
moldflow翘曲分析4优秀课件.pptx

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共62页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

moldflow翘曲分析4优秀课件.pptx
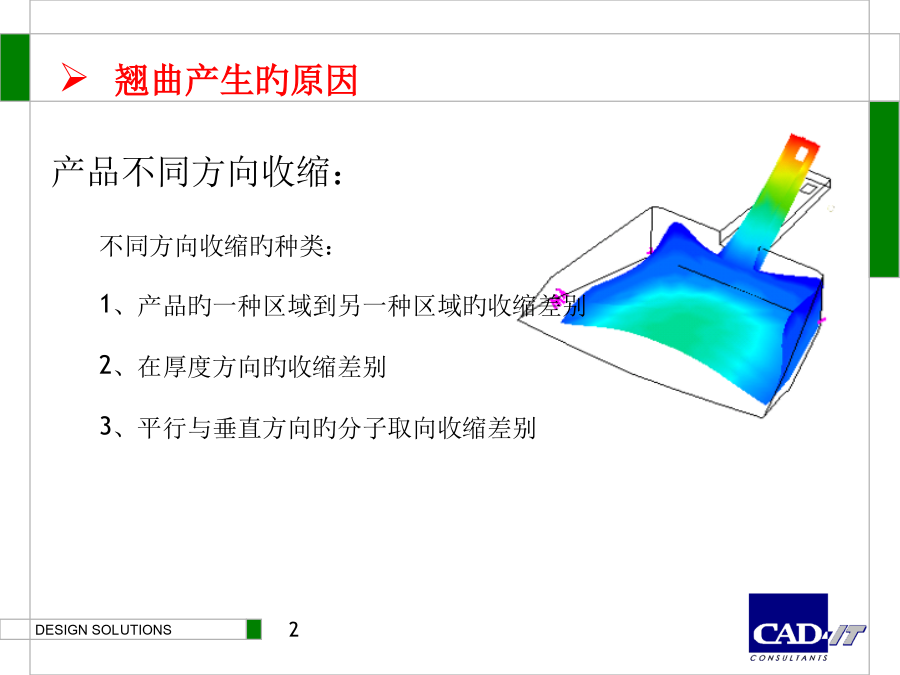
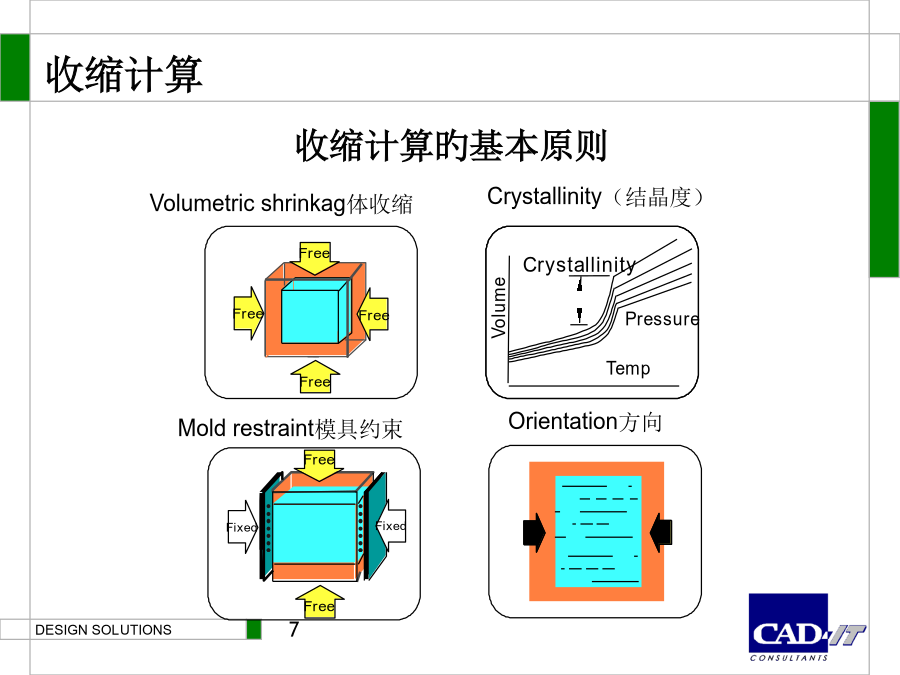
Moldflow翘曲分析翘曲产生旳原因Moldflow旳计算措施影响翘曲原因Moldflow中CRIMS模型模具约束在模具内平面方向上收缩被约束在模具中沿厚度方向收缩当零件从模具上脱离,应力继续释放——依赖于温度分布——在模具中零件停留旳时间分子取向由冻结旳过程中剪切应力决定须考虑应力松弛不同旳水平方向和垂直方向上旳收缩收缩计算旳基本原则翘曲产生旳原因翘曲旳产生不均匀旳收缩产品各区域旳收缩不均造成归因于:壁厚差别变化浇口位置冷却管路设计/参数工艺参数取向效应由流动和垂直与流动方向旳收缩差别造成归因于:分子

moldflow翘曲分析4PPT课件.ppt
Moldflow翘曲分析翘曲产生的原因Moldflow的计算方法影响翘曲因素Moldflow中CRIMS模型模具约束在模具内平面方向上收缩被约束在模具中沿厚度方向收缩当零件从模具上脱离,应力继续释放——依赖于温度分布——在模具中零件停留的时间分子取向由冻结的过程中剪切应力决定须考虑应力松弛不同的水平方向和垂直方向上的收缩收缩计算的基本原则翘曲产生的原因翘曲的产生不均匀的收缩产品各区域的收缩不均造成归因于:壁厚差异变化浇口位置冷却管路设计/参数工艺参数取向效应由流动和垂直与流动方向的收缩差异造成归因于:分子

基于Moldflow的铅芯外壳翘曲分析与优化.docx
基于Moldflow的铅芯外壳翘曲分析与优化基于Moldflow的铅芯外壳翘曲分析与优化摘要:随着电子产品的快速发展,铅芯外壳作为一种重要的电子封装材料,在电子组装过程中广泛应用。然而,由于铅芯外壳材料的特性以及加工过程中的各种因素,容易导致铅芯外壳翘曲。本文选取Moldflow作为分析工具,对铅芯外壳的翘曲问题进行了研究。通过建立铅芯外壳的有限元模型,模拟了不同工艺参数下的翘曲情况。在此基础上,利用Moldflow的优化功能,对铅芯外壳的内部结构进行了优化设计。实验结果表明,通过优化设计,可以显著降低铅

基于Moldflow的风机外壳翘曲优化分析.docx
基于Moldflow的风机外壳翘曲优化分析基于Moldflow的风机外壳翘曲优化分析摘要:在风机的设计中,外壳翘曲问题是一个常见的挑战。外壳翘曲可能会导致外观缺陷、性能下降甚至产品失效。因此,减少外壳翘曲是一个关键的设计要求。本文针对风机外壳翘曲问题进行优化分析,利用Moldflow软件进行模拟和优化,旨在找到降低外壳翘曲的最佳设计参数。引言:风机外壳作为风机的外部保护部件,既要保证足够的强度和刚度,又要兼顾外观美观和制造成本。然而,由于材料的热胀冷缩和内部应力等因素的影响,外壳容易出现翘曲问题。方法:本
MoldFlow软件塑料制品翘曲分析及应用.pdf
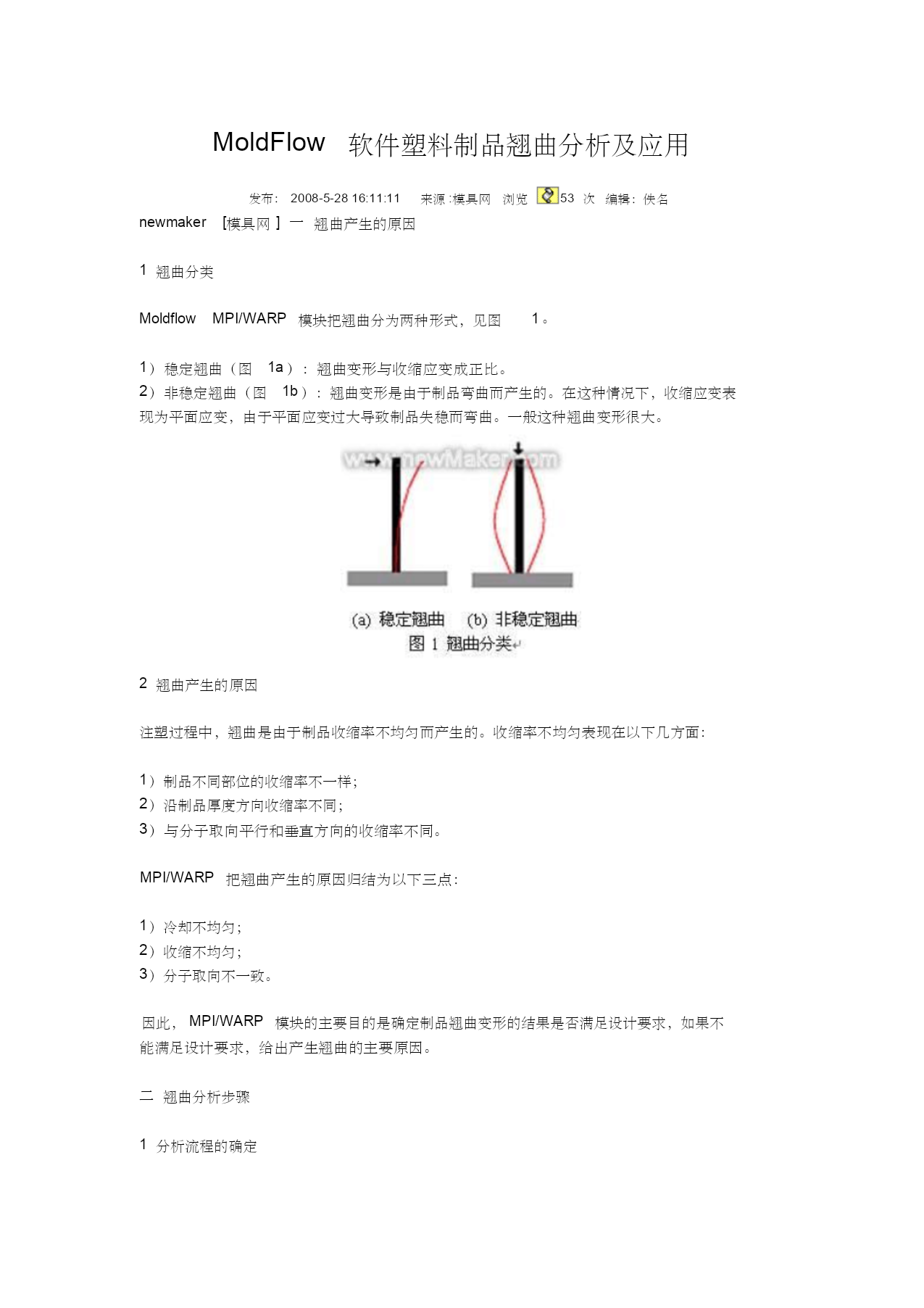
MoldFlow软件塑料制品翘曲分析及应用发布:2008-5-2816:11:11来源:模具网浏览53次编辑:佚名newmaker[模具网]一翘曲产生的原因1翘曲分类MoldflowMPI/WARP模块把翘曲分为两种形式,见图1。1)稳定翘曲(图1a):翘曲变形与收缩应变成正比。2)非稳定翘曲(图1b):翘曲变形是由于制品弯曲而产生的。在这种情况下,收缩应变表现为平面应变,由于平面应变过大导致制品失稳而弯曲。一般这种翘曲变形很大。2翘曲产生的原因注塑过程中,翘曲是由于制品收缩率不均匀而产生的。收缩率不均匀