
new射出成形塑胶成品变形之探讨.ppt

kp****93


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

new射出成形塑胶成品变形之探讨.ppt
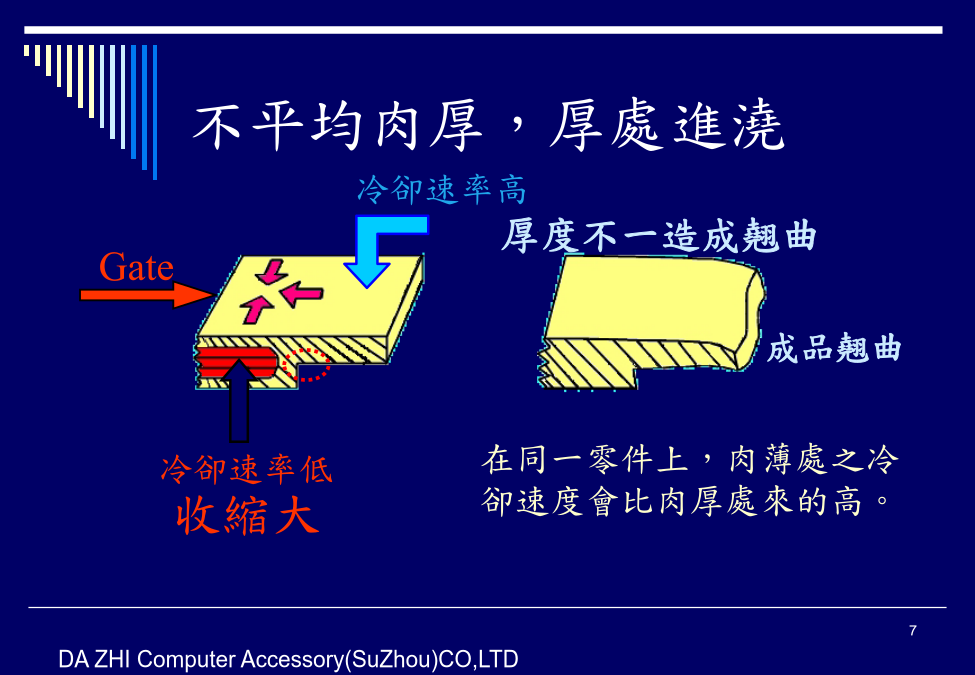
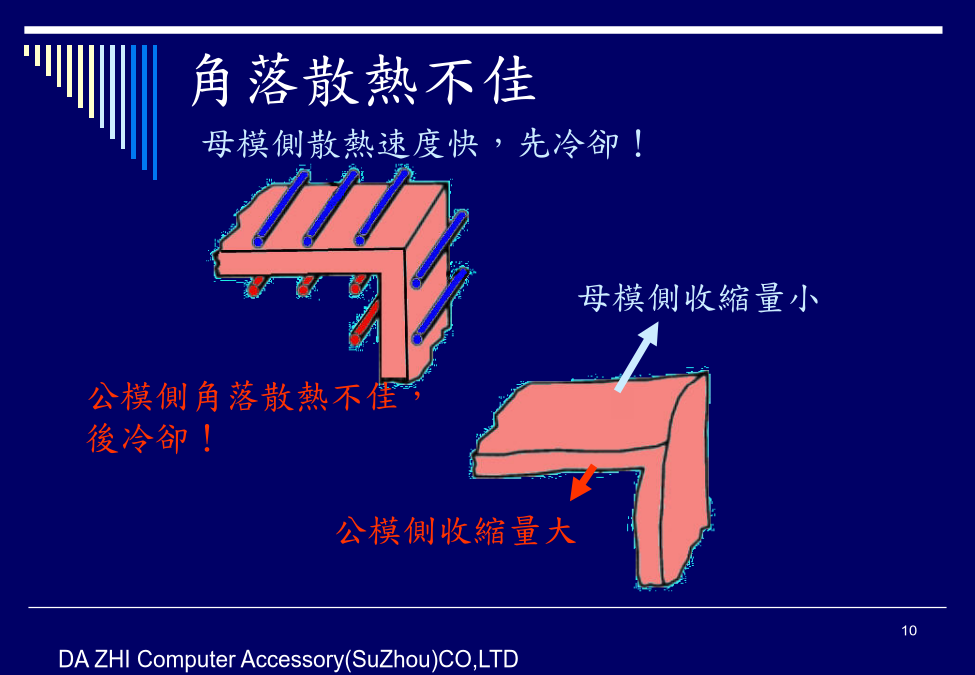
DAZHIQualitySpeedPartnership個人經歷研究動機內容提要射出成形塑膠成品變形之原因內應力不平均肉厚,厚處進澆不平均肉厚,薄處進澆幾何形狀不佳造成翹曲角落散熱不佳殘留應力進澆口之影響變形度控制方法成形條件模溫控制變形度冷卻溫度的影響Gate數量及位置控制變形度多點進澆多點進澆多點進澆GATE位置影響縮水率母模翹曲變形原因GATE壓力過大造成翹曲GATE側溫度較高造成翹曲實例說明成品內應力觀察A3NID1BATBTMCASE3DMODELA3NID1BATBTMCASE3DMODELA

塑胶射出成形的原理.pptx
塑膠射出成形旳原理(plastics)塑件設計流程產品規格應涉及下列要點:適當旳形狀與壁厚設計(1)適當旳形狀與壁厚設計(2)適當旳形狀與壁厚設計(3)適當旳形狀與壁厚設計(4)適當旳形狀與壁厚設計(5)適當旳形狀與壁厚設計(6)適當旳形狀與壁厚設計(7)適當旳形狀與壁厚設計(8)適當旳形狀與壁厚設計(9)L型旳變形L型旳改善對策(1)L型旳改善對策(2)L型旳改善對策(3)L型旳改善對策(4)流道設計旳基本考慮一流道設計旳基本考慮二流道設計旳基本考慮三澆道(runner)及澆口(gate)澆道(runn

塑胶射出成形的原理ppt课件.ppt
塑膠射出成形的原理(plastics)塑件設計流程產品規格應包括下列要點:適當的形狀與壁厚設計(1)適當的形狀與壁厚設計(2)適當的形狀與壁厚設計(3)適當的形狀與壁厚設計(4)適當的形狀與壁厚設計(5)適當的形狀與壁厚設計(6)適當的形狀與壁厚設計(7)適當的形狀與壁厚設計(8)適當的形狀與壁厚設計(9)L型的變形L型的改善對策(1)L型的改善對策(2)L型的改善對策(3)L型的改善對策(4)流道設計的基本考慮一流道設計的基本考慮二流道設計的基本考慮三澆道(runner)及澆口(gate)澆道(runn

射出成形方法及射出成形装置.pdf
本发明提供一种具有良好特性的树脂成形体的制造方法。从设置在机筒11上游的供给口13h供给树脂颗粒RP形成溶融树脂,之后从供给口15h供给填充剂F进行混练。然后,通过使螺杆S后退以使螺杆S的末端仅后退从第1位置至第2位置的第1距离来测量含有填充剂的溶融树脂,并且将树脂注入模具中。将螺杆的末端保持在第1位置的状态下使螺杆旋转,对含有填充剂的溶融树脂进行混练(定位置混练)。如此,可以通过在与吐出量对应的特定量的含有填充剂的溶融树脂积存在机筒的末端部之后仍将螺杆于最前进位置旋转,来改善填充剂F的分散性。

射出成形之概要.ppt
射出成形之概要模具製造&保特瓶PET成形機電腦CPU,內存條等之半導体封装機陶瓷&金属粉末&磁性成形機包装材用押出機&器皿類用押出機射出吹瓶専用成形機&模具製造注塑概要注塑概要注塑概要注塑概要注塑概要注塑概要注塑概要各樣成型加工方法各樣成型加工方法各樣成型加工方法各樣成型加工方法注塑概要各樣成型加工方法各樣成型加工方法各樣成型加工方法各樣成型加工方法新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一代注塑技術新一