
ZL50型装载机轮边减速器齿圈开裂修复工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

ZL50型装载机轮边减速器齿圈开裂修复工艺.docx
ZL50型装载机轮边减速器齿圈开裂修复工艺ZL50型装载机是一种广泛使用的大型装载机,其主耗部件之一就是轮边减速器。轮边减速器是一组齿轮传动系统,能够将发动机所产生的高速转动转化为车轮所需的低速高扭矩转动。然而,在使用过程中,由于长时间摩擦和受力,轮边减速器齿圈容易出现开裂的情况,影响了装载机的正常使用。因此,本文针对ZL50型装载机轮边减速器齿圈开裂问题进行研究,提出相应的修复工艺和措施。一、开裂原因分析轮边减速器齿圈开裂主要有以下几个原因:(一)质量问题:由于生产厂家的加工和装配不当、材料质量不合格等

装载机轮边减速器正交试验优化设计.docx
装载机轮边减速器正交试验优化设计概述装载机轮边减速器是装载机的重要部件之一,主要用于减缓车轮转速,提供给各个液压系统所需的动力和扭矩。因此,轮边减速器的性能对装载机的工作效率、耐久性和可靠性都有着非常重要的影响。为了达到最佳的减速效果,需要对装载机轮边减速器进行正交试验优化设计。正交试验优化设计方法正交试验是一种有效的试验设计方法,可以从大量的试验数据中提取出关键因素和影响规律,以此来确定最佳试验方案和参数。在装载机轮边减速器的试验中,正交试验可以分为以下几个步骤:1.确定试验因素试验因素通常包括减速比、
滑移装载机轮边支承.pdf
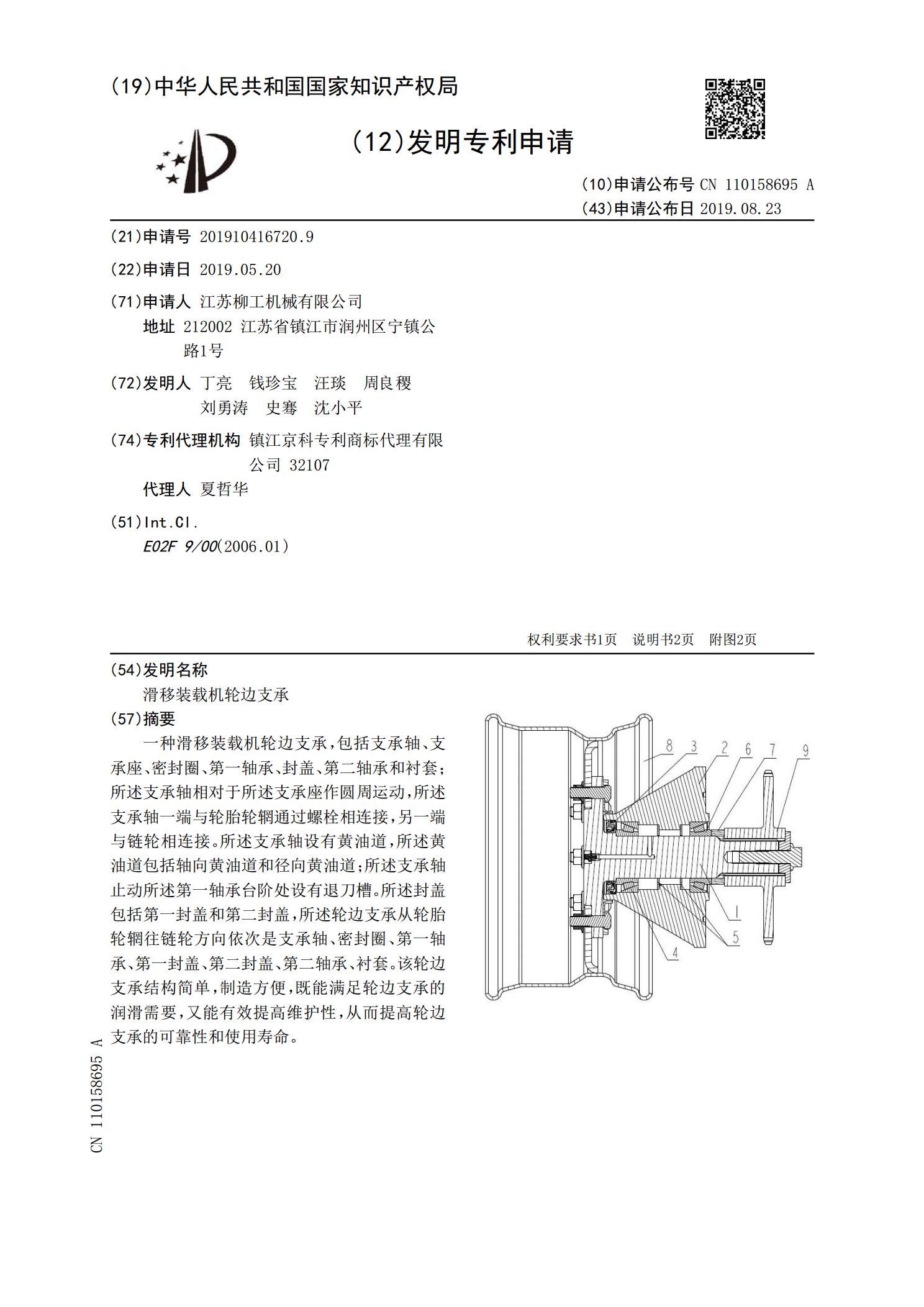
一种滑移装载机轮边支承,包括支承轴、支承座、密封圈、第一轴承、封盖、第二轴承和衬套;所述支承轴相对于所述支承座作圆周运动,所述支承轴一端与轮胎轮辋通过螺栓相连接,另一端与链轮相连接。所述支承轴设有黄油道,所述黄油道包括轴向黄油道和径向黄油道;所述支承轴止动所述第一轴承台阶处设有退刀槽。所述封盖包括第一封盖和第二封盖,所述轮边支承从轮胎轮辋往链轮方向依次是支承轴、密封圈、第一轴承、第一封盖、第二封盖、第二轴承、衬套。该轮边支承结构简单,制造方便,既能满足轮边支承的润滑需要,又能有效提高维护性,从而提高轮边支

ZL50型装载机动臂焊接变形分析及工艺措施.docx
ZL50型装载机动臂焊接变形分析及工艺措施一、引言近年来,随着工业化和城市化的快速发展,装载机的需求量也急剧增加。其中,ZL50型装载机作为目前市场上最主要的产品之一,因其操作性能优越和维护方便等优点,在市场上取得了广泛的应用。然而,在实际生产过程中,装载机动臂的焊接变形问题一直是制约产品质量的重要因素之一,因此,探究其成因及改进方案非常必要。二、焊接变形的成因作为ZL50装载机中最重要的部件之一,动臂的焊接变形主要有以下几个成因。1.材料的影响:由于材料的不均匀和变形能力不同,容易造成焊接变形。2.温度

轮边减速器齿圈及其制造方法.pdf
本发明公开了一种轮边减速器齿圈的制造方法,包括:a、制造毛坯;b、对毛坯进行冷挤压前处理,以形成适于进行冷挤压操作的冷挤压坯材;c、将冷挤压坯材放入冷挤压模具中,进行冷挤压操作,以形成与轮边减速器齿圈具有相同结构的半成品;d、对半成品进行表面处理,以制得轮边减速器齿圈;其中,冷挤压前处理包括:对毛坯进行正火热处理,然后再进行球化退火热处理,其中,球化退火热处理将毛坯加热至770℃~790℃并在780℃~790℃的温度下保温2.5h~3.5h,然后以大于或者等于50℃/s的冷却速度冷却到670℃~690℃,