
一种圆柱滚子轴承双滚道加工方法.pdf

一吃****书竹


1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种圆柱滚子轴承双滚道加工方法.pdf
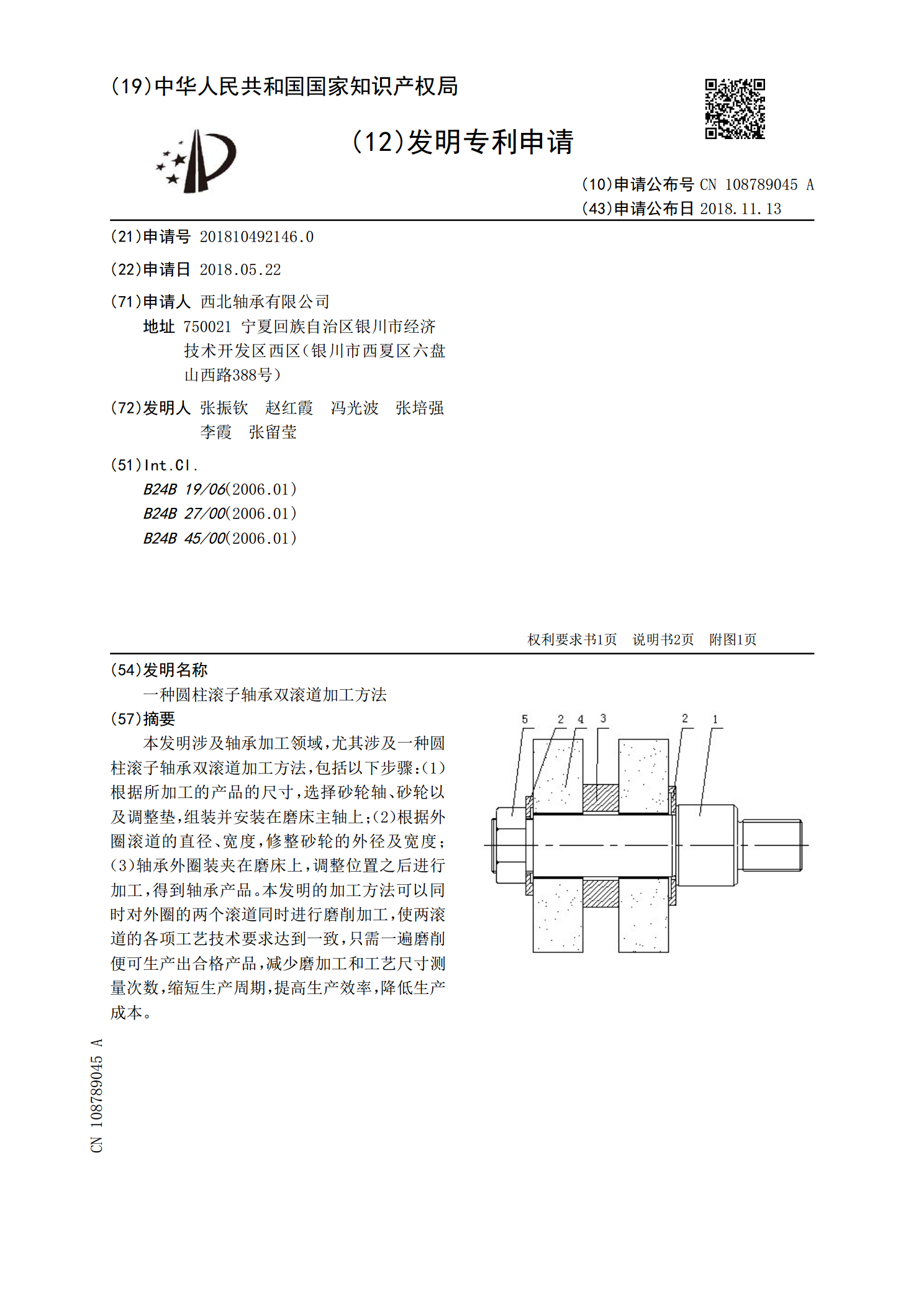
本发明涉及轴承加工领域,尤其涉及一种圆柱滚子轴承双滚道加工方法,包括以下步骤:(1)根据所加工的产品的尺寸,选择砂轮轴、砂轮以及调整垫,组装并安装在磨床主轴上;(2)根据外圈滚道的直径、宽度,修整砂轮的外径及宽度;(3)轴承外圈装夹在磨床上,调整位置之后进行加工,得到轴承产品。本发明的加工方法可以同时对外圈的两个滚道同时进行磨削加工,使两滚道的各项工艺技术要求达到一致,只需一遍磨削便可生产出合格产品,减少磨加工和工艺尺寸测量次数,缩短生产周期,提高生产效率,降低生产成本。
一种轴承内圈滚道及滚子凸度的加工方法.pdf
本发明公开了一种轴承内圈滚道及滚子凸度的加工方法,其包括以下步骤:S1、修整砂轮的外缘:在砂轮的一侧设置金刚笔,当砂轮在围绕自身中心线回转的同时,所述金刚笔也围绕自身的回转中心点,且在垂直于所述砂轮的回转中心的平面内旋转;此时,保证所述金刚笔的最高回转点与所述砂轮的回转中心一致,把砂轮的外缘修整成微量的凹形凸度形状;S2、调节金刚笔的回转半径R的大小,把砂轮修整出不同的凹形凸度形状;S3、用修整好的砂轮去切入磨削工件,把工件内圈外表面磨削成砂轮上的凸度形状。用本发明方法修整出来的曲线,比双曲线更接近(甚至

铁路车辆圆柱滚子轴承外圈内滚道加工方法的探讨.pptx
铁路车辆圆柱滚子轴承外圈内滚道加工方法的探讨目录铁路车辆圆柱滚子轴承外圈内滚道加工方法概述加工方法简介加工方法分类加工方法优缺点分析铁路车辆圆柱滚子轴承外圈内滚道加工工艺流程毛坯准备粗加工半精加工精加工表面处理铁路车辆圆柱滚子轴承外圈内滚道加工设备及工具加工设备刀具和夹具量具和检测设备铁路车辆圆柱滚子轴承外圈内滚道加工质量控制质量控制标准质量控制方法常见质量问题及解决方法铁路车辆圆柱滚子轴承外圈内滚道加工技术发展趋势高效加工技术智能化加工技术高精度加工技术铁路车辆圆柱滚子轴承外圈内滚道加工应用案例分析应用

大型推力圆锥滚子轴承外圈滚道磨削加工的方法.docx
大型推力圆锥滚子轴承外圈滚道磨削加工的方法大型推力圆锥滚子轴承是一种常用于大型机械设备的关键零部件,其性能直接影响到设备的运行效率和寿命。在制造大型推力圆锥滚子轴承时,外圈滚道磨削加工是一个重要的工艺步骤。本论文将从加工原理、加工工艺和加工设备等方面,对大型推力圆锥滚子轴承外圈滚道磨削加工进行详细探讨。一、加工原理:在大型推力圆锥滚子轴承的外圈滚道磨削加工中,主要应用的原理是磨削机械的相对运动实现对工件的切除。具体包括以下几个步骤:1.安装工件:将大型推力圆锥滚子轴承的外圈固定在磨床上,确保工件的位置稳定

航空三瓣波圆柱滚子轴承非圆滚道加工研究.docx
航空三瓣波圆柱滚子轴承非圆滚道加工研究摘要航空三瓣波圆柱滚子轴承是航空工业中广泛使用的轴承类型。它们的主要特点是非圆滚道,因此需要采用特殊的加工工艺来完成。本文主要介绍了现有的非圆滚道加工工艺,并对其进行了比较和分析,最后提出了一种新的加工工艺,以满足航空三瓣波圆柱滚子轴承制造的需求。实验结果表明,该加工工艺能够实现高精度的加工,并且具有较高的加工效率和较低的成本。关键词:航空三瓣波圆柱滚子轴承;非圆滚道;加工工艺;制造AbstractTheaviationthree-lobewavecylindrica