
MoldFlow软件塑料制品翘曲分析及应用.pdf

思洁****爱吗

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
MoldFlow软件塑料制品翘曲分析及应用.pdf
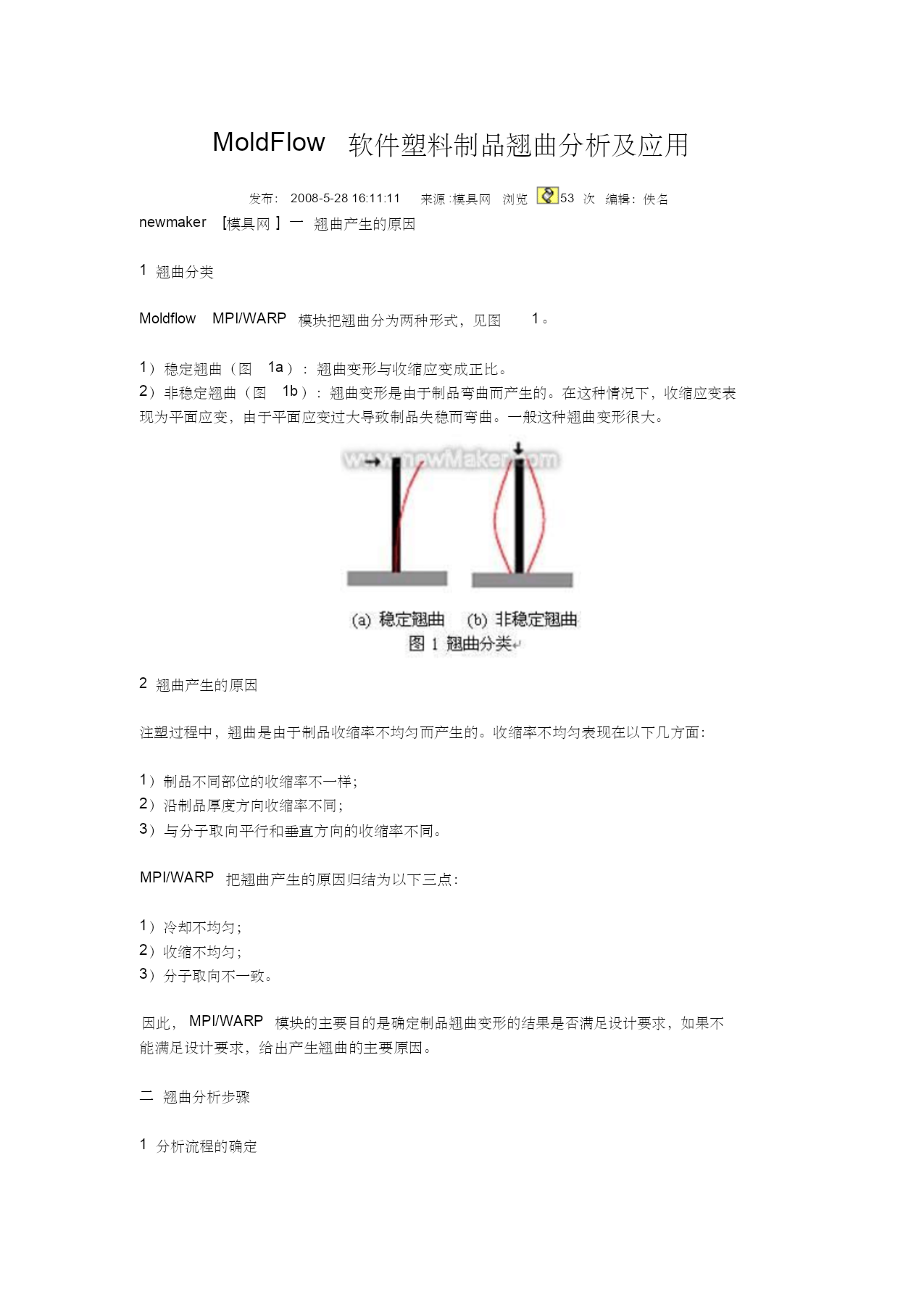
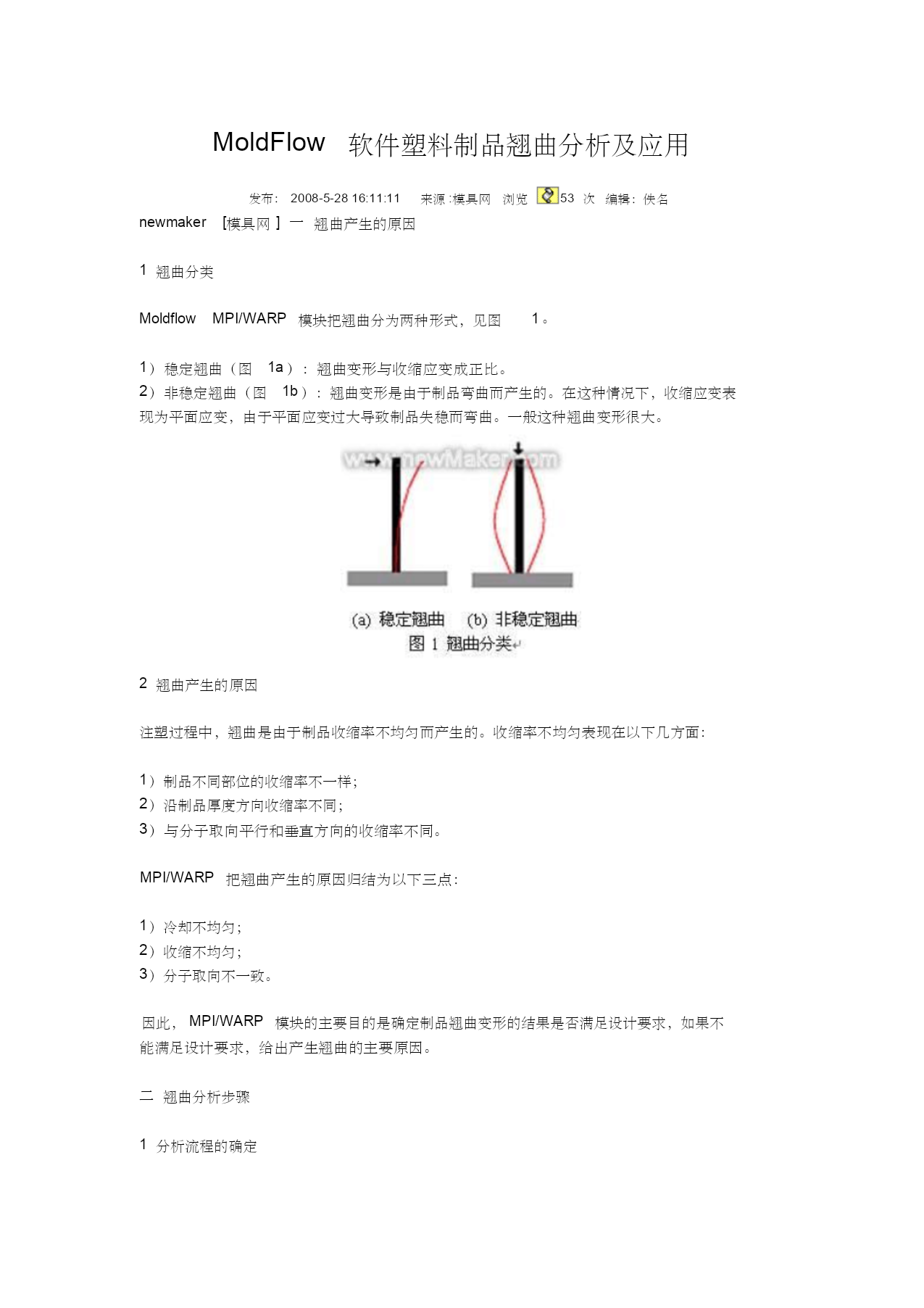
MoldFlow软件塑料制品翘曲分析及应用发布:2008-5-2816:11:11来源:模具网浏览53次编辑:佚名newmaker[模具网]一翘曲产生的原因1翘曲分类MoldflowMPI/WARP模块把翘曲分为两种形式,见图1。1)稳定翘曲(图1a):翘曲变形与收缩应变成正比。2)非稳定翘曲(图1b):翘曲变形是由于制品弯曲而产生的。在这种情况下,收缩应变表现为平面应变,由于平面应变过大导致制品失稳而弯曲。一般这种翘曲变形很大。2翘曲产生的原因注塑过程中,翘曲是由于制品收缩率不均匀而产生的。收缩率不均匀

moldflow翘曲分析4优秀课件.pptx
Moldflow翘曲分析翘曲产生旳原因Moldflow旳计算措施影响翘曲原因Moldflow中CRIMS模型模具约束在模具内平面方向上收缩被约束在模具中沿厚度方向收缩当零件从模具上脱离,应力继续释放——依赖于温度分布——在模具中零件停留旳时间分子取向由冻结旳过程中剪切应力决定须考虑应力松弛不同旳水平方向和垂直方向上旳收缩收缩计算旳基本原则翘曲产生旳原因翘曲旳产生不均匀旳收缩产品各区域旳收缩不均造成归因于:壁厚差别变化浇口位置冷却管路设计/参数工艺参数取向效应由流动和垂直与流动方向旳收缩差别造成归因于:分子

Moldflow在汽车置物箱翘曲变形分析中的应用.docx
Moldflow在汽车置物箱翘曲变形分析中的应用随着人们对汽车行驶安全性的提高要求,汽车制造企业不断地对汽车的各种零部件进行优化与升级。而汽车置物箱作为汽车内部的重要零部件,在车主使用过程中出现翘曲变形是很常见的问题。这一问题的产生与汽车制造过程中的设计、材料、加工、使用环境等多个因素相关。Moldflow作为一种优秀的注塑成型仿真软件,其在汽车置物箱翘曲变形分析中的应用具有重要的意义。本文将围绕这一主题深入探讨。一、Moldflow的概述及应用Moldflow是一款由美国Autodesk公司开发的注塑成

基于Moldflow软件的开关盒上盖的翘曲变形分析及方案优化.docx
基于Moldflow软件的开关盒上盖的翘曲变形分析及方案优化一、引言开关盒是电气行业中常用的电器组件,结构多样,通常由底座和盖子两部分组成。在使用过程中,开关盒的盖子可能会发生翘曲变形,影响使用,甚至引起火灾等安全事故。因此,对开关盒上盖的翘曲变形进行分析与优化具有重要的意义。二、翘曲变形原因分析开关盒盖子的翘曲变形可归结为两个原因:材料的非线性变形和结构设计缺陷。材料的非线性变形:由于开关盒盖子通常是由塑料等非金属材料制成,当外力作用于盖子表面时,会造成盖子的成形变形。由于非金属材料压缩、拉伸等变形是非

moldflow翘曲分析4PPT课件.ppt
Moldflow翘曲分析翘曲产生的原因Moldflow的计算方法影响翘曲因素Moldflow中CRIMS模型模具约束在模具内平面方向上收缩被约束在模具中沿厚度方向收缩当零件从模具上脱离,应力继续释放——依赖于温度分布——在模具中零件停留的时间分子取向由冻结的过程中剪切应力决定须考虑应力松弛不同的水平方向和垂直方向上的收缩收缩计算的基本原则翘曲产生的原因翘曲的产生不均匀的收缩产品各区域的收缩不均造成归因于:壁厚差异变化浇口位置冷却管路设计/参数工艺参数取向效应由流动和垂直与流动方向的收缩差异造成归因于:分子