
V型坡口立焊PPT课件.ppt

ca****ng

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
V型坡口立焊PPT课件.ppt
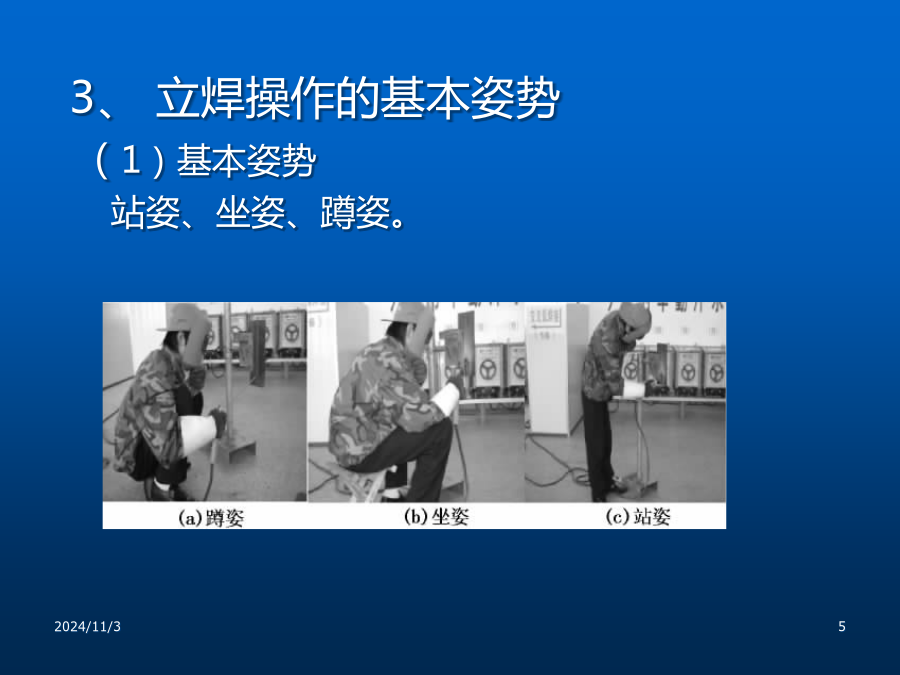
学习目标一、基本知识1、立焊的概念立焊是指与水平面相垂直的立位焊缝的焊接。根据焊条的移动方向,立焊焊接方法可分为二类,一类是自上向下焊,需特殊焊条才能进行施焊,故应用少。另一类是自下向上焊,采用一般焊条即可施焊,故应用广泛。2、立焊的特点:①铁水与熔渣因自重下坠,故易分离。但熔池温度过高时,铁水易下流形成焊瘤、咬边。温度过低时,易产生夹渣缺陷。②易掌握熔透情况,但焊缝成形不良。③T型接头焊缝根部易产生未焊透现象,焊缝两侧易出现咬边缺陷。④焊接生产效率较平焊低。⑤焊接时宜选用短弧焊。⑥操作技术难掌握。3、立

管管V形坡口对接垂直固定焊实作PPT课件.ppt
焊条电弧焊实作项目图样学习情景7.2——管管垂直固定焊实作资讯任务完成管管V形坡口对接垂直固定焊实作施工图样分析技术分析安全防护及环境要求决策设备、工具、材料主要设备、材料列表计划选择焊机焊条要求实施一、焊前准备二、焊件装配三、施焊2、盖面焊:1)盖面焊为一层三道,从下侧坡口开始向上排列。第一道焊接时,焊条下倾角为60º~70º,与管子切线方向的夹角为75º~85º,直线运条不作摆动,使下侧坡口边缘熔化1~2mm,这样焊出的焊道非常直。2)第二道焊接时,焊条下倾角为70º~80º,与管子切线方向夹角同第一

焊接工艺——板试件V形坡口立对接焊课程.pptx
会计学一:学习内容1、引弧位置的设定。2、熔孔的控制。3、运条方式、焊条角度和熔池控制。4、焊道的接头。5、单面焊双面成形的技术。二:学习目的1、正确掌握电弧引弧位置。2、正确掌握焊缝接头方法与技巧。3、正确掌握焊缝收尾方法与技巧。4、正确理解运条基本动作、熟练的掌握运条方法。5、能够很好的控制熔孔的大小。6、能够掌握单面焊双面成形技术。7、成形一条无缺陷的焊缝。三、试件图样四、焊前准备4、试件尺寸300*100*12mm,坡口角度60°如图1所示B、焊前清理为了防止焊接过程中出现气孔,必须重视焊前清理工

V形坡口对接焊任务总结.ppt
平对接焊实习总结主要内容①选材:长180mm~200mm、直径12mm的圆钢。②焊前清理:打磨圆钢表面的铁锈等污物,并清理焊接平台及工具。③焊接设备:焊机ZX47-400A直流正接;焊巴线、接地线、2.5mm和3.2mm的焊条。④辅助工具:钢丝刷、清渣锤、平口钳。二、定位焊王海林三、操作要领四、工艺流程及要求五、6S及注意事项六、理论与操作张洋七、总结收获谢谢老师们的悉心教导,
项目V形坡口横对接焊.ppt
复习回顾1、橫焊的含义:指在焊缝倾角0°或180°、焊缝转角0°或180°的对接完整的焊接。2、横焊的特点:焊缝处于横向位置,熔池金属容易下淌,操作难度较大。导入任务我们前面进行的I坡口横对接焊训练项目,仅适合于较薄的焊件,当焊件较厚时,为了保证焊透,就需要开坡口,这就是我们即将进行的训练项目—V形坡口横对接焊。培养安全规范操作的习惯提高节约、责任意识焊前准备:图纸识读任务分解任务1:焊接试件图识读(训练前提)任务2、装配定位:(质量前提)任务3、焊接工艺参数(条件)表面层焊焊接操作要领打底焊要领熔孔填充