
一种圆筒件筒壁旋压增厚方法.pdf

一吃****仪凡


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆筒件筒壁旋压增厚方法.pdf
本发明公开了一种圆筒件筒壁旋压增厚方法,其包括如下步骤:首先将待增厚的圆筒形预制件置于旋压机的下主轴上,通过旋压机的上内主轴和下主轴将所述圆筒形预制件夹紧;接着将套装在所述上内主轴外部的上外主轴下行,压缩所述圆筒形预制件的筒壁后固定不动;然后使所述上内主轴、上外主轴、圆筒形预制件和下主轴一同旋转,并使圆柱形轧轮沿所述圆筒形预制件的径向进给;重复上述步骤实现圆筒形预制件筒壁的N道次增厚,以制备获得圆筒件。本发明通过多道次旋压实现筒形件筒壁的逐渐增厚,解决筒壁比筒底厚的筒形件的成形问题,适合于直径较大而筒壁不
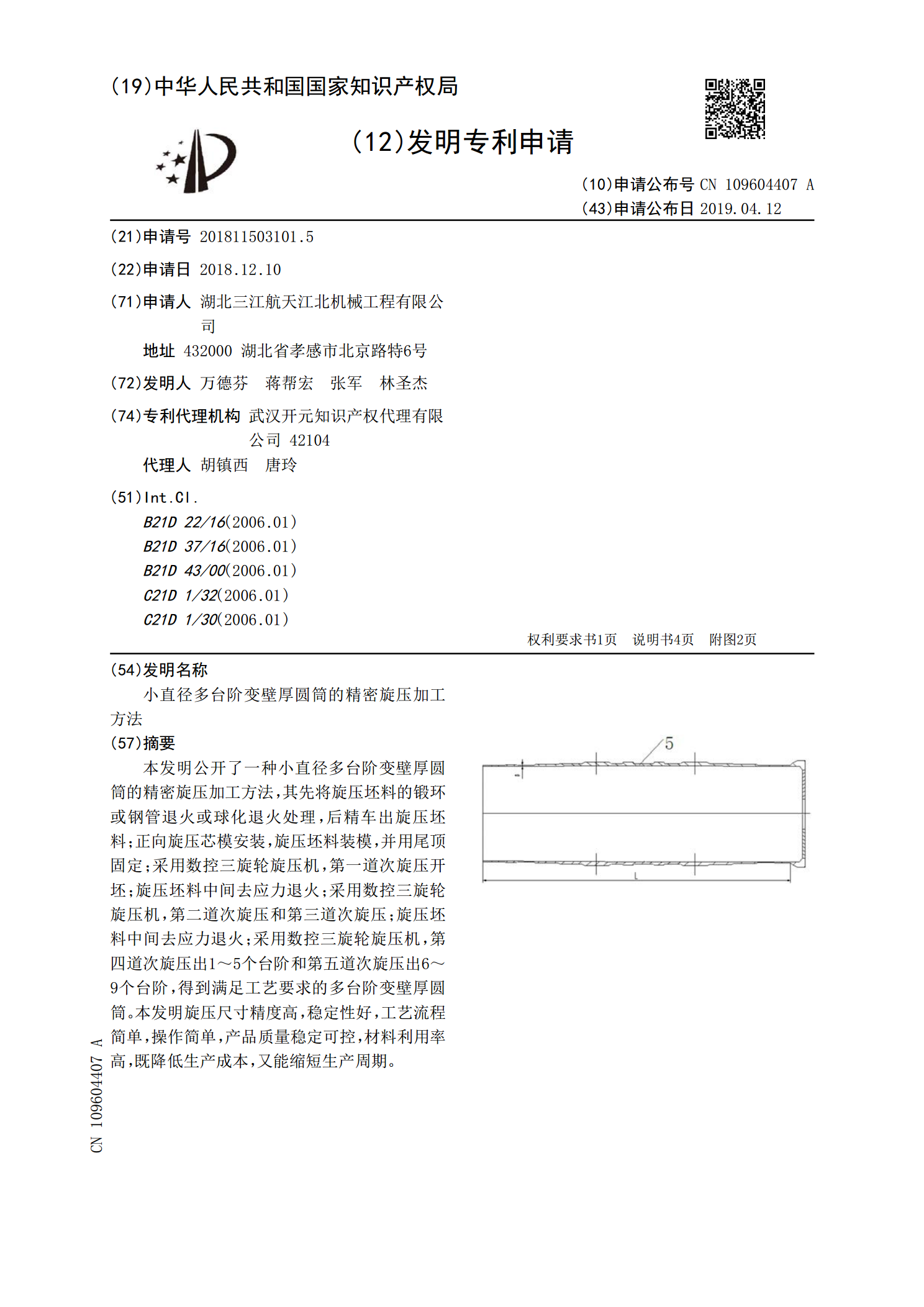
小直径多台阶变壁厚圆筒的精密旋压加工方法.pdf
本发明公开了一种小直径多台阶变壁厚圆筒的精密旋压加工方法,其先将旋压坯料的锻环或钢管退火或球化退火处理,后精车出旋压坯料;正向旋压芯模安装,旋压坯料装模,并用尾顶固定;采用数控三旋轮旋压机,第一道次旋压开坯;旋压坯料中间去应力退火;采用数控三旋轮旋压机,第二道次旋压和第三道次旋压;旋压坯料中间去应力退火;采用数控三旋轮旋压机,第四道次旋压出1~5个台阶和第五道次旋压出6~9个台阶,得到满足工艺要求的多台阶变壁厚圆筒。本发明旋压尺寸精度高,稳定性好,工艺流程简单,操作简单,产品质量稳定可控,材料利用率高,既

一种大型厚壁筒形坯料热旋压成形封头的方法.pdf
本发明公开了一种大型厚壁筒形坯料热旋压成形封头的方法,适用于壁厚大于80mm,直径大于4000mm的大型封头锻件整体制造。主要工艺步骤如下:1)将筒形坯料变形段加热至奥氏体转变温度以上;2)将坯料装卡、固定至旋压机上;3)坯料随旋压机主轴自转,内、外辊轮配合进行多道次热旋压,通过调整内外辊轮辊缝间隙和运动轨迹控制封头锻件的壁厚尺寸和形状。本发明避免了用压机锻造饼形坯料的工序,以及将饼形坯料在模具中冲压成形的传统工序,不需要制备专用冲压模具,适用于大型封头锻件整体制造。

基于Abaqus的旋压件壁厚的自动测量方法.docx
基于Abaqus的旋压件壁厚的自动测量方法基于Abaqus的旋压件壁厚的自动测量方法摘要:旋压件是一种常用于汽车制造、航空航天等领域的重要零部件,其壁厚的测量对产品的质量控制至关重要。本文基于Abaqus软件,提出了一种可靠的旋压件壁厚自动测量的方法。首先,通过建立旋压件的有限元模型,确定了壁厚测量的关键节点。然后,借助Abaqus的后处理功能,提取出这些节点的位移数据。最后,利用数学计算方法,根据位移数据计算出每个节点的壁厚。通过实例验证,本文方法测量的壁厚结果与实际值非常接近,具有较高的准确性和可行性
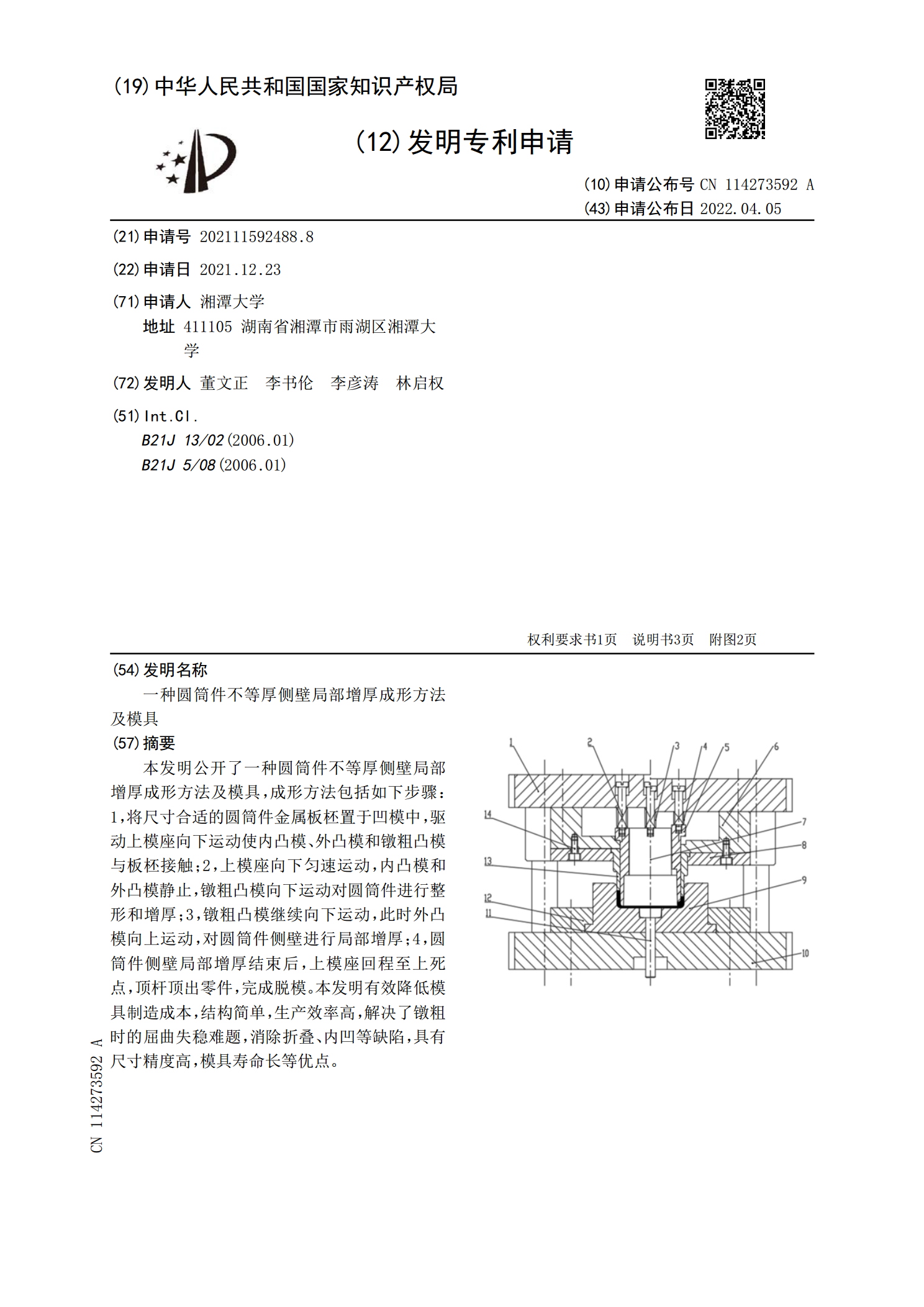
一种圆筒件不等厚侧壁局部增厚成形方法及模具.pdf
本发明公开了一种圆筒件不等厚侧壁局部增厚成形方法及模具,成形方法包括如下步骤:1,将尺寸合适的圆筒件金属板柸置于凹模中,驱动上模座向下运动使内凸模、外凸模和镦粗凸模与板柸接触;2,上模座向下匀速运动,内凸模和外凸模静止,镦粗凸模向下运动对圆筒件进行整形和增厚;3,镦粗凸模继续向下运动,此时外凸模向上运动,对圆筒件侧壁进行局部增厚;4,圆筒件侧壁局部增厚结束后,上模座回程至上死点,顶杆顶出零件,完成脱模。本发明有效降低模具制造成本,结构简单,生产效率高,解决了镦粗时的屈曲失稳难题,消除折叠、内凹等缺陷,具有