
钼基高温合金的真空扩散焊连接方法.pdf

猫巷****志敏

1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钼基高温合金的真空扩散焊连接方法.pdf
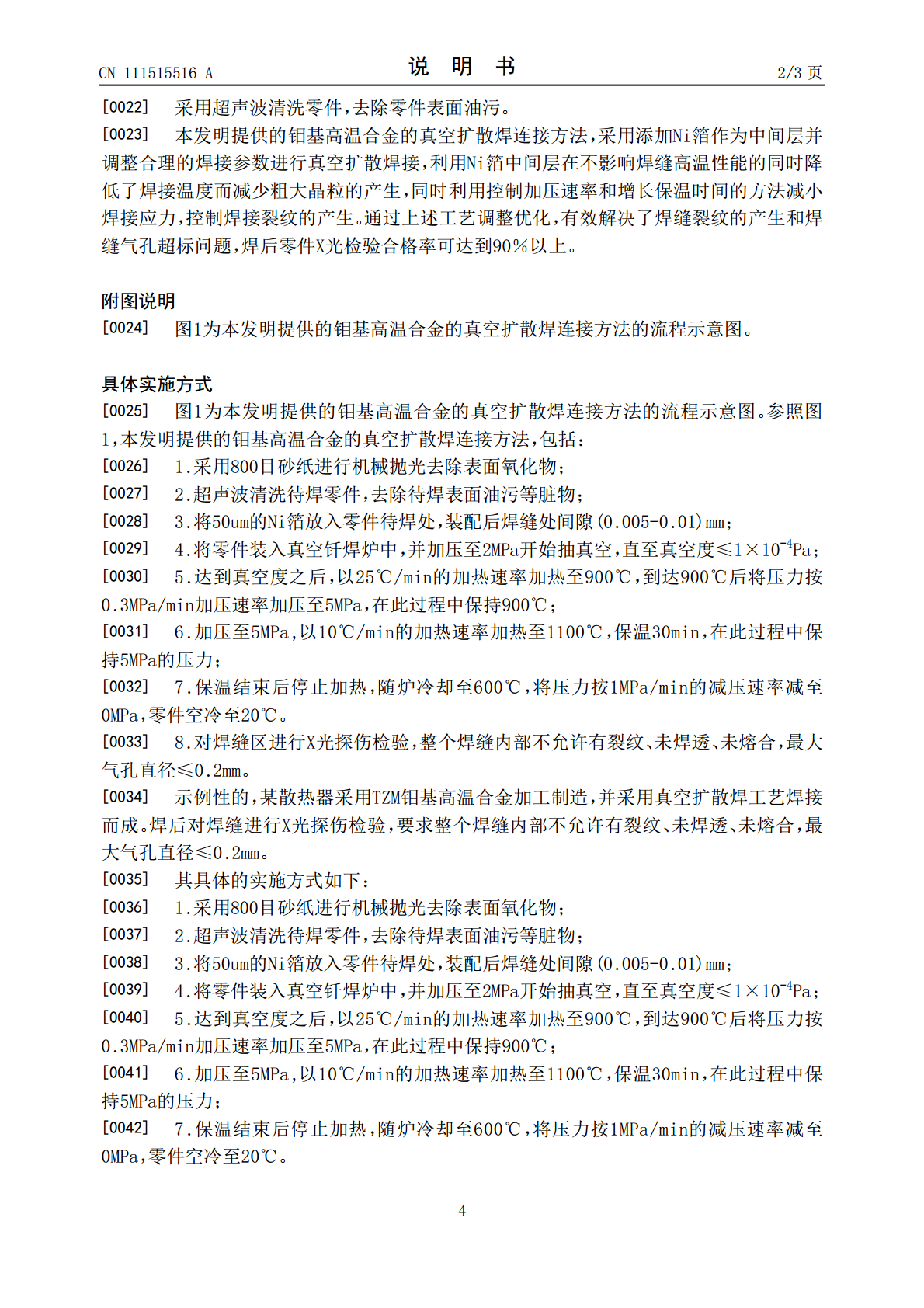
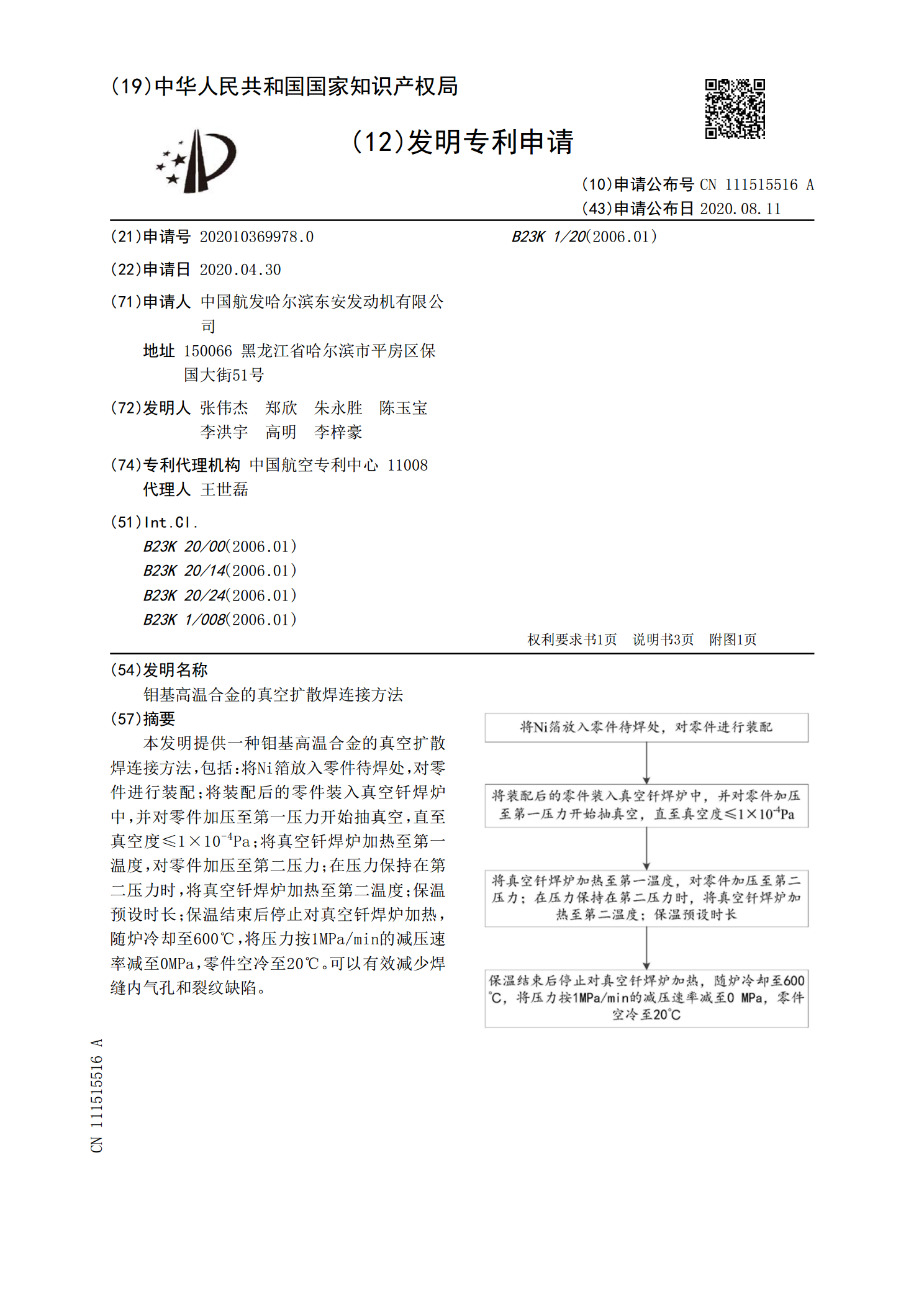
本发明提供一种钼基高温合金的真空扩散焊连接方法,包括:将Ni箔放入零件待焊处,对零件进行装配;将装配后的零件装入真空钎焊炉中,并对零件加压至第一压力开始抽真空,直至真空度≤1×10
钼基高温合金蜂窝结构的真空扩散焊连接方法.pdf
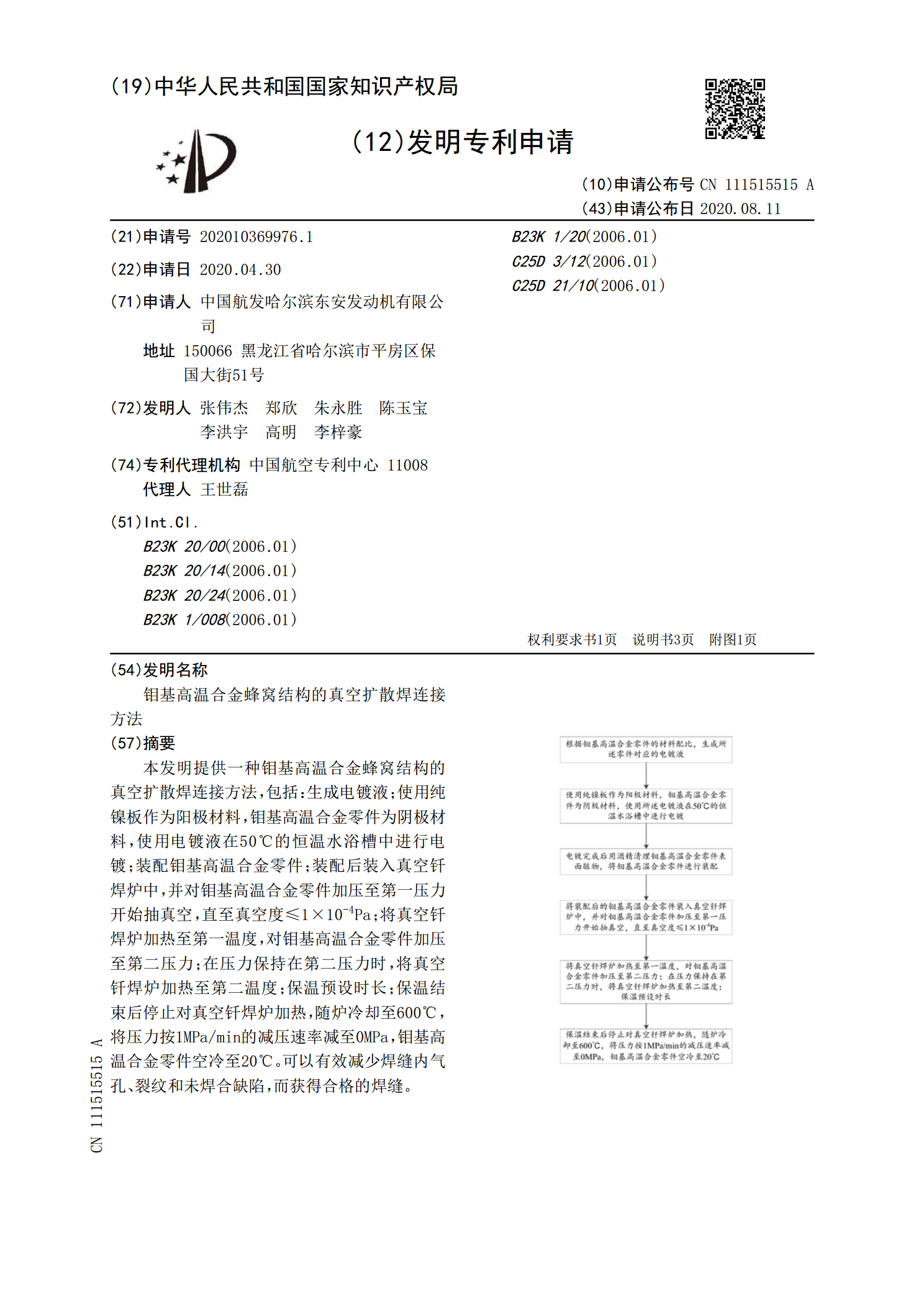
本发明提供一种钼基高温合金蜂窝结构的真空扩散焊连接方法,包括:生成电镀液;使用纯镍板作为阳极材料,钼基高温合金零件为阴极材料,使用电镀液在50℃的恒温水浴槽中进行电镀;装配钼基高温合金零件;装配后装入真空钎焊炉中,并对钼基高温合金零件加压至第一压力开始抽真空,直至真空度≤1×10
一种钼铜合金与镍基高温合金的真空扩散钎焊工艺.pdf
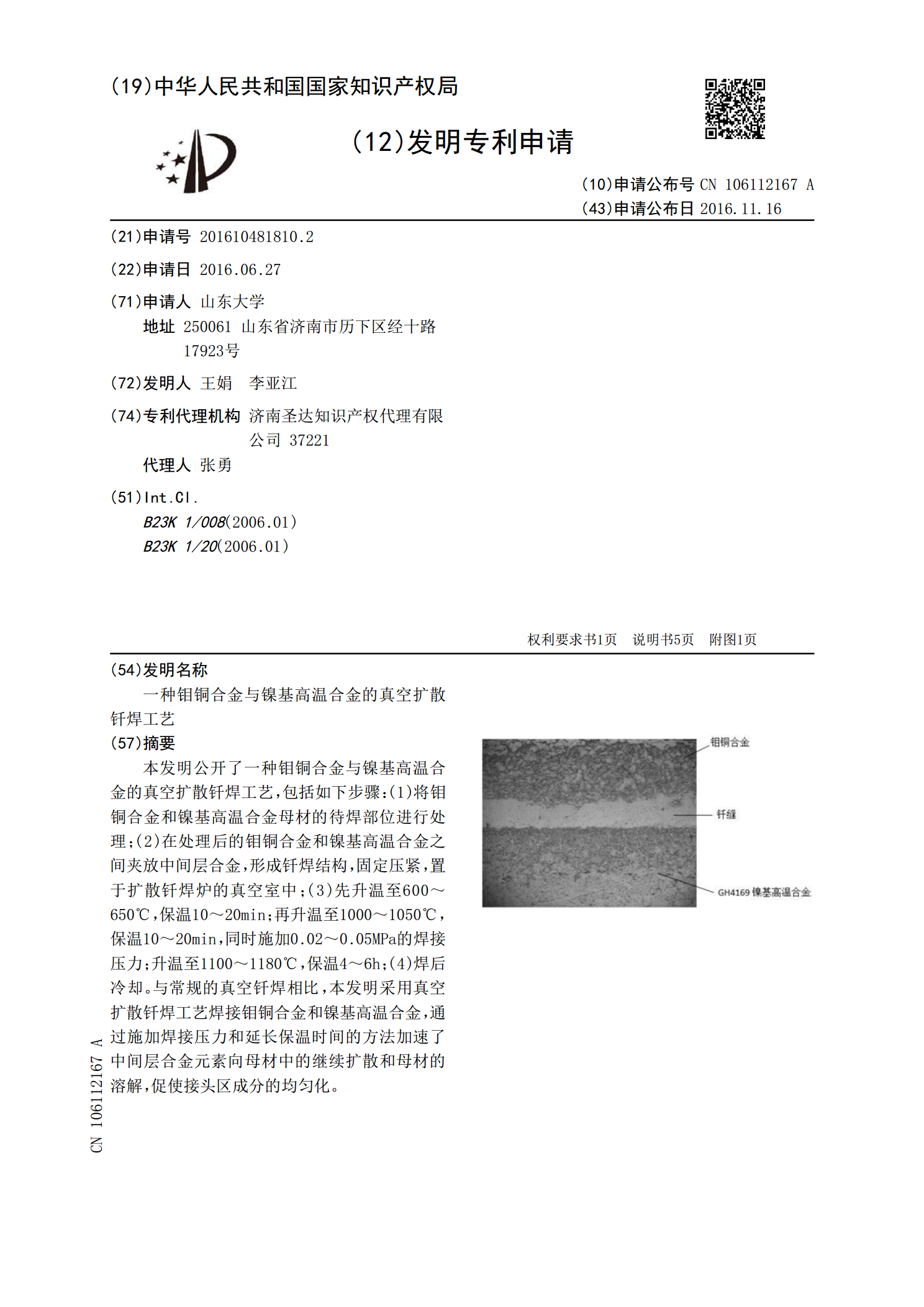
本发明公开了一种钼铜合金与镍基高温合金的真空扩散钎焊工艺,包括如下步骤:(1)将钼铜合金和镍基高温合金母材的待焊部位进行处理;(2)在处理后的钼铜合金和镍基高温合金之间夹放中间层合金,形成钎焊结构,固定压紧,置于扩散钎焊炉的真空室中;(3)先升温至600~650℃,保温10~20min;再升温至1000~1050℃,保温10~20min,同时施加0.02~0.05MPa的焊接压力;升温至1100~1180℃,保温4~6h;(4)焊后冷却。与常规的真空钎焊相比,本发明采用真空扩散钎焊工艺焊接钼铜合金和镍基高
异种镍钛基形状记忆合金扩散焊连接方法.pdf
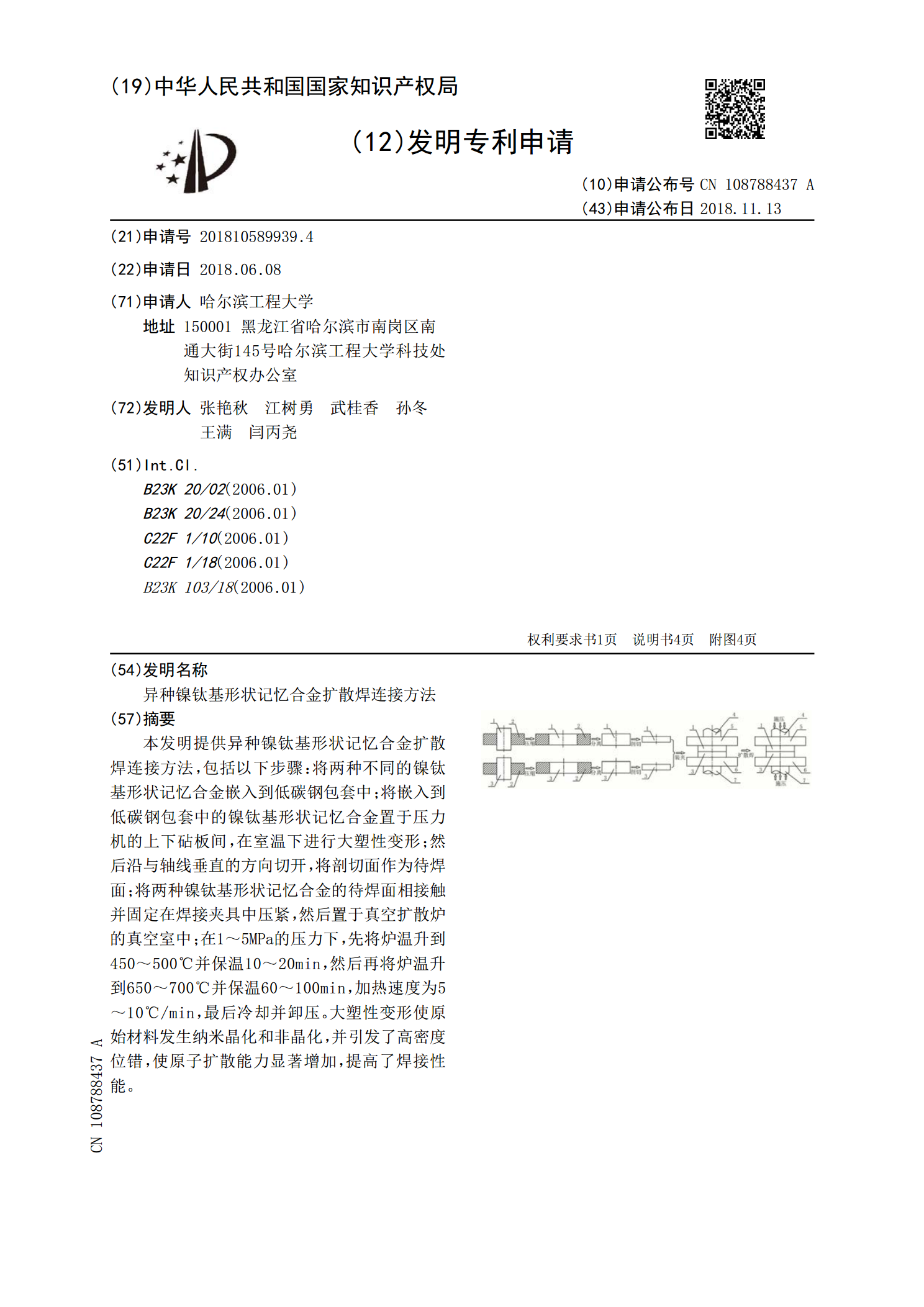
本发明提供异种镍钛基形状记忆合金扩散焊连接方法,包括以下步骤:将两种不同的镍钛基形状记忆合金嵌入到低碳钢包套中;将嵌入到低碳钢包套中的镍钛基形状记忆合金置于压力机的上下砧板间,在室温下进行大塑性变形;然后沿与轴线垂直的方向切开,将剖切面作为待焊面;将两种镍钛基形状记忆合金的待焊面相接触并固定在焊接夹具中压紧,然后置于真空扩散炉的真空室中;在1~5MPa的压力下,先将炉温升到450~500℃并保温10~20min,然后再将炉温升到650~700℃并保温60~100min,加热速度为5~10℃/min,最后冷
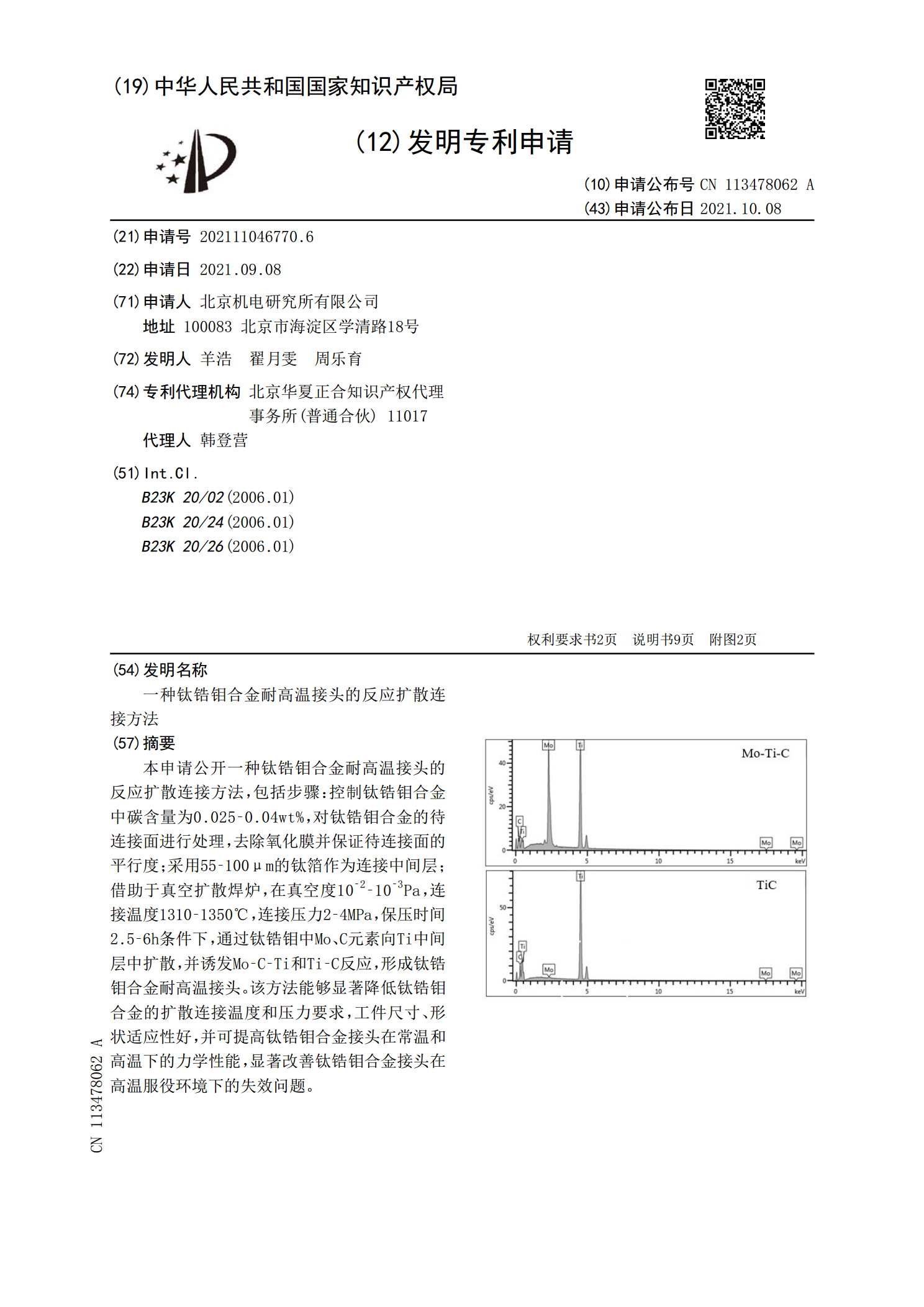
一种钛锆钼合金耐高温接头的反应扩散连接方法.pdf
本申请公开一种钛锆钼合金耐高温接头的反应扩散连接方法,包括步骤:控制钛锆钼合金中碳含量为0.025‑0.04wt%,对钛锆钼合金的待连接面进行处理,去除氧化膜并保证待连接面的平行度;采用55‑100μm的钛箔作为连接中间层;借助于真空扩散焊炉,在真空度10