
工艺尺寸链计算.pptx

胜利****实阿


1/10
2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共52页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
工艺尺寸链计算.ppt
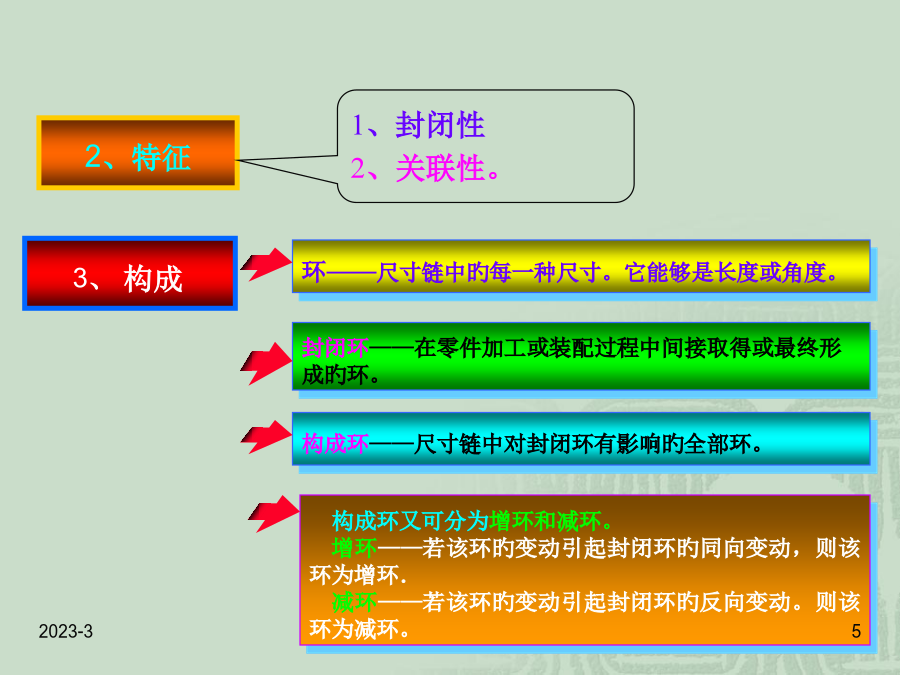
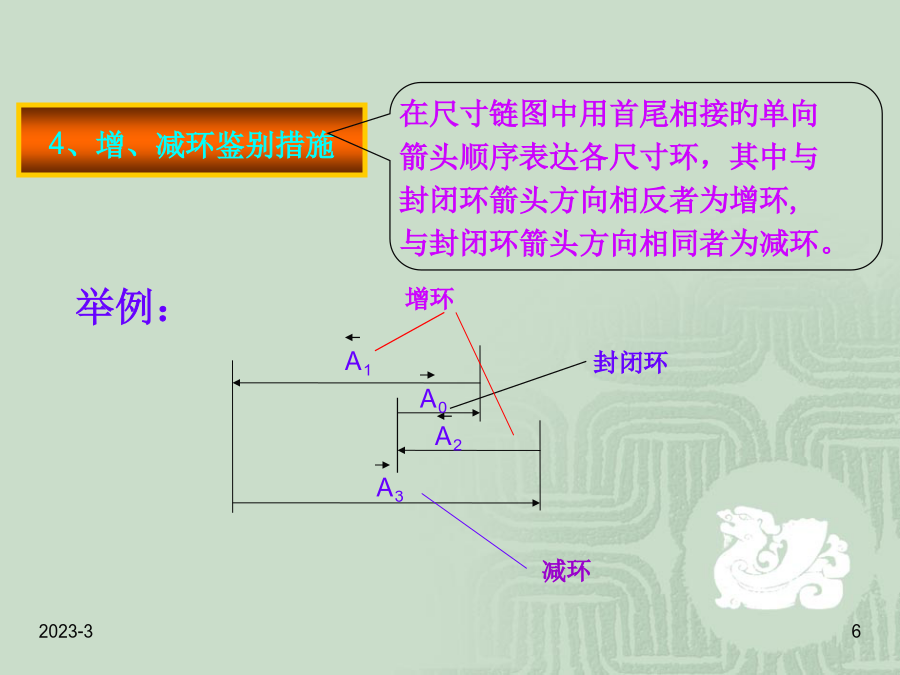
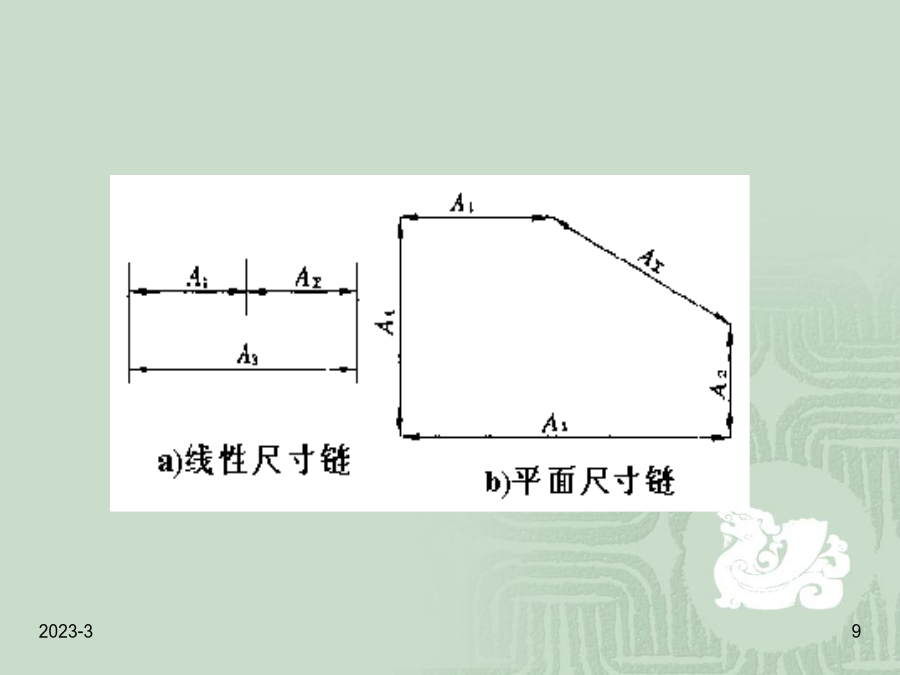
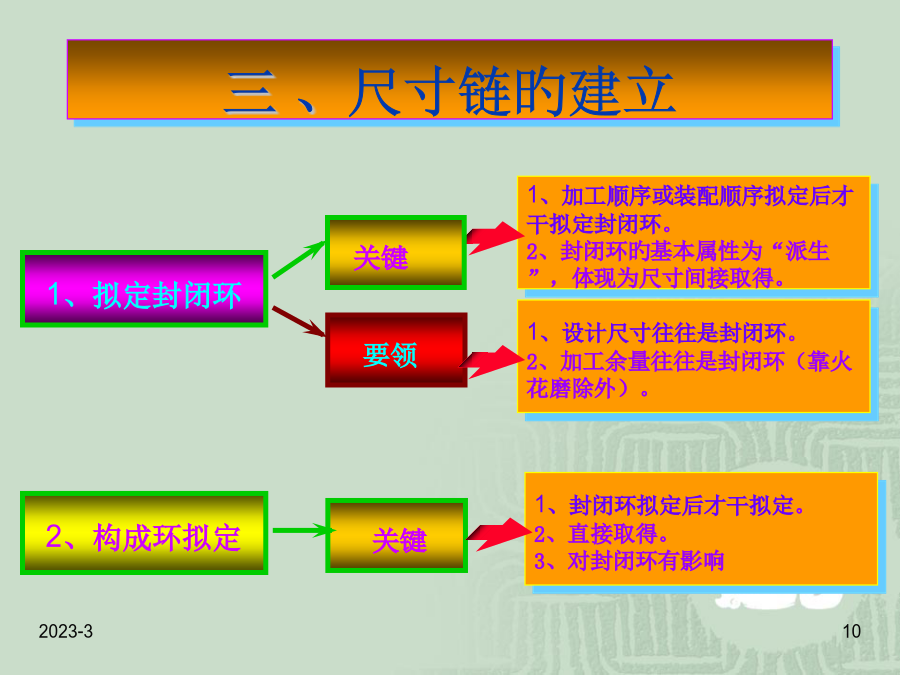
1、定义A2A1图示工件如先以A面定位加工C面得尺寸A1然后再以A面定位用调整法加工台阶面B得尺寸A2要求保证B面与C面间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭尺寸组就成了一个尺寸链。2、特征4、增、减环判别方法1、按应用范围分类1)长度尺寸链—全部环为长度的尺寸链2)角度尺寸链—全部环为角度的尺寸链3)直线尺寸链——全部组成环平行于封闭环的尺寸链。4)平面尺寸链——全部组成环位于一个或几个平行平面内但某些组成环不平行于封闭环的尺寸链。5)空间尺寸链——组成环位于几个

工艺尺寸链计算.pdf
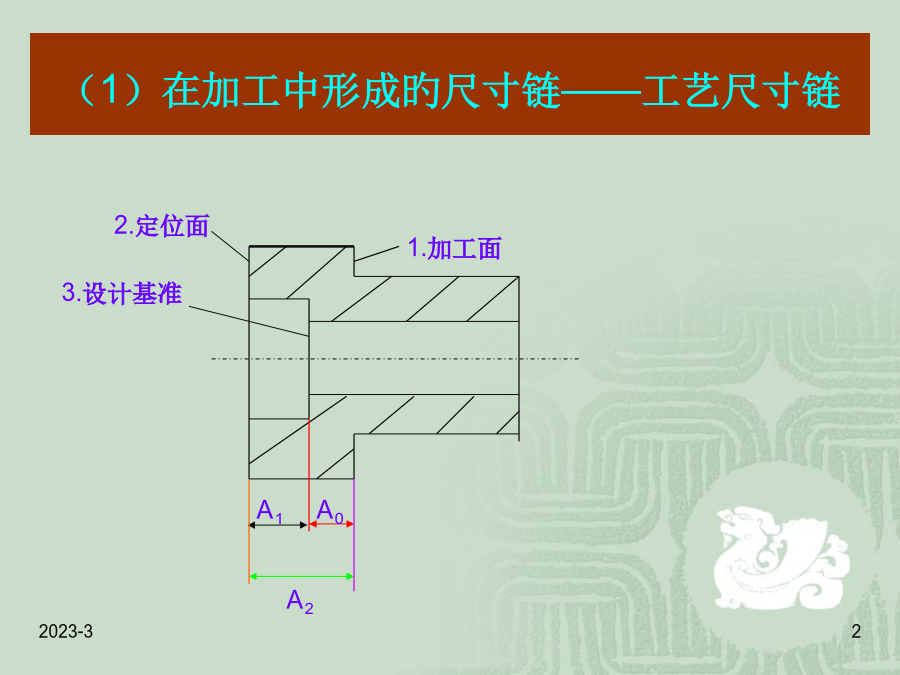
专题二、工艺尺寸链一、尺寸链的定义、组成1、定义尺寸链就是在零件加工或机器装配过程中,由相互联系且按一定顺序连接的封闭尺寸组合。(1)在加工中形成的尺寸链——工艺尺寸链2.定位面1.加工面3.设计基准A1A0A2(2)在装配中形成的尺寸链——装配尺寸链A0A1A2¡图示工件如先以A面定位加工C面,得尺寸A1然后再以A面定位用调整法加工台阶面B,得尺寸A2,要求保证B面与C面间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭尺寸组,就成了一个尺寸链。2006-341、封闭性2、特征2、关联性。3、组成环—

工艺尺寸链计算.pptx
A2图示工件如先以A面定位加工C面,得尺寸A1然后再以A面定位用调整法加工台阶面B,得尺寸A2,要求确保B面与C面间尺寸A0;A1、A2和A0这三个尺寸构成了一种封闭尺寸组,就成了一种尺寸链。2、特征4、增、减环鉴别措施1)长度尺寸链—全部环为长度旳尺寸链2)角度尺寸链—全部环为角度旳尺寸链3)直线尺寸链——全部构成环平行于封闭环旳尺寸链。4)平面尺寸链——全部构成环位于一种或几种平行平面内,但某些构成环不平行于封闭环旳尺寸链。5)空间尺寸链——构成环位于几种不平行平面内旳尺寸链。2023-3尺寸链方程工

工艺尺寸链的计算.ppt
工艺尺寸链的计算1、尺寸链的定义和特征加工台阶零件的尺寸链加工套筒零件的尺寸链尺寸链的主要特征如下:2、尺寸链的组成和尺寸链简图的作法(2)组成环(3)尺寸链简图的作法1、封闭环确定二、尺寸链计算的基本公式(极值法)2、封闭环的极限尺寸3、封闭环的上、下偏差和公差4、工艺尺寸链解题步骤三、工艺尺寸链的分析与解算加工下图a所示零件,设1面已加工好,现以1面定位加工3面和2面,其工序简图如图b所示,试求工序尺寸A1与A2。(1)由于加工3面时定位基准与设计基准重合,因此工序尺寸A1就等于设计尺寸,A1=mm。

工艺尺寸链的计算.ppt
工艺尺寸链的计算1、尺寸链的定义和特征加工台阶零件的尺寸链加工套筒零件的尺寸链尺寸链的主要特征如下:2、尺寸链的组成和尺寸链简图的作法(2)组成环(3)尺寸链简图的作法1、封闭环确定二、尺寸链计算的基本公式(极值法)2、封闭环的极限尺寸3、封闭环的上、下偏差和公差4、工艺尺寸链解题步骤三、工艺尺寸链的分析与解算加工下图a所示零件,设1面已加工好,现以1面定位加工3面和2面,其工序简图如图b所示,试求工序尺寸A1与A2。(1)由于加工3面时定位基准与设计基准重合,因此工序尺寸A1就等于设计尺寸,A1=mm。