
铸造引流用保温流槽.pdf

努力****弘毅


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸造引流用保温流槽.pdf
本发明涉及一种铸造引流用保温流槽,其特征是:包括流槽预制件,流槽预制件上具有槽体,流槽预制件的内部设置空穴,在空穴中紧实填充多层保温材料;在所述槽体内壁与空穴之间的流槽预制件上开设多个圆孔,圆孔沿槽体的内壁均匀布置,在圆孔内安装电加热元件,每个电加热元件由耐热板串联在一起。所述空穴的形状与流槽预制件的外轮廓一致。所述空穴的形状大致呈U型。所述最上端的电加热元件通过耐热电线连接外部电源。本发明所述的铸造引流用保温流槽,可解决流槽安装更换繁琐的问题,提高了人员效率,节省了材料成本,同时解决了以往流槽保温效果不

流槽的制造方法以及流槽.pdf
一种制造流槽(1)的方法,该流槽用于与溶剂萃取沉淀器(2)配合地使用,该方法包括:在制造地点例如在工程车间中制造多个自支承流槽元件模块(3),各流槽元件模块有符合货运集装箱标准的外部尺寸、强度以及装卸和固定装置(4);通过能够处理和输送与货运集装箱标准相容的单元的输送设备例如卡车、拖车和集装箱轮船将流槽元件模块(3)作为正常货物输送到安装地点;以及在安装地点将流槽元件模块(3)安装成模块组(5),该模块组形成完整的流槽。流槽(1)包括流槽模块组(5),该流槽模块组包括自支承的流槽元件模块(3),各流槽元件

一种减少曳引轮绳槽面硬度差的铸造工艺.pdf
本发明涉及一种减少曳引轮绳槽面硬度差的铸造工艺,包括以下工艺步骤:制作上砂箱、制作下砂箱、制芯、铣制铁水浇注通道、合箱、(f)浇注、清理。通过在内腔砂芯铣制进水口使冒口与型砂空腔多点连通,一方面由于内腔砂芯位于型腔中央,能够使得浇注的铁水从中间进水,另一方面冒口与型砂空腔多点连通,使得铁水到达绳槽面同一水平面的时间一致,绳槽面一圈温度差异不大、比较均匀,后续凝固过程基本一致,减少了曳引轮绳槽面硬度差,提高了铸件的产品质量。
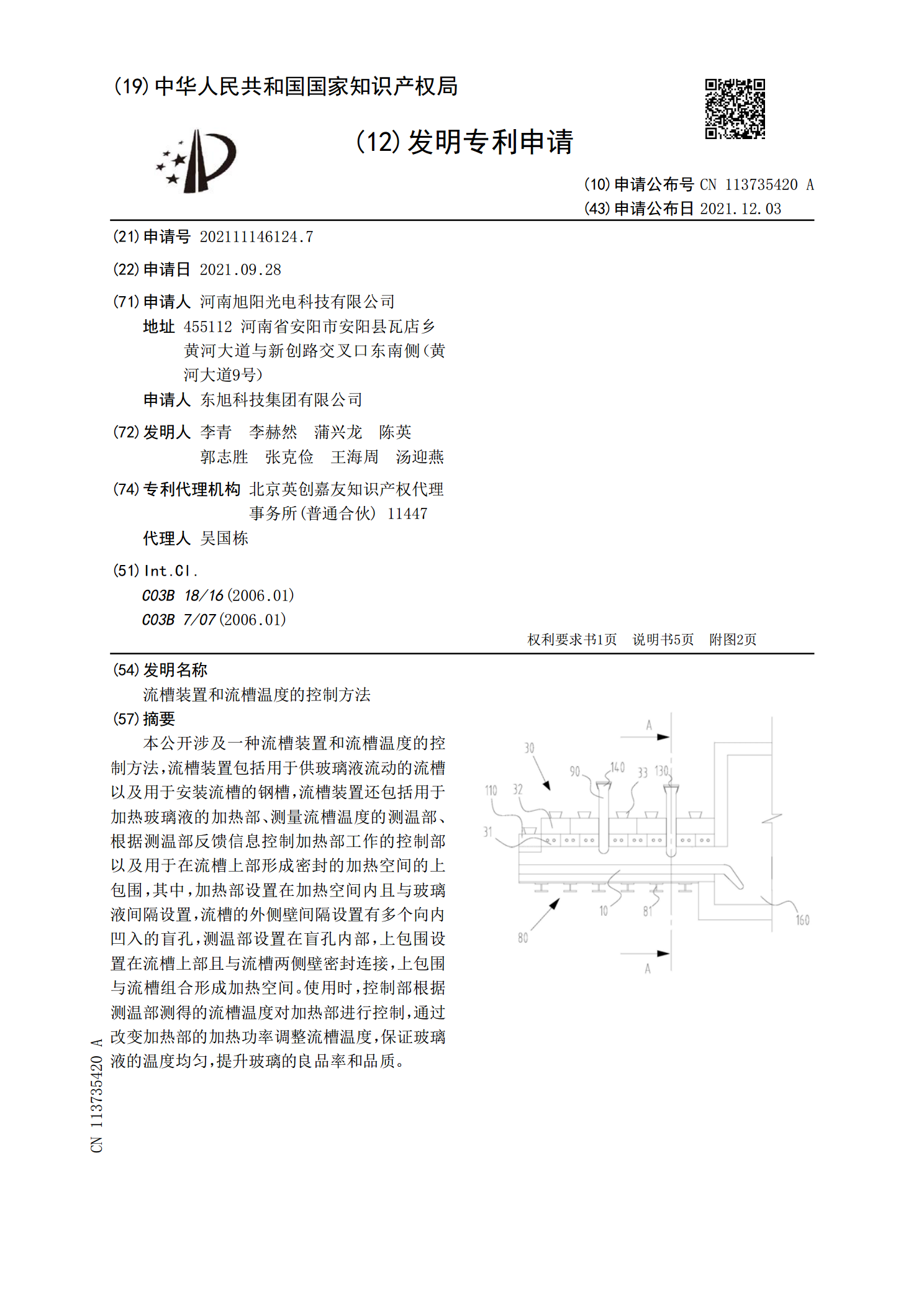
流槽装置和流槽温度的控制方法.pdf
本公开涉及一种流槽装置和流槽温度的控制方法,流槽装置包括用于供玻璃液流动的流槽以及用于安装流槽的钢槽,流槽装置还包括用于加热玻璃液的加热部、测量流槽温度的测温部、根据测温部反馈信息控制加热部工作的控制部以及用于在流槽上部形成密封的加热空间的上包围,其中,加热部设置在加热空间内且与玻璃液间隔设置,流槽的外侧壁间隔设置有多个向内凹入的盲孔,测温部设置在盲孔内部,上包围设置在流槽上部且与流槽两侧壁密封连接,上包围与流槽组合形成加热空间。使用时,控制部根据测温部测得的流槽温度对加热部进行控制,通过改变加热部的加热
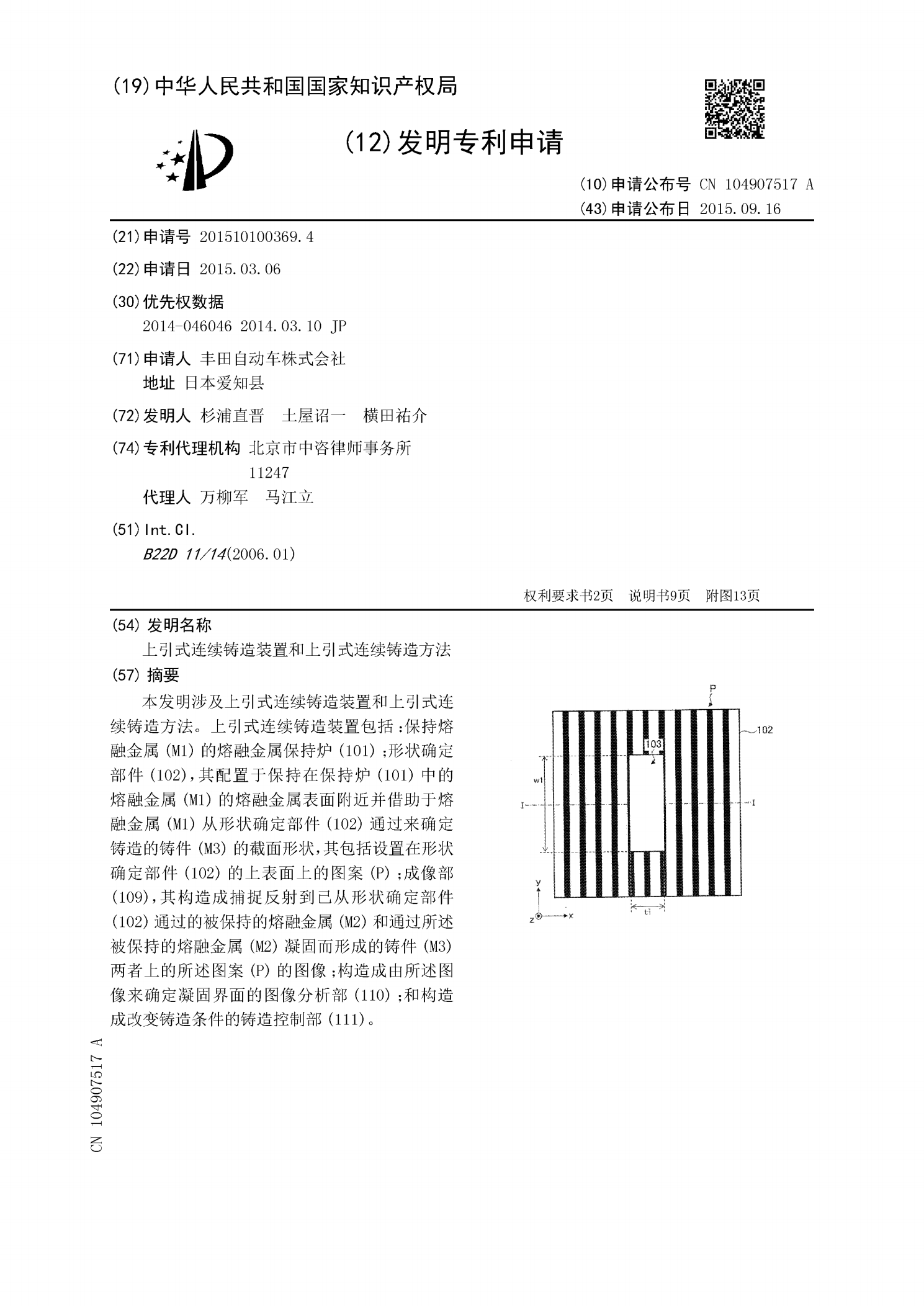
上引式连续铸造装置和上引式连续铸造方法.pdf
本发明涉及上引式连续铸造装置和上引式连续铸造方法。上引式连续铸造装置包括:保持熔融金属(M1)的熔融金属保持炉(101);形状确定部件(102),其配置于保持在保持炉(101)中的熔融金属(M1)的熔融金属表面附近并借助于熔融金属(M1)从形状确定部件(102)通过来确定铸造的铸件(M3)的截面形状,其包括设置在形状确定部件(102)的上表面上的图案(P);成像部(109),其构造成捕捉反射到已从形状确定部件(102)通过的被保持的熔融金属(M2)和通过所述被保持的熔融金属(M2)凝固而形成的铸件(M3)