
Ti_2AlNb基合金固态扩散连接工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

Ti_2AlNb基合金固态扩散连接工艺.docx
Ti_2AlNb基合金固态扩散连接工艺概述:Ti_2AlNb基合金是近年来新型高强度、高性能材料,因其优异的力学性能与高温氧化抗腐蚀性能,被广泛应用于航空航天领域。而固态扩散连接(solid-statediffusionbonding)作为一种无缝连接的方法,广泛应用于高温环境下、要求高可靠性和耐腐蚀性的材料连接。本文将主要介绍Ti_2AlNb基合金固态扩散连接的研究现状及工艺方法。一、Ti_2AlNb基合金的特性1.强度高:Ti_2AlNb基合金具有较高的屈服强度和抗拉强度,在室温下分别达到了1.0GP

Ti2AlNb基合金固态扩散连接工艺研究的中期报告.docx
Ti2AlNb基合金固态扩散连接工艺研究的中期报告摘要:本报告介绍了一种用于Ti2AlNb基合金的固态扩散连接工艺,包括工艺流程、实验方法和初步结果。该工艺利用钛箔在680℃下扩散到Ti2AlNb基合金上形成连接,并通过拉伸测试和显微结构观察进行了评估。初步结果表明,连接的力学性能具有一定的优秀性能,但还需进一步优化工艺参数。关键词:Ti2AlNb基合金;固态扩散连接;钛箔;力学性能1.研究背景Ti2AlNb基合金具有高的比强度和优异的耐腐蚀性,因此在航空与航天等高端制造领域得到广泛应用。然而,在应用中常

Ti_2AlNb合金瞬时液相扩散连接接头界面组织及性能分析.docx
Ti_2AlNb合金瞬时液相扩散连接接头界面组织及性能分析摘要钛合金和铝合金在航空、航天等领域有广泛应用,如何实现这两种材料的高强度连接是一个关键的技术问题。本研究选取Ti-6Al-4V和Al-6061两种典型的合金材料,应用瞬时液相扩散连接技术制备出Ti_2AlNb合金连接接头,并对接头界面组织及性能进行分析。结果表明,成功制备了无孔的连接接头。连接区域形成了薄的相间界,其中间均匀分布着Ti_2AlNb相和Al_3Ti相。拉伸试验表明,连接接头具有高强度和良好的塑性,并且断口几乎都在基材上发生,说明连接
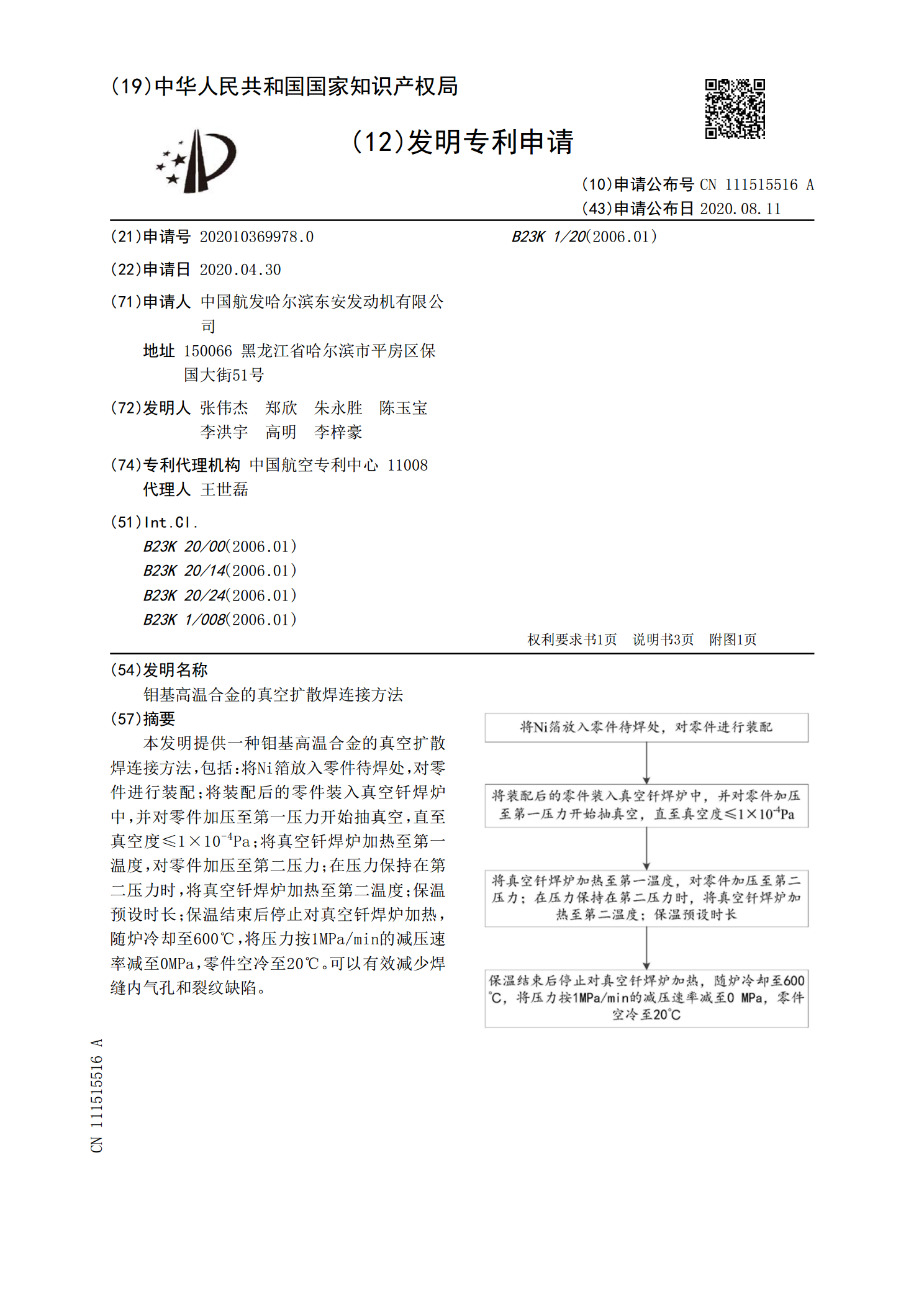
钼基高温合金的真空扩散焊连接方法.pdf
本发明提供一种钼基高温合金的真空扩散焊连接方法,包括:将Ni箔放入零件待焊处,对零件进行装配;将装配后的零件装入真空钎焊炉中,并对零件加压至第一压力开始抽真空,直至真空度≤1×10

锆基块体非晶合金的扩散焊连接研究.docx
锆基块体非晶合金的扩散焊连接研究锆基块体非晶合金的扩散焊连接研究摘要:近年来,随着各种新型材料的涌现和应用,锆基块体非晶合金由于其独特的物理和化学性质,在航空航天、能源等领域得到了广泛的关注。扩散焊连接是一种常用的连接方法,本论文旨在研究锆基块体非晶合金的扩散焊连接技术。首先,介绍了锆基块体非晶合金的特点和应用领域。然后,详细阐述了扩散焊连接的原理与过程,并对扩散焊过程中的参数进行了分析和探讨。接下来,采用实验方法,研究了不同扩散焊参数对锆基块体非晶合金连接性能的影响。最后,对实验结果进行总结和分析,并提