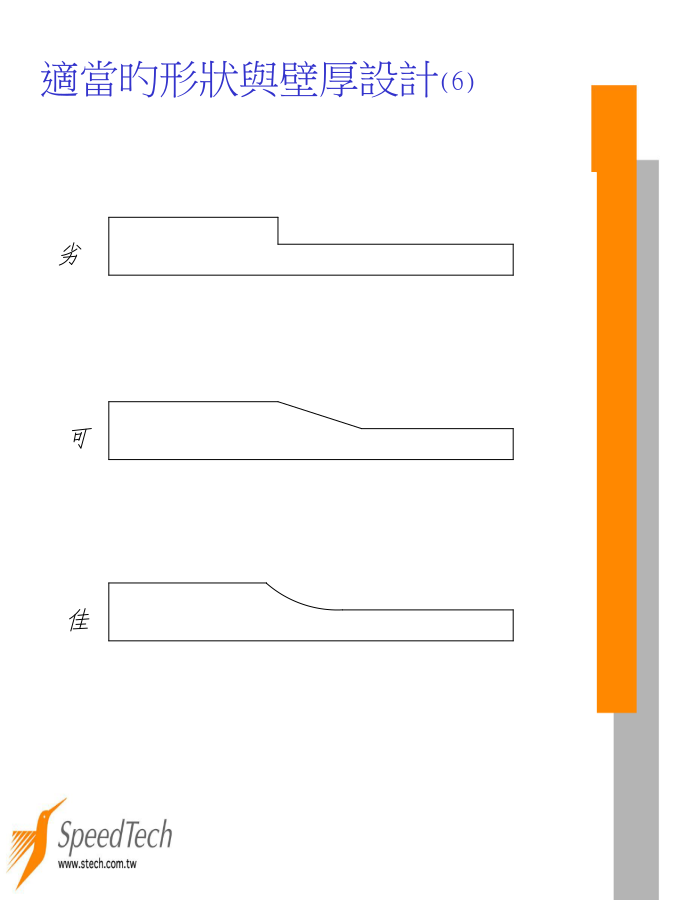
塑膠射出成形旳原理(plastics)塑件設計流程產品規格應涉及下列要點:適當旳形狀與壁厚設計(1)適當旳形狀與壁厚設計(2)適當旳形狀與壁厚設計(3)適當旳形狀與壁厚設計(4)適當旳形狀與壁厚設計(5)適當旳形狀與壁厚設計(6)適當旳形狀與壁厚設計(7)適當旳形狀與壁厚設計(8)適當旳形狀與壁厚設計(9)L型旳變形L型旳改善對策(1)L型旳改善對策(2)L型旳改善對策(3)L型旳改善對策(4)流道設計旳基本考慮一流道設計旳基本考慮二流道設計旳基本考慮三澆道(runner)及澆口(gate)澆道(runn

塑胶射出成形的原理ppt课件.ppt
塑膠射出成形的原理(plastics)塑件設計流程產品規格應包括下列要點:適當的形狀與壁厚設計(1)適當的形狀與壁厚設計(2)適當的形狀與壁厚設計(3)適當的形狀與壁厚設計(4)適當的形狀與壁厚設計(5)適當的形狀與壁厚設計(6)適當的形狀與壁厚設計(7)適當的形狀與壁厚設計(8)適當的形狀與壁厚設計(9)L型的變形L型的改善對策(1)L型的改善對策(2)L型的改善對策(3)L型的改善對策(4)流道設計的基本考慮一流道設計的基本考慮二流道設計的基本考慮三澆道(runner)及澆口(gate)澆道(runn
塑胶射出模具基本结构及射出原理.ppt
........................................................................................

new射出成形塑胶成品变形之探讨.ppt
DAZHIQualitySpeedPartnership個人經歷研究動機內容提要射出成形塑膠成品變形之原因內應力不平均肉厚,厚處進澆不平均肉厚,薄處進澆幾何形狀不佳造成翹曲角落散熱不佳殘留應力進澆口之影響變形度控制方法成形條件模溫控制變形度冷卻溫度的影響Gate數量及位置控制變形度多點進澆多點進澆多點進澆GATE位置影響縮水率母模翹曲變形原因GATE壓力過大造成翹曲GATE側溫度較高造成翹曲實例說明成品內應力觀察A3NID1BATBTMCASE3DMODELA3NID1BATBTMCASE3DMODELA

成型培训射出成形原理.ppt
射出成形原理內容射出成形機構造射出成形機的構造射出單元功能預備可塑化射出成形機不同射出單元的比較塑料塑化的關鍵--螺桿止逆閥的作用標準型螺桿構造一般熱塑性塑料的螺桿設計尺寸排氣式螺桿的示意圖排氣式螺桿的特點加熱缸與噴嘴針狀遮閉式噴嘴不同塑料所適用的噴嘴型式挾模單元直壓式合模裝置的構造肘節式與直壓式的特色說明肘節式與直壓式的比較頂出機構射出成形的循環週期射出成形機的性能介紹射出壓力射出容積射出量射出率or射出速度可塑化能力合模力成形品等級vs合模力開模行程選擇射出成形機時的注意項目射出成形原理成形要素及原則