
模具大水口切水口.pdf

xf****65

1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
模具大水口切水口.pdf
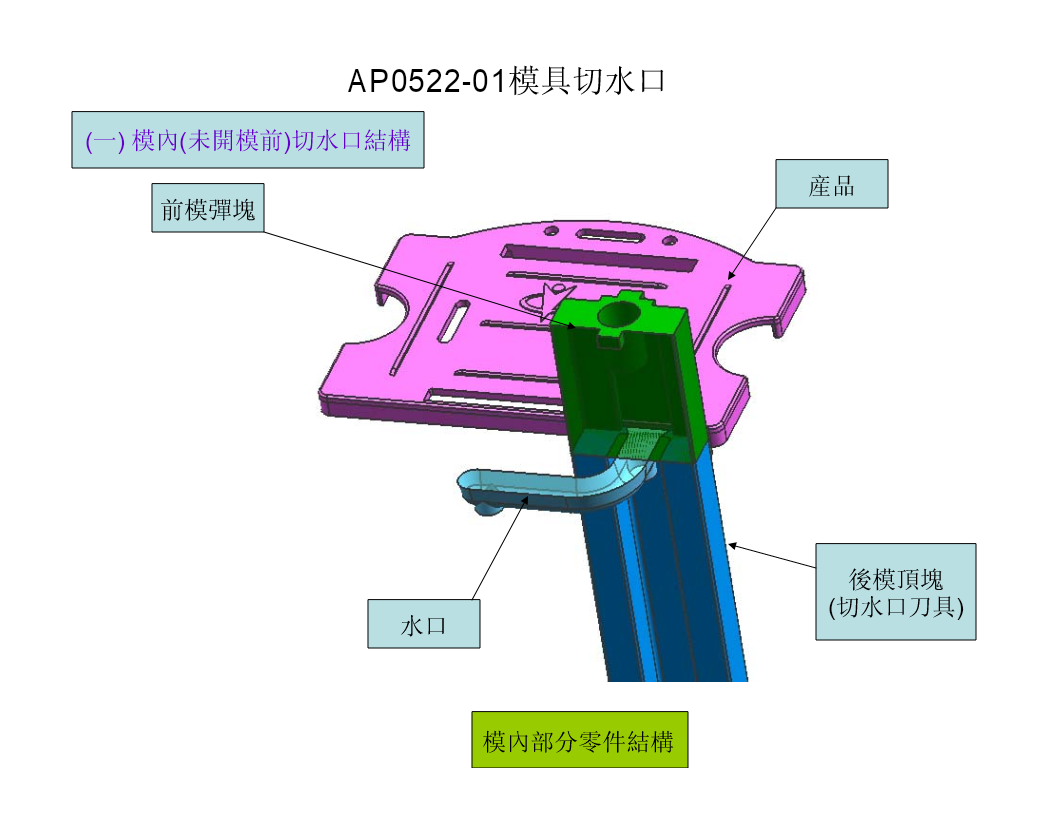
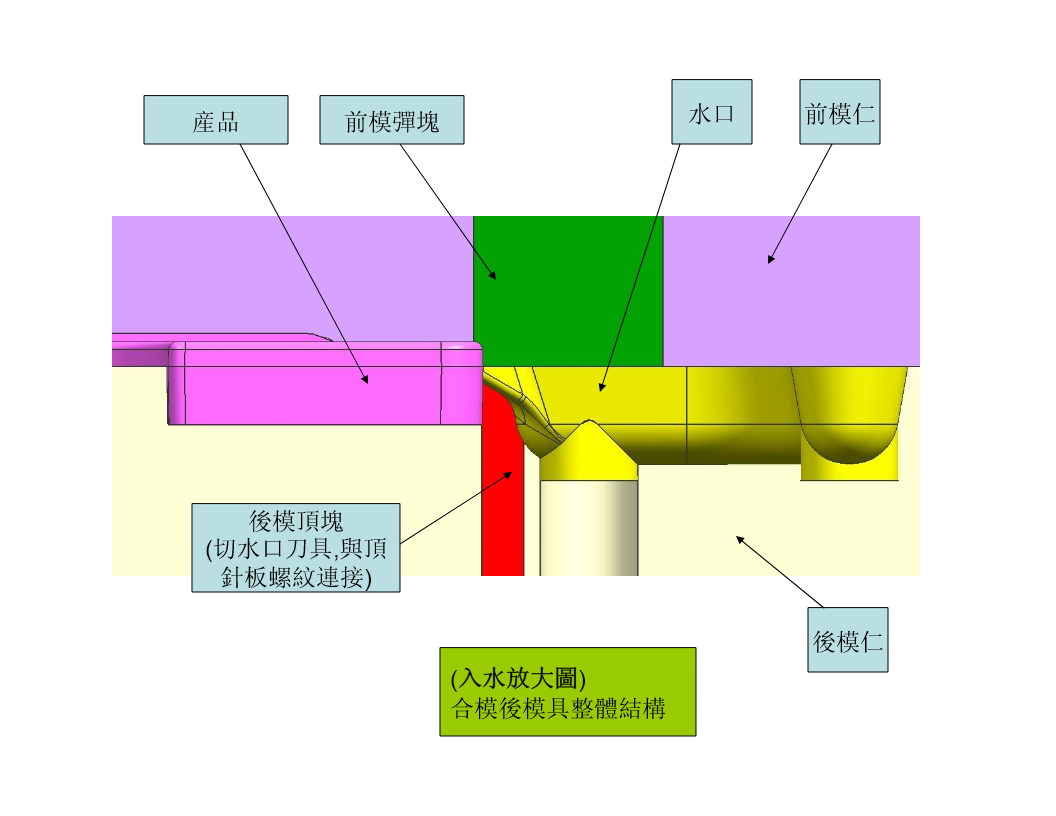
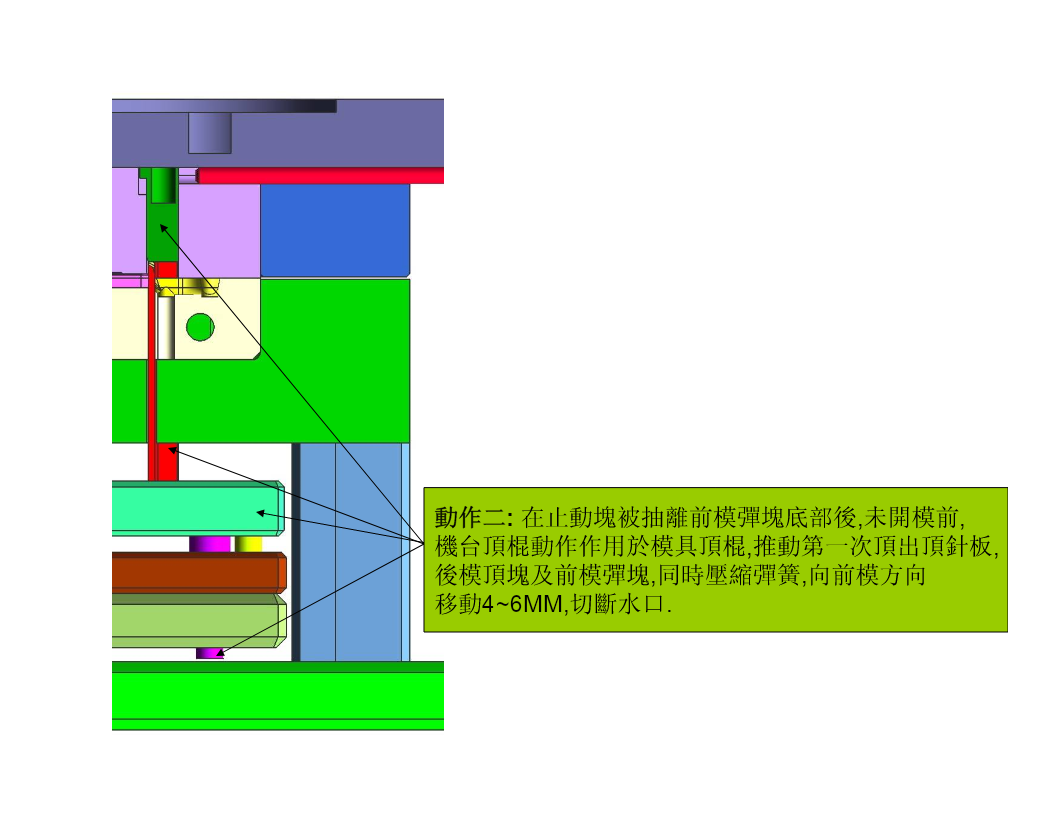
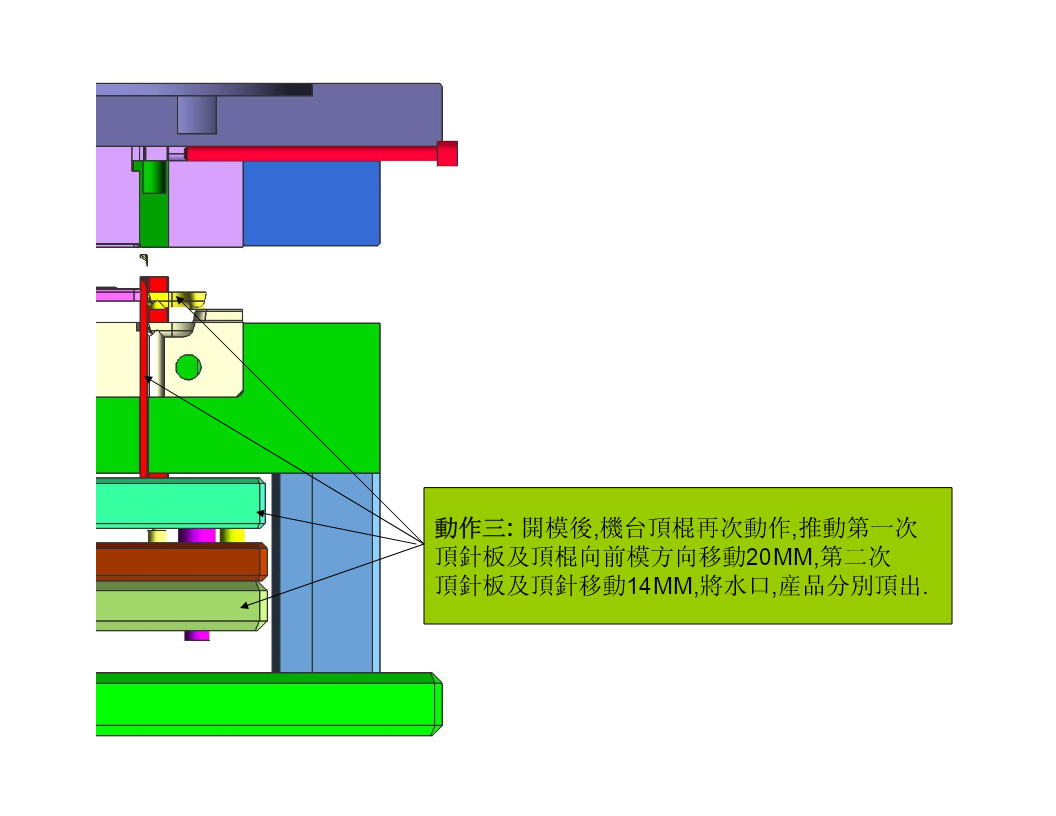
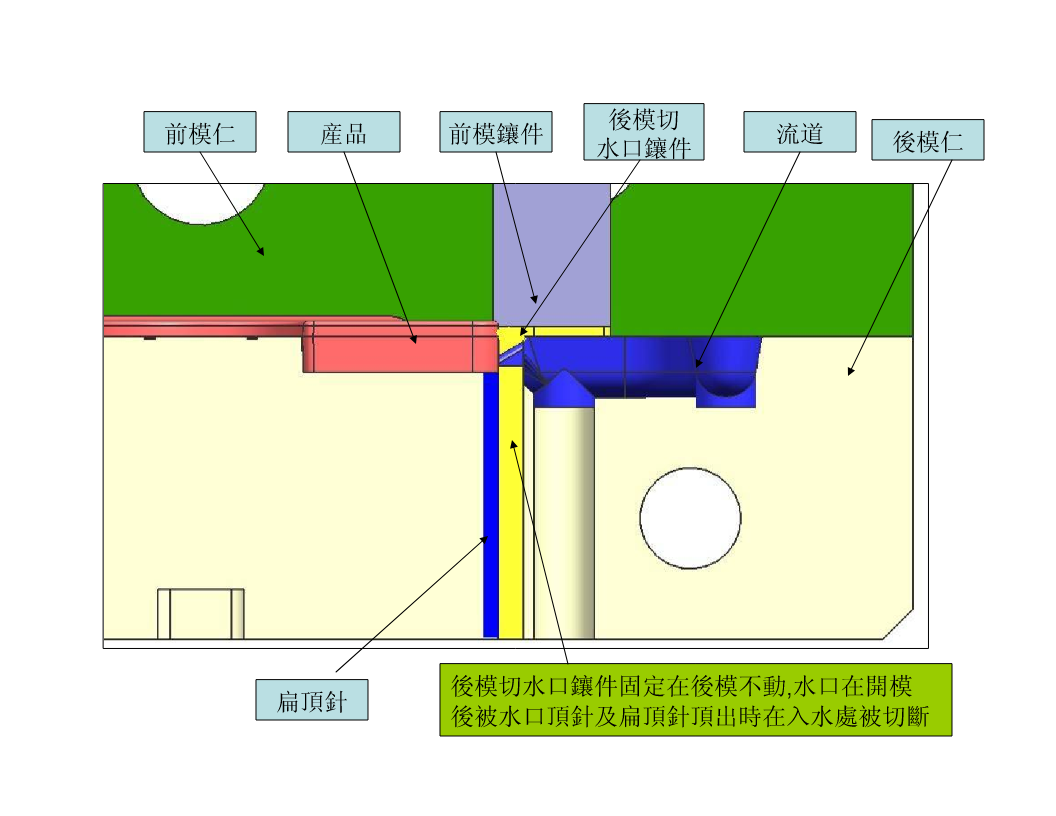
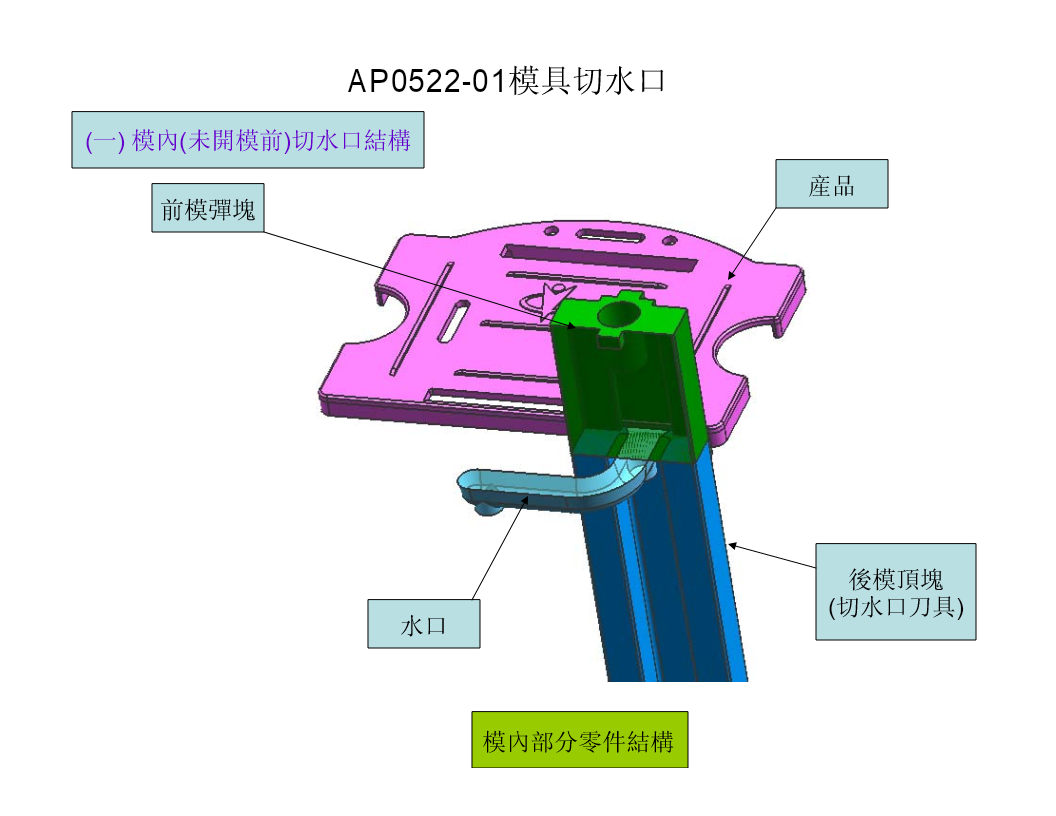
AP0522-01模具切水口(一)模內(未開模前)切水口結構産品前模彈塊後模頂塊(切水口刀具)水口模內部分零件結構産品前模彈塊彈簧前模止動塊(安裝在油缸上)水口頂棍(用於第一次後模頂塊頂出)(切水口刀具,與頂針板螺紋連接)第一次頂出頂針板合模後模具整體結構第二次頂出頂針板産品前模彈塊水口前模仁後模頂塊(切水口刀具,與頂針板螺紋連接)後模仁(入水放大圖)合模後模具整體結構前模止動塊離開前模彈塊底部動作一:在模具射膠冷卻後,開模前,機台給出信號給油缸,使連接在油缸上的止動塊側邊移動離開前模彈塊底部.動作二:在

模具内切水口研究.pptx
模內切料頭機構內容大綱:(1)合模射出第一段頂出銷1.射出機面版設定:2.實物狀況:2.傳統模具(mújù)與模內切模具(mújù)優缺點1.以目前模具生產入庫的速度要求,二次加工時間過長,易造成(zàochénɡ)效率不佳.2.從人力成本考量有效節省案件工時,有助於達成完工率.3.從開發費用考量每pcs可節省0.20元物件成本.~END~

模具内切水口研究.doc
成型開發ConfidentialPage:1成型開發內容大綱:一、前言二、模內切料頭的作動原理三、模內切料頭的模具設計四、試模驗證五、檢討與應用六、結論ConfidentialMay9‘2005Page:2一、前言由於平膠口(圖a)頂出時,會殘留料頭,需人力折斷分離並且人工分離後容易產生毛頭不良,常需人力進行二次加工(圖b);為有效解決此一問題,逐一進行開發模內切斷料頭新技術。成型開發平膠口毛邊(a)平膠口進膠(b)二次加工製作:CAIMANKOConfidentialMay9‘2005Page:3二、作

一种模具自动切水口装置.pdf
本发明提供一种模具自动切水口装置,包括底板、第一气缸以及第二气缸;所述第一气缸通过支撑板与XY直线模组相连接,所述第一气缸活塞杆顶端设置有载具,所述载具以及第一气缸均关于工作台长度方向所在的中心线对称设置,所述第二气缸通过支撑架与工作台相连接,所述第二气缸活塞杆底端设置有切刀,所述切刀与通槽位置相对应,所述底板上设置有收集箱,所述收集箱与通槽位置相对应。本发明一种模具自动切水口装置,结构简便,无需工作人员手动用刀具切产品上的水口,避免人工操作产生误差,降低产品不良率,提高工作人员的工作效率,降低工作强度。

钢包水口模具的优化.pptx
汇报人:/目录01提高产品质量降低生产成本提升生产效率增强市场竞争力02模具磨损冷却不均浇注不顺畅脱模困难03优化模具材料改进冷却系统优化浇注系统改进脱模机构04案例一:某公司模具优化前后对比案例二:某钢厂模具优化成果分享案例三:新技术在钢包水口模具优化中的应用05评估指标体系实际应用效果评估持续改进建议06新材料的应用新工艺的研发智能化技术的应用汇报人: