
一种轴承内圈滚道及滚子凸度的加工方法.pdf

飞舟****文章


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承内圈滚道及滚子凸度的加工方法.pdf
本发明公开了一种轴承内圈滚道及滚子凸度的加工方法,其包括以下步骤:S1、修整砂轮的外缘:在砂轮的一侧设置金刚笔,当砂轮在围绕自身中心线回转的同时,所述金刚笔也围绕自身的回转中心点,且在垂直于所述砂轮的回转中心的平面内旋转;此时,保证所述金刚笔的最高回转点与所述砂轮的回转中心一致,把砂轮的外缘修整成微量的凹形凸度形状;S2、调节金刚笔的回转半径R的大小,把砂轮修整出不同的凹形凸度形状;S3、用修整好的砂轮去切入磨削工件,把工件内圈外表面磨削成砂轮上的凸度形状。用本发明方法修整出来的曲线,比双曲线更接近(甚至

非数控内圆磨床加工圆锥滚子轴承外圈滚道凸度的方法.pdf
一种非数控内圆磨床加工圆锥滚子轴承外圈滚道凸度的方法,通过调解安装在砂轮底座上的调轴螺栓使电主轴向上微量抬起,当修整器的金刚笔从砂轮的一端A点运行到砂轮另一端B点时,由于修整轨迹AB与砂轮中心线存在一个微量的空间夹角θ,这样砂轮轮廓就被修成一平滑的双曲线;而后调整水平调整螺栓,使所述双曲线对称,从而使修整后的砂轮轮廓为平滑、对称的双曲线型。本发明通过改变修整轨迹AB与砂轮中心线的位置关系,也就是让修整轨迹线AB与砂轮中心线之间产生一个微量的空间夹角θ。从而使没有凸度加工能力的内圆磨床具备加工凸度的能力。

滚子轴承滚道凸度磨床砂轮修整器.pdf
本发明公开了滚子轴承滚道凸度磨床砂轮修整器,包括固定在修整进给拖板上的底座以及将砂轮修整出内凹轮廓曲线的金刚笔,其底座上安装有修整往复机构,并经修整往复机构往返带动有与金刚笔固定配装的轴向弹性移动元件,以及安装在修整往复机构一侧的小柱塞泵阀组合元件,小柱塞泵阀组合元件通过靠压固定在修整进给拖板上具有曲线轮廓的靠模产生位移变化,液压传递驱动轴向弹性移动元件带动金刚笔移动,使金刚笔获得按比例缩小的靠模轮廓曲线移动轨迹,将砂轮修整出内凹的轮廓曲线。该本发明结构简单、成本低廉、调整方便、更换靠模即可获得不同规格的

轴承外圈滚道凸度的加工工装及其加工方法.pdf
本发明涉及一种轴承外圈滚道凸度的加工工装及其加工方法。所述加工工装包括转轴、磁极和砂轮,转轴装在一个可带动其旋转的转轴驱动机构上;磁极固定在转轴上并随之旋转,磁极用于吸附固定轴承外圈;砂轮装在一个可带动其旋转的砂轮驱动机构上,砂轮用于伸入轴承外圈内部,砂轮外缘对轴承外圈的内表面进行磨削加工;其特征在于:所述转轴的回转中心线与砂轮的回转中心线呈一定的夹角α,所述砂轮的外缘为直线形,砂轮和/或轴承外圈可沿着砂轮回转中心线的方向往复移动。本发明结构简单,调整容易,易损件少,磨削效率高,磨削面粗糙度好,砂轮修整简
一种圆柱滚子轴承双滚道加工方法.pdf
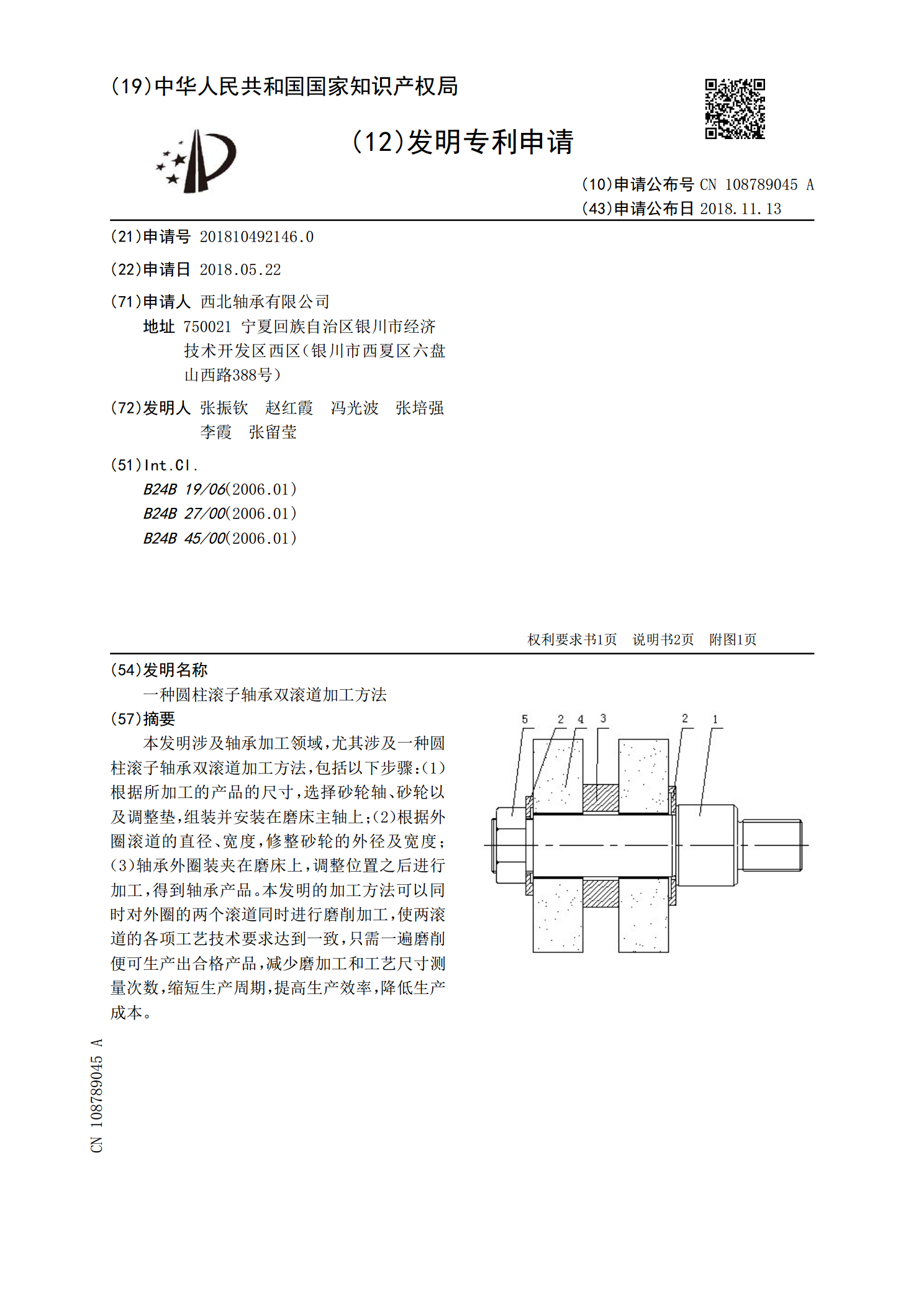
本发明涉及轴承加工领域,尤其涉及一种圆柱滚子轴承双滚道加工方法,包括以下步骤:(1)根据所加工的产品的尺寸,选择砂轮轴、砂轮以及调整垫,组装并安装在磨床主轴上;(2)根据外圈滚道的直径、宽度,修整砂轮的外径及宽度;(3)轴承外圈装夹在磨床上,调整位置之后进行加工,得到轴承产品。本发明的加工方法可以同时对外圈的两个滚道同时进行磨削加工,使两滚道的各项工艺技术要求达到一致,只需一遍磨削便可生产出合格产品,减少磨加工和工艺尺寸测量次数,缩短生产周期,提高生产效率,降低生产成本。