
一种曲线轮廓误差测量及补偿的控制系统.pdf

一只****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

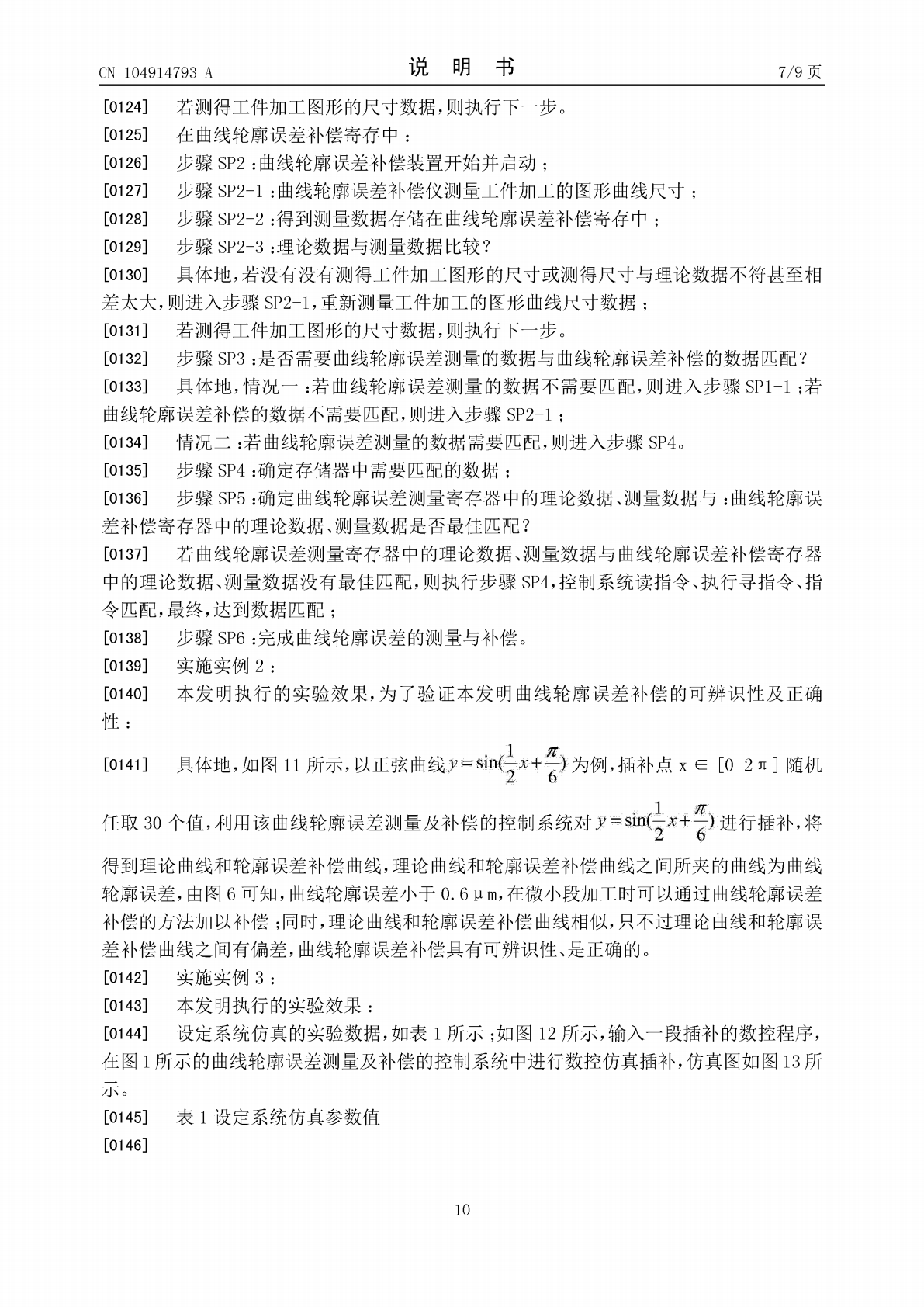
一种曲线轮廓误差测量及补偿的控制系统.pdf
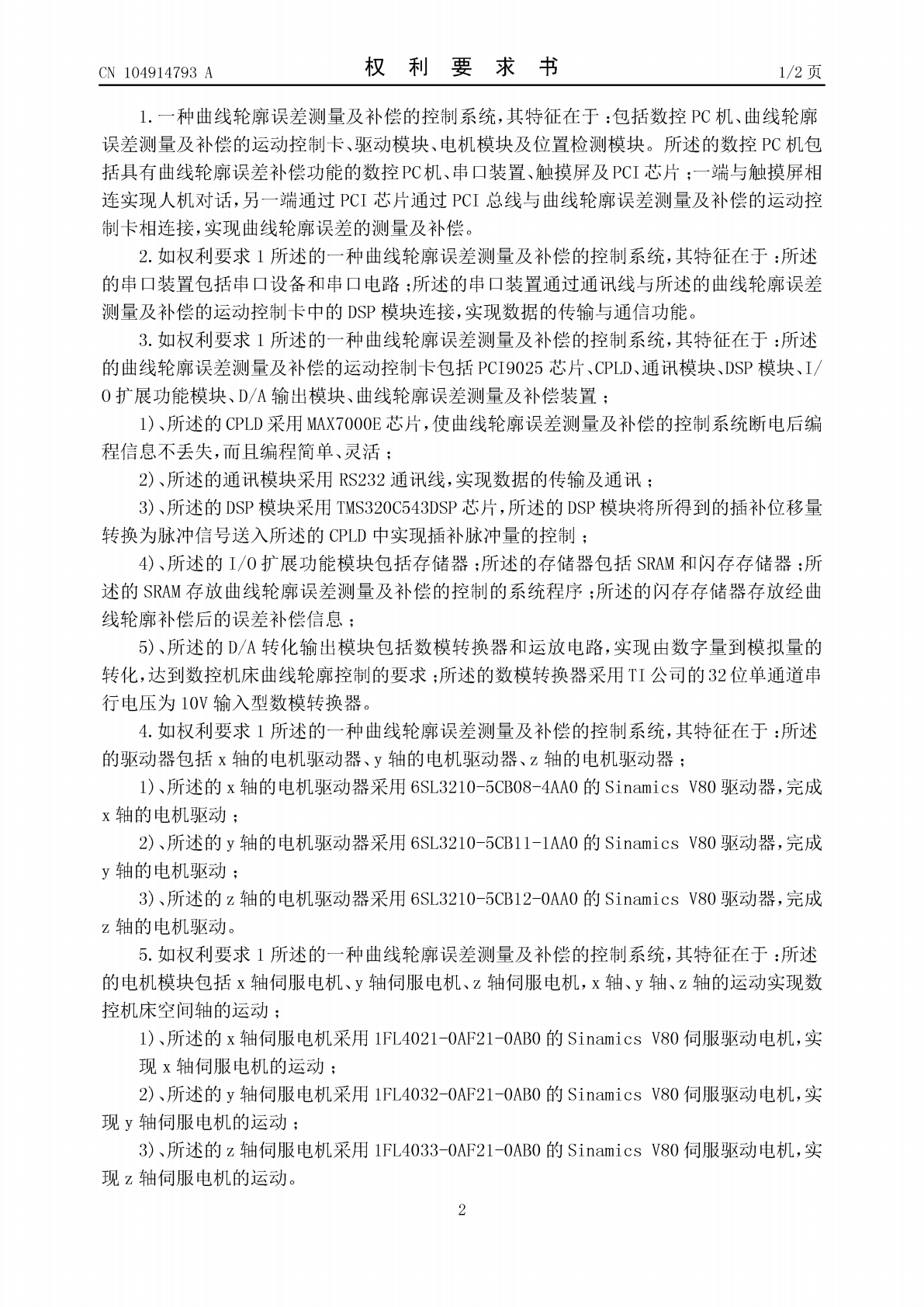
本发明公开了一种曲线轮廓误差测量及补偿的控制系统,包括数控PC机、曲线轮廓误差测量及补偿的运动控制卡、驱动模块、电机模块及位置检测模块。所述的数控PC机包括具有曲线轮廓误差补偿功能的数控PC机、串口装置、触摸屏及PCI芯片;一端与触摸屏相连实现人机对话,另一端通过PCI芯片通过PCI总线与曲线轮廓误差测量及补偿的运动控制卡相连接,实现曲线轮廓误差的测量及补偿。本发明可以实现曲线轮廓误差的自动测量和补偿,提高了数控系统的插补精度,减少了曲线轮廓误差、降低了成本低,能产生很好的经济和社会效益。

一种曲线轮廓误差补偿的调节控制系统及误差补偿的方法.pdf
本发明公开了一种曲线交叉耦合轮廓误差补偿的调节控制系统,包括数控PC、曲线交叉耦合轮廓误差补偿调节运动控制卡、驱动器、伺服电机模块及位置反馈检测模块。所述的数控PC包括数控PC机、显示器及PCI接口芯片;一端与显示器相连实现人机对话,另一端通过PCI接口芯片与曲线交叉耦合轮廓误差补偿调节运动控制卡相连接,实现曲线交叉耦合轮廓误差的补偿。同时,本发明还公开了一种曲线交叉耦合轮廓误差补偿的控制方法。本发明具有调节控制效率高、稳定性好及实用性强等特点,通过调节参数p实现曲线轮廓误差交叉耦合的补偿;同时,该轮廓误

加工进给速度优化的刀轨曲线轮廓误差补偿方法.pdf
本发明进给速度优化的刀轨曲线轮廓误差补偿方法属于复杂曲面零件高质高效加工领域,涉及一种包含进给速度优化和刀位点修改的刀轨曲线轮廓误差补偿方法。该方法根据直线插补加工代码中的刀位点和加工进给速度信息,以数控机床进给轴加速度和加加速度极限为约束,对进给速度进行优化;利用三次B样条拟合方法平滑进给速度曲线,得到最终优化后的加工进给速度;再利用刀位点和优化后进给速度,计算各轴轮廓误差补偿量,进而获得补偿后直线插补数控指令,用于实际加工,从而提高轮廓精度。该方法的实施过程仅需要修改直线插补加工代码中的刀位点和加工进
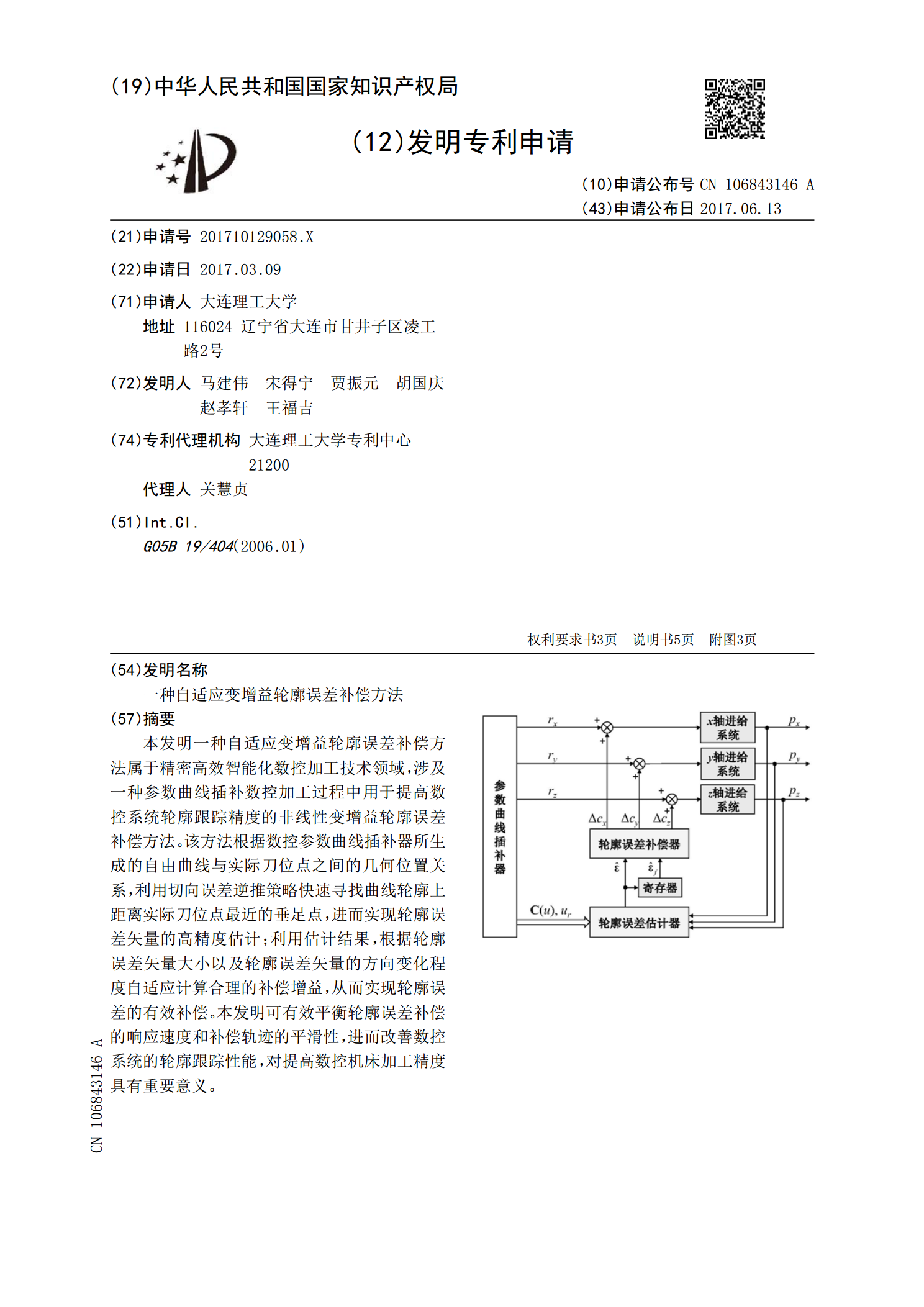
一种自适应变增益轮廓误差补偿方法.pdf
本发明一种自适应变增益轮廓误差补偿方法属于精密高效智能化数控加工技术领域,涉及一种参数曲线插补数控加工过程中用于提高数控系统轮廓跟踪精度的非线性变增益轮廓误差补偿方法。该方法根据数控参数曲线插补器所生成的自由曲线与实际刀位点之间的几何位置关系,利用切向误差逆推策略快速寻找曲线轮廓上距离实际刀位点最近的垂足点,进而实现轮廓误差矢量的高精度估计;利用估计结果,根据轮廓误差矢量大小以及轮廓误差矢量的方向变化程度自适应计算合理的补偿增益,从而实现轮廓误差的有效补偿。本发明可有效平衡轮廓误差补偿的响应速度和补偿轨迹
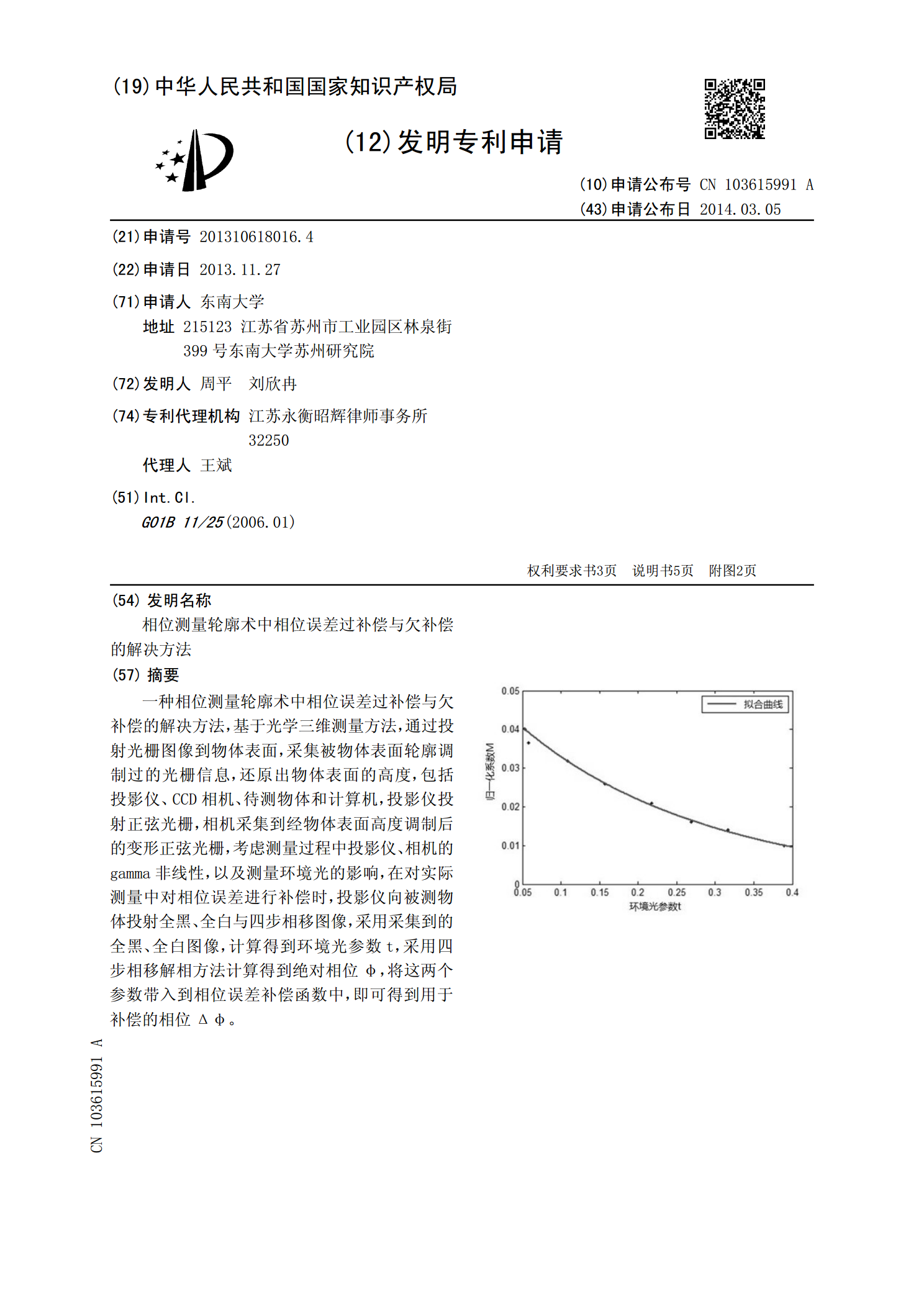
相位测量轮廓术中相位误差过补偿与欠补偿的解决方法.pdf
一种相位测量轮廓术中相位误差过补偿与欠补偿的解决方法,基于光学三维测量方法,通过投射光栅图像到物体表面,采集被物体表面轮廓调制过的光栅信息,还原出物体表面的高度,包括投影仪、CCD相机、待测物体和计算机,投影仪投射正弦光栅,相机采集到经物体表面高度调制后的变形正弦光栅,考虑测量过程中投影仪、相机的gamma非线性,以及测量环境光的影响,在对实际测量中对相位误差进行补偿时,投影仪向被测物体投射全黑、全白与四步相移图像,采用采集到的全黑、全白图像,计算得到环境光参数t,采用四步相移解相方法计算得到绝对相位φ,