
高光透明厚壁产品模具设计与注塑成型技术研讨会在深圳成功召开.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高光透明厚壁产品模具设计与注塑成型技术研讨会在深圳成功召开.docx
高光透明厚壁产品模具设计与注塑成型技术研讨会在深圳成功召开近年来,由于人们对于生活品质的要求不断提高,因此对于产品质量的要求也越趋严格。这就需要我们不断地探索和研究新的工艺技术,以满足消费者的需求。而高光透明厚壁产品模具设计与注塑成型技术就是在这样的需求下应运而生的。高光透明厚壁产品,指的是具有高光透明度和厚壁性的一类产品。在传统的注塑成型工艺中,注塑成型的产品表面易出现瑕疵,失去了高光透明的效果。而采用高光透明厚壁产品模具设计与注塑成型技术后,可以保证产品的表面质量和光透明度,并且能够加工出厚壁形状,增

一种厚壁高光透明注塑件成型工艺.pdf
本发明公开了一种厚壁高光透明注塑件成型工艺,涉及注塑成型工艺技术领域,包括步骤1、预备模具、注塑机和模温机以待使用;步骤2、开启注塑机、模具及模温机,对模温机温度控制进行设定,设定温度:控制定模的模具温度范围为120~122℃,控制动模的模具温度范围为125~128℃;步骤3、填充:注塑机向预热后的模具中通过注射填充原料;步骤4、保压:注射结束,切换到保压状态,采用四段保压,每段保压的作用不相同,减少注塑件的缩水。步骤5、冷却:保压结束,进入冷却阶段,冷却时间为80~85s;步骤6、脱模:模具开模,取出注

高透明超大壁厚注塑产品设计与生产工艺.pptx
单击此处添加副标题目录章节副标题章节副标题产品材料选择产品结构设计模具设计要点注塑机选择章节副标题原料加工工艺注塑成型工艺冷却工艺脱模工艺章节副标题原料质量控制生产过程质量控制产品检测与检验质量改进与提升章节副标题应用领域介绍市场现状与需求分析竞争格局与发展趋势未来市场前景与展望Thankyou
厚壁光导件注塑成型装置及方法.pdf
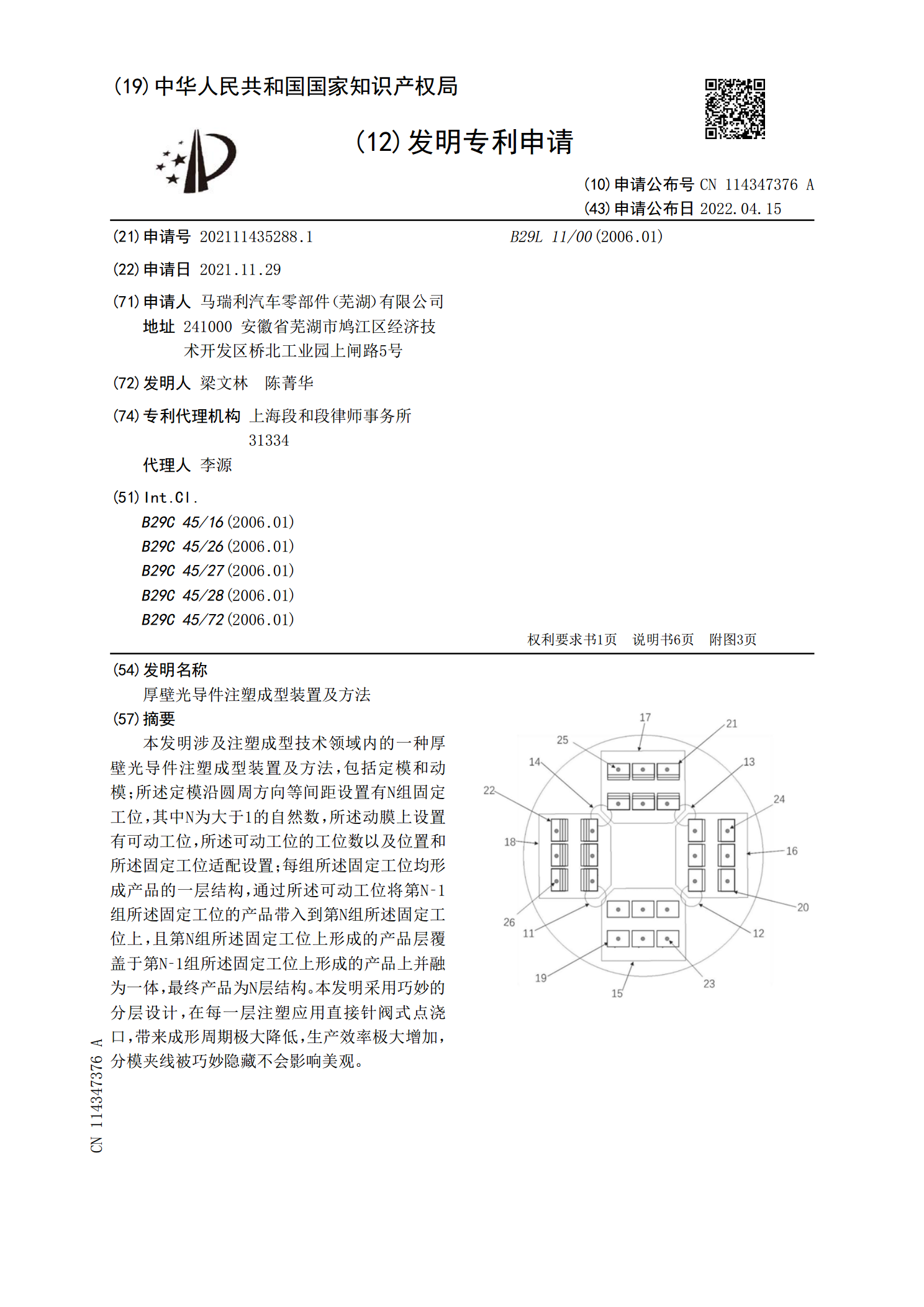
本发明涉及注塑成型技术领域内的一种厚壁光导件注塑成型装置及方法,包括定模和动模;所述定模沿圆周方向等间距设置有N组固定工位,其中N为大于1的自然数,所述动膜上设置有可动工位,所述可动工位的工位数以及位置和所述固定工位适配设置;每组所述固定工位均形成产品的一层结构,通过所述可动工位将第N?1组所述固定工位的产品带入到第N组所述固定工位上,且第N组所述固定工位上形成的产品层覆盖于第N?1组所述固定工位上形成的产品上并融为一体,最终产品为N层结构。本发明采用巧妙的分层设计,在每一层注塑应用直接针阀式点浇口,带来

厚壁光导件及其分层注塑成型方法.pdf
本发明涉及注塑成型技术领域内的一种厚壁光导件及其分层注塑成型方法,采用定模和动模注塑成型,包括:S1,型面划分:将厚壁光导件的型面划分为两部分,分别标记为首层型面和终层型面,首层型面和终层型面的对接线与厚壁光导件的轮廓线重合;S2,首层型面注塑:在定模的第一固定工位上注塑成型首层型面,通过动模将首层型面移至定模的第二固定工位上;S3,中间层注塑:在定模的第二固定工位至第N?1固定工位上依次注塑M层中间层;S4,终层型面注塑:在定模的第N固定工位上注塑成型终层型面,首层型面与终层型面对接,中间层包裹于首层型