
精确安装曲轴正时齿轮的工装组件.pdf

一条****丹淑

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

精确安装曲轴正时齿轮的工装组件.pdf
本发明公开了一种精确安装曲轴正时齿轮的工装组件,包括:找正机构,其用来初步找正曲轴的中心线,该找正机构的前端设有正时指针,曲轴的中心线由正时指针来指示;以及工装检具,其为套筒形状,其能够套装在曲轴的小头轴颈上,该工装检具包括外套和定位键,定位键设在外套的外端的内壁上,定位键与曲轴的键槽匹配,外套的内端的上端口设有检验缺口,检验缺口与定位键的中心线重合,通过正时指针是否与检验缺口吻合来检测正时指针是否对准曲轴的中心线。该工装组件可以确保曲轴正时齿轮的精确安装。

曲轴正时齿轮安装定位机构.pdf
本发明公开了一种曲轴正时齿轮安装定位机构,包括:正时齿轮定位键槽,其设于正时齿轮安装端面上;定位工装,其具有前端定位爪、中间定位爪、后端定位爪以及定位杆,定位杆的设置位置为与发动机最后端一缸的曲轴曲柄销上止点的相位重合,且前、后端定位爪与相应的曲轴主轴颈相接触,同时中间定位爪与曲轴曲柄销相接触;正时齿轮经热压装配在曲轴后端且定位键槽与定位工装上的所述定位杆对准安装。本发明通过定位工装与正时齿轮上的定位凹槽对齐配合,既可保证正时定位,又可保证结构简单、加工方便。

一种曲轴正时齿轮装配组件及方法.pdf
本发明公开了一种曲轴正时齿轮装配组件及方法,其中,该装配组件包括:导向轴、以及轴向滑动套装在所述导向轴上的导向套;该方法包括:设置由导向轴和导向套构成的装配组件,并根据装配组件设置曲轴和正时齿轮;将正时齿轮安装到装配组件的导向套上;将装配组件的导向轴安装到曲轴小头上;用压装机将装配组件连同曲轴正时齿轮压装入曲轴小头,完成曲轴正时齿轮的装配。本发明所述装配组件及方法,可以克服现有技术中压装难度大、装配稳定性差及精度低等缺陷,以实现减轻压装难度、并提高装配稳定性和精度。
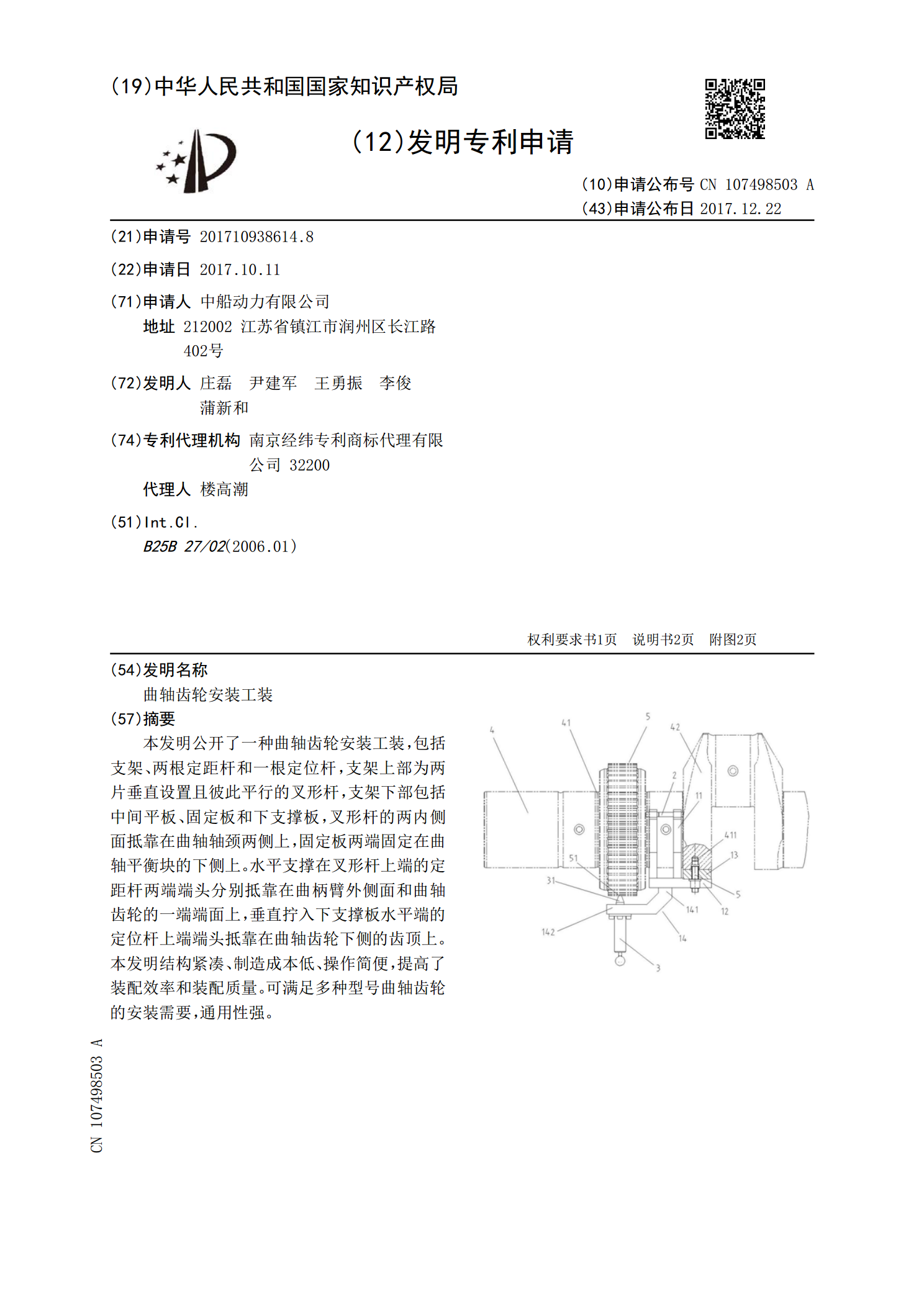
曲轴齿轮安装工装.pdf
本发明公开了一种曲轴齿轮安装工装,包括支架、两根定距杆和一根定位杆,支架上部为两片垂直设置且彼此平行的叉形杆,支架下部包括中间平板、固定板和下支撑板,叉形杆的两内侧面抵靠在曲轴轴颈两侧上,固定板两端固定在曲轴平衡块的下侧上。水平支撑在叉形杆上端的定距杆两端端头分别抵靠在曲柄臂外侧面和曲轴齿轮的一端端面上,垂直拧入下支撑板水平端的定位杆上端端头抵靠在曲轴齿轮下侧的齿顶上。本发明结构紧凑、制造成本低、操作简便,提高了装配效率和装配质量。可满足多种型号曲轴齿轮的安装需要,通用性强。
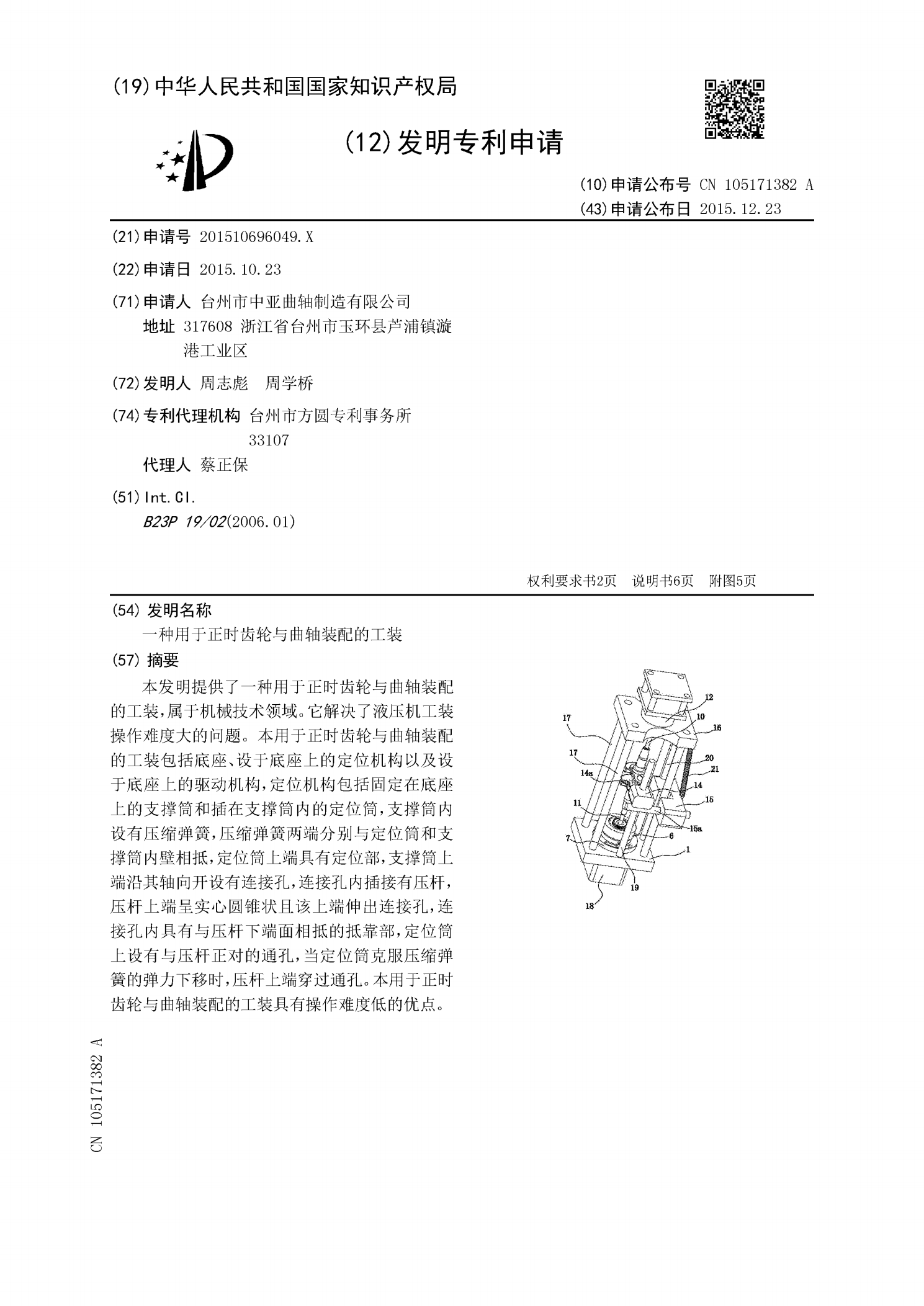
一种用于正时齿轮与曲轴装配的工装.pdf
本发明提供了一种用于正时齿轮与曲轴装配的工装,属于机械技术领域。它解决了液压机工装操作难度大的问题。本用于正时齿轮与曲轴装配的工装包括底座、设于底座上的定位机构以及设于底座上的驱动机构,定位机构包括固定在底座上的支撑筒和插在支撑筒内的定位筒,支撑筒内设有压缩弹簧,压缩弹簧两端分别与定位筒和支撑筒内壁相抵,定位筒上端具有定位部,支撑筒上端沿其轴向开设有连接孔,连接孔内插接有压杆,压杆上端呈实心圆锥状且该上端伸出连接孔,连接孔内具有与压杆下端面相抵的抵靠部,定位筒上设有与压杆正对的通孔,当定位筒克服压缩弹簧的