
风力发电塔架法兰与筒体焊接变形预防控制技术分析.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

风力发电塔架法兰与筒体焊接变形预防控制技术分析.docx
风力发电塔架法兰与筒体焊接变形预防控制技术分析随着全球能源需求的不断增加和环保意识的不断提高,新能源的开发和利用已经成为各国经济发展和安全保障的一项重要任务。其中,风能作为一种广泛适用的新能源形式,已经成为各国争相开发的重点方向之一。而在风能转化中,风能发电塔架作为风力发电机组的重要组成部分之一,具有重要的作用。然而,在风力发电塔架的制造和使用中,经常会遇到塔架与筒体焊接变形问题,造成生产和使用上的不便。因此,本文将分析风力发电塔架法兰与筒体焊接变形的原因,研究其预防和控制技术,以期为风能发电塔架制造和应

法兰与筒体焊接变形分析与控制.docx
法兰与筒体焊接变形分析与控制标题:法兰与筒体焊接变形分析与控制摘要:焊接变形是在焊接过程中不可避免的,特别是在法兰与筒体焊接中。本论文通过对法兰与筒体焊接变形的分析和控制进行研究,旨在提供一种更有效的解决方案,减少焊接变形对焊接质量的影响。首先,论文主要介绍了焊接变形的机理,然后从焊接工艺参数、材料性能等方面进行分析,以获得焊接变形的主要因素。在此基础上,本论文提出了一种焊接变形控制的方法和技术,包括焊接工艺优化、预应力技术等。最后,通过实例分析和对比实验验证了所提出方法的有效性。关键词:法兰与筒体焊接、
风力发电塔筒体焊接装置.pdf
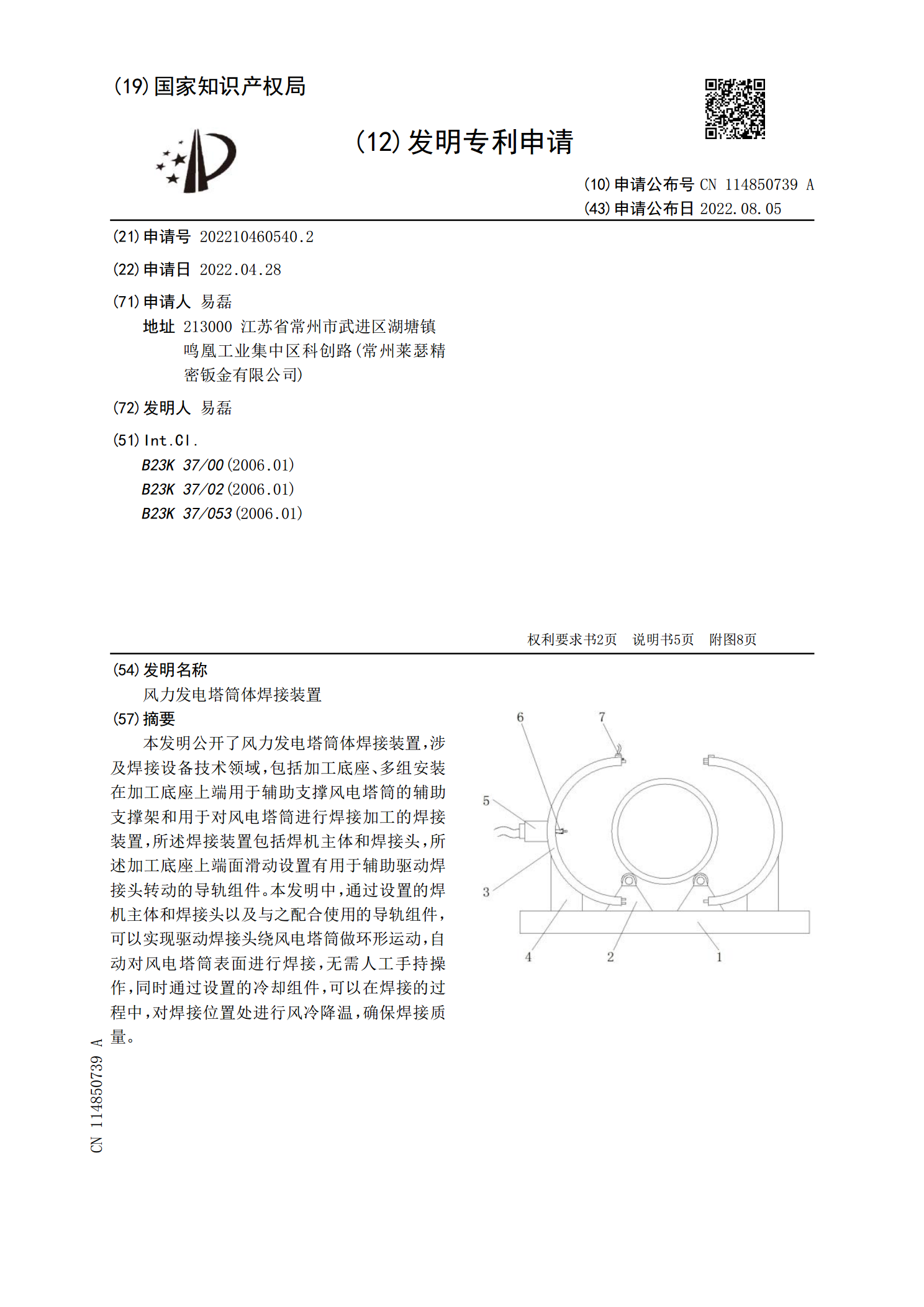
本发明公开了风力发电塔筒体焊接装置,涉及焊接设备技术领域,包括加工底座、多组安装在加工底座上端用于辅助支撑风电塔筒的辅助支撑架和用于对风电塔筒进行焊接加工的焊接装置,所述焊接装置包括焊机主体和焊接头,所述加工底座上端面滑动设置有用于辅助驱动焊接头转动的导轨组件。本发明中,通过设置的焊机主体和焊接头以及与之配合使用的导轨组件,可以实现驱动焊接头绕风电塔筒做环形运动,自动对风电塔筒表面进行焊接,无需人工手持操作,同时通过设置的冷却组件,可以在焊接的过程中,对焊接位置处进行风冷降温,确保焊接质量。

风力塔架法兰焊接角变形工艺探讨.docx
风力塔架法兰焊接角变形工艺探讨一、引言随着我国不断推进新能源产业的发展,风电行业作为其中的一种典型代表,得到了迅猛的发展。风电技术的核心在于风力转换,其中风力塔架是一个非常关键的组件。风力塔架是将风力发电机组件与风能捕捉器组合起来的重要支撑部分,也是将风能转化为电能的核心部件。因此,如何确保风力塔架的稳定性、可靠性和安全性,是风电工程中一个非常关键的问题。其中,风力塔架法兰焊接角变形是一个难以避免的问题,其会影响整个系统的结构稳定性和使用寿命。本文主要就风力塔架法兰焊接角变形工艺进行探讨,希望为实际应用提

风电塔筒法兰焊接变形控制的工艺措施.docx
风电塔筒法兰焊接变形控制的工艺措施在风电塔筒法兰焊接过程中,由于焊接过程中产生的热应力和残余应力,常导致焊接变形的产生。这会对风电塔的结构稳定性和工作性能产生负面影响。因此,为了控制变形并保证焊接质量,需要采取一系列的工艺措施。本文将从材料选择、焊接工艺参数的确定、焊接设备的优化以及焊后热处理等方面,探讨风电塔筒法兰焊接变形控制的工艺措施。首先,材料的选择对焊接变形的控制至关重要。在风电塔法兰焊接中,常采用高强度钢材作为焊接材料,以满足塔体的强度要求。然而,高强度钢材焊接过程中容易产生较大的收缩应力,从而