
一种高速列车铸铝齿轮箱下箱体金属型低压铸造模具.pdf

萌运****魔王


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高速列车铸铝齿轮箱下箱体金属型低压铸造模具.pdf
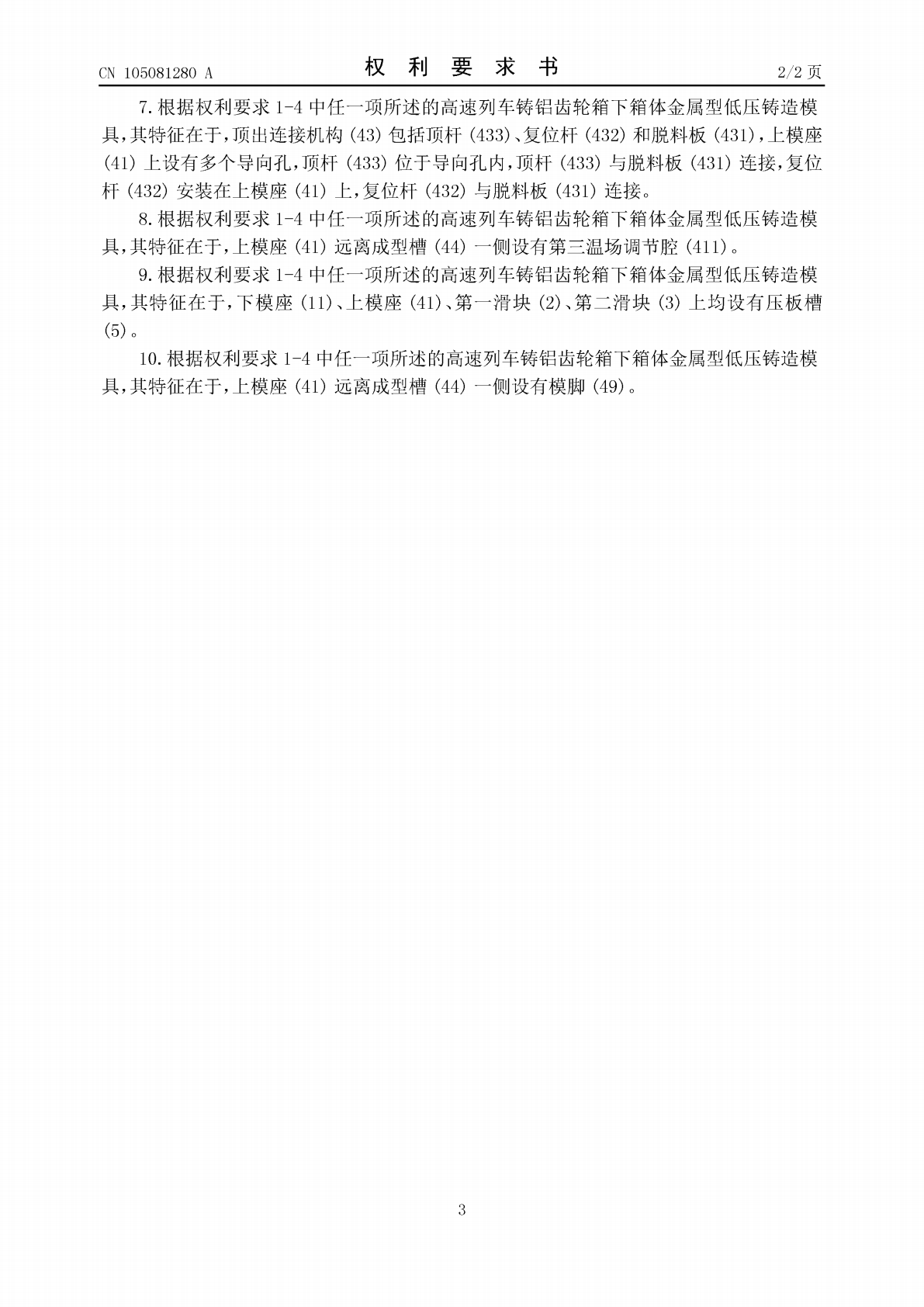
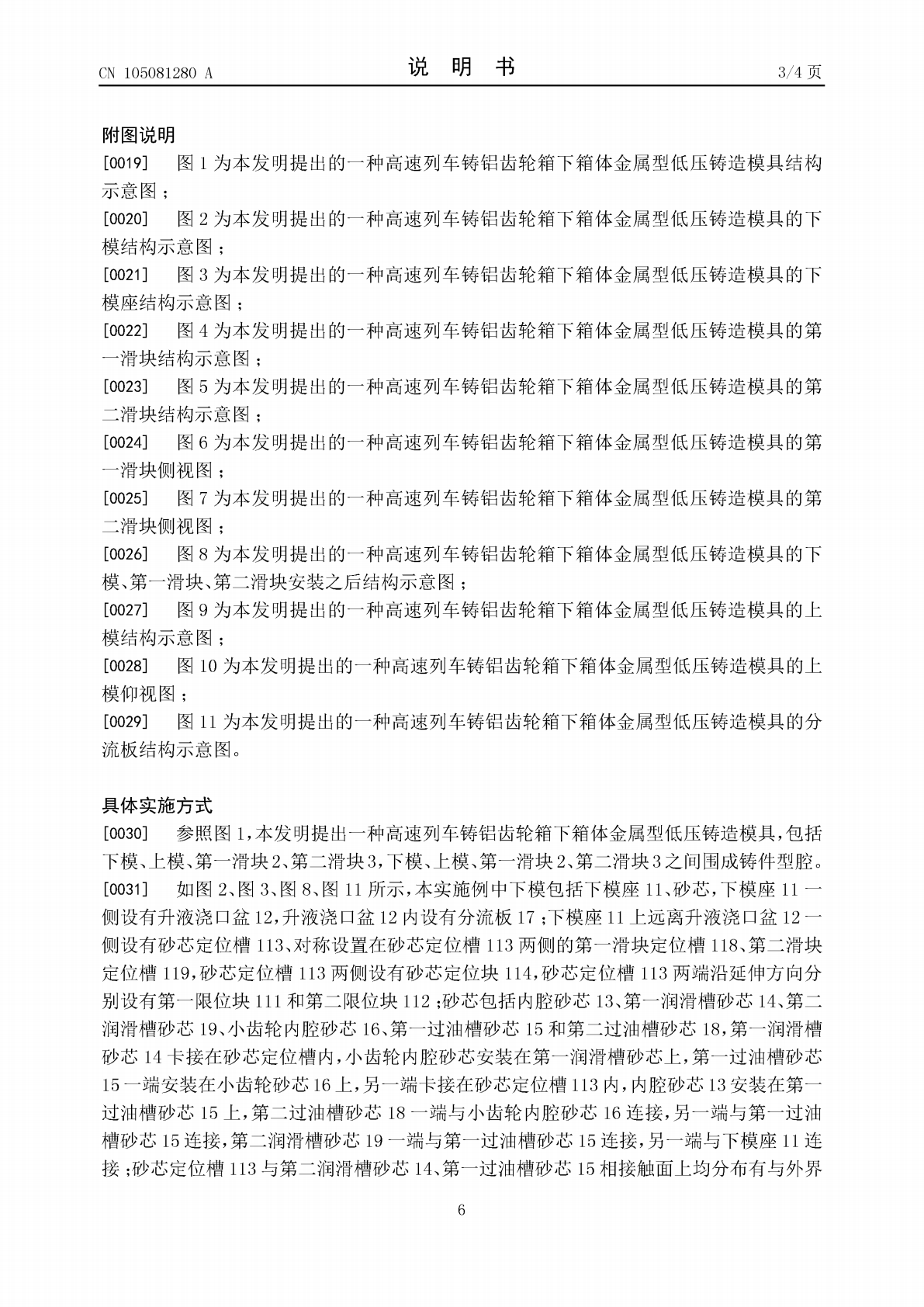
本发明提出了一种高速列车铸铝齿轮箱下箱体金属型低压铸造模具,包括下模、上模、第一滑块、第二滑块,下模、上模、第一滑块、第二滑块之间围成铸件型腔,下模座上远离升液浇口盆一侧设有砂芯定位槽,砂芯定位槽两端沿延伸方向分别设有第一限位块和第二限位块;第一滑块、第二滑块对称设置在砂芯的两侧,第一滑块靠近砂芯一侧设有与砂芯相适配的第一成型凸块,第二滑块靠近砂芯一侧设有与砂芯相适配的第二成型凸块;上模包括上模座,上模座上设有与砂芯相适配的成型槽,上模通过第一限位块卡槽、第二限位块卡槽分别与第一限位块、第二限位块卡接。本

一种高速列车铸铝齿轮箱上箱体金属型低压铸造模具.pdf
本发明提出了一种高速列车铸铝齿轮箱上箱体金属型低压铸造模具,包括下模、上模、第一滑块、第二滑块,下模、上模、第一滑块、第二滑块之间围成铸件型腔,下模包括下模座、砂芯,下模座远离升液浇口盆一侧设有砂芯定位槽、对称设置在砂芯定位槽两侧的第一滑块限位槽和第二滑块限位槽,砂芯定位槽两端沿延伸方向对称设有两个上模限位块,砂芯卡接在砂芯定位槽内;第一滑块卡接在第一滑块限位槽内;第二滑块卡接在第二滑块限位槽内;上模包括上模座;上模座远离第三成型槽一侧设有顶出连接机构。本发明生产出的铸件组织致密、轮廓清晰、内外表面光洁,
一种高速列车铸铝齿轮箱箱体金属型低压铸造工艺.pdf
本发明提出了一种高速列车铸铝齿轮箱箱体金属型低压铸造工艺,包括如下步骤:S1、三维建模;S2、确定铸造工艺参数;S3、绘制铸造毛坯三维图纸,确定最终的铸造工艺方案;S4、设计铸造模具造型;S5、制造金属型低压模具和内腔树脂砂热芯盒模具;S6、压制树脂砂齿轮箱内腔砂芯、迷宫砂芯、回油槽砂芯、挡油板砂芯;S7、对整个模具预热;S8、将熔炼之后的铸造合金材料加入低压铸造机保温炉内;S9、将S6制造出的内腔砂芯、迷宫砂芯、回油槽砂芯、挡油板砂芯安装在低压铸造机上;S10、根据S2的铸造工艺参数浇注产品;S11、对
一种高速列车铸铝齿轮箱模具加工用喷砂装置.pdf
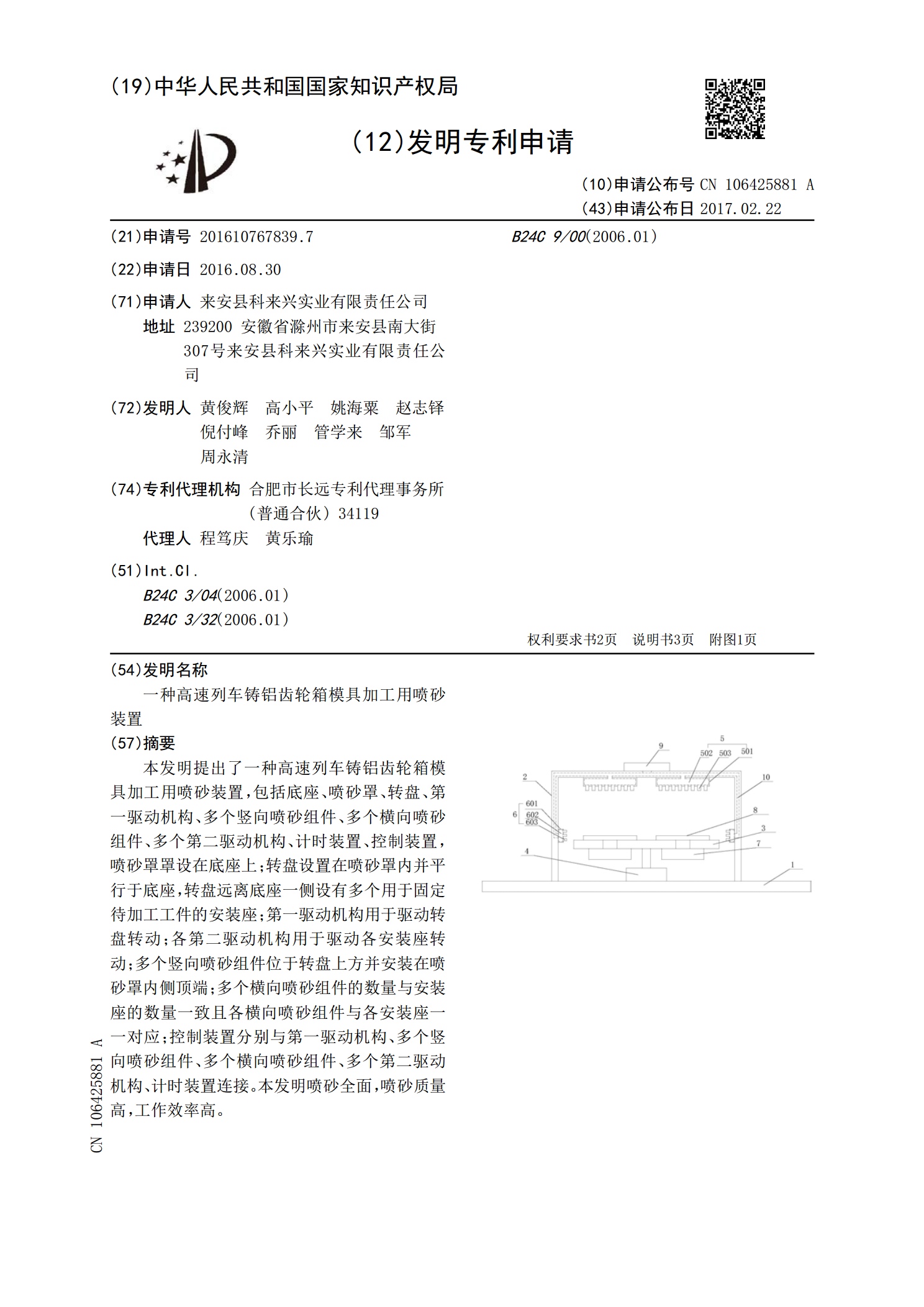
本发明提出了一种高速列车铸铝齿轮箱模具加工用喷砂装置,包括底座、喷砂罩、转盘、第一驱动机构、多个竖向喷砂组件、多个横向喷砂组件、多个第二驱动机构、计时装置、控制装置,喷砂罩罩设在底座上;转盘设置在喷砂罩内并平行于底座,转盘远离底座一侧设有多个用于固定待加工工件的安装座;第一驱动机构用于驱动转盘转动;各第二驱动机构用于驱动各安装座转动;多个竖向喷砂组件位于转盘上方并安装在喷砂罩内侧顶端;多个横向喷砂组件的数量与安装座的数量一致且各横向喷砂组件与各安装座一一对应;控制装置分别与第一驱动机构、多个竖向喷砂组件、

大型齿轮箱体卡嵌式金属型重力铸造模具.pdf
一种大型齿轮箱体卡嵌式金属型重力铸造模具,包括上抽芯定位座、上抽芯、侧抽芯定位座、侧抽型芯、下模座、退料器、浇口侧模、左右模定位导向座、左模和右模,所述退料器设置在下模座下方,左模和右模上设有上抽芯定位座,下模座上设有侧抽芯定位座、左右模定位导向座、浇口侧模和下抽芯,上抽芯定位座和侧抽芯定位座内分别设有可抽动的上抽芯和侧抽型芯;下模座上设有可沿左右合模导向定位键滑动合模的左模和右模,左模和右模通过左右模定位导向座与左右模导向定位键配合。本发明由传统砂型铸造改为金属型重力铸造的大型齿轮箱体卡嵌式