
一种高速磁力泵增速齿轮箱体加工工艺.pdf

一吃****福乾


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高速磁力泵增速齿轮箱体加工工艺.pdf
本发明公开了一种高速磁力泵增速齿轮箱体加工工艺,包括以下加工步骤:铸件准备→初步划线→划线的调整校正→平面A及孔的粗加工→平面A及孔的精加工→靠模加工→靠模安装→平面B粗加工→平面B精加工→孔的粗加工→孔的精加工→平面C加工→钻孔→攻丝→增速齿轮箱体各部位均匀涂上防锈油,按包装规范包装好产品,入库。本发明加工方便,保证了形位公差精度,成品的合格率高,振动小,噪声小,降低了生产成本,提高了产品质量和使用寿命。

齿轮减速箱体的加工工艺.docx
齿轮减速箱体的加工工艺齿轮减速箱体的加工工艺摘要:箱体类零件是机器或者部件中的基础零件,它与轴、轴承、齿轮等零件的配合,组成了机器或者部件,因此箱体类零件的加工质量非常重要,体现在孔的尺寸精度、孔与孔的间距和同轴度。本文通过对齿轮减速箱体的工艺分析,正确处理加工中的装夹,制定合理的加工路线,从而完成了产品的加工,并达到了质量要求。关键词:箱体;加工;装夹引言图1为一个齿轮减速箱体零件的加工图,是广西南宁万昌机械制造有限公司委托本人制定加工工艺。该零件的材料为HT200,加工数量为100个,该箱体是机床排屑

一种车床齿轮箱箱体的加工工艺.pdf
一种车床齿轮箱箱体的加工工艺,所述数控机床齿轮箱支撑架结构由主要圆弧端结构、矩形端结构、主体部分构成;所述钻床齿轮箱箱体的加工过程中,要求完成下述加工工作:选用铸造毛坯件,要求粗铣、精铣工件所需加工的内侧面和外侧面;粗磨、精磨工件所需加工的内侧面和外侧面,主体部分平行于安装孔轴线方向。本发明优点:本发明所述的车床齿轮箱箱体的加工工艺,相对于现有技术而言,本发明的加工工艺,加工工艺性好,可操作性强;成品具有结构简单、通用性好;使用方便;强度好,结构设计合理。
一种钻床齿轮箱箱体的加工工艺.pdf
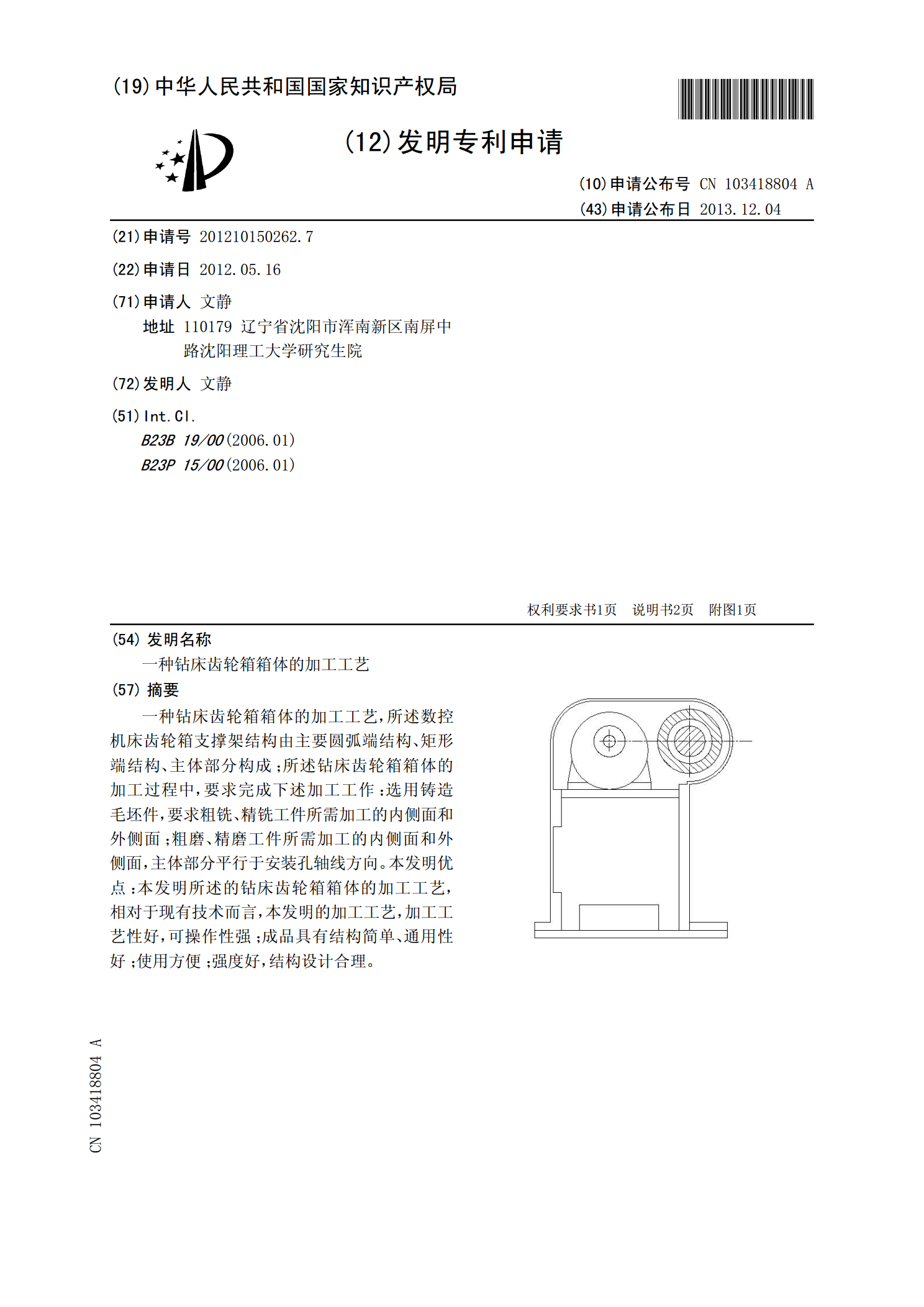
一种钻床齿轮箱箱体的加工工艺,所述数控机床齿轮箱支撑架结构由主要圆弧端结构、矩形端结构、主体部分构成;所述钻床齿轮箱箱体的加工过程中,要求完成下述加工工作:选用铸造毛坯件,要求粗铣、精铣工件所需加工的内侧面和外侧面;粗磨、精磨工件所需加工的内侧面和外侧面,主体部分平行于安装孔轴线方向。本发明优点:本发明所述的钻床齿轮箱箱体的加工工艺,相对于现有技术而言,本发明的加工工艺,加工工艺性好,可操作性强;成品具有结构简单、通用性好;使用方便;强度好,结构设计合理。
一种高速齿轮箱上箱体与下箱体结合面的加工方法.pdf
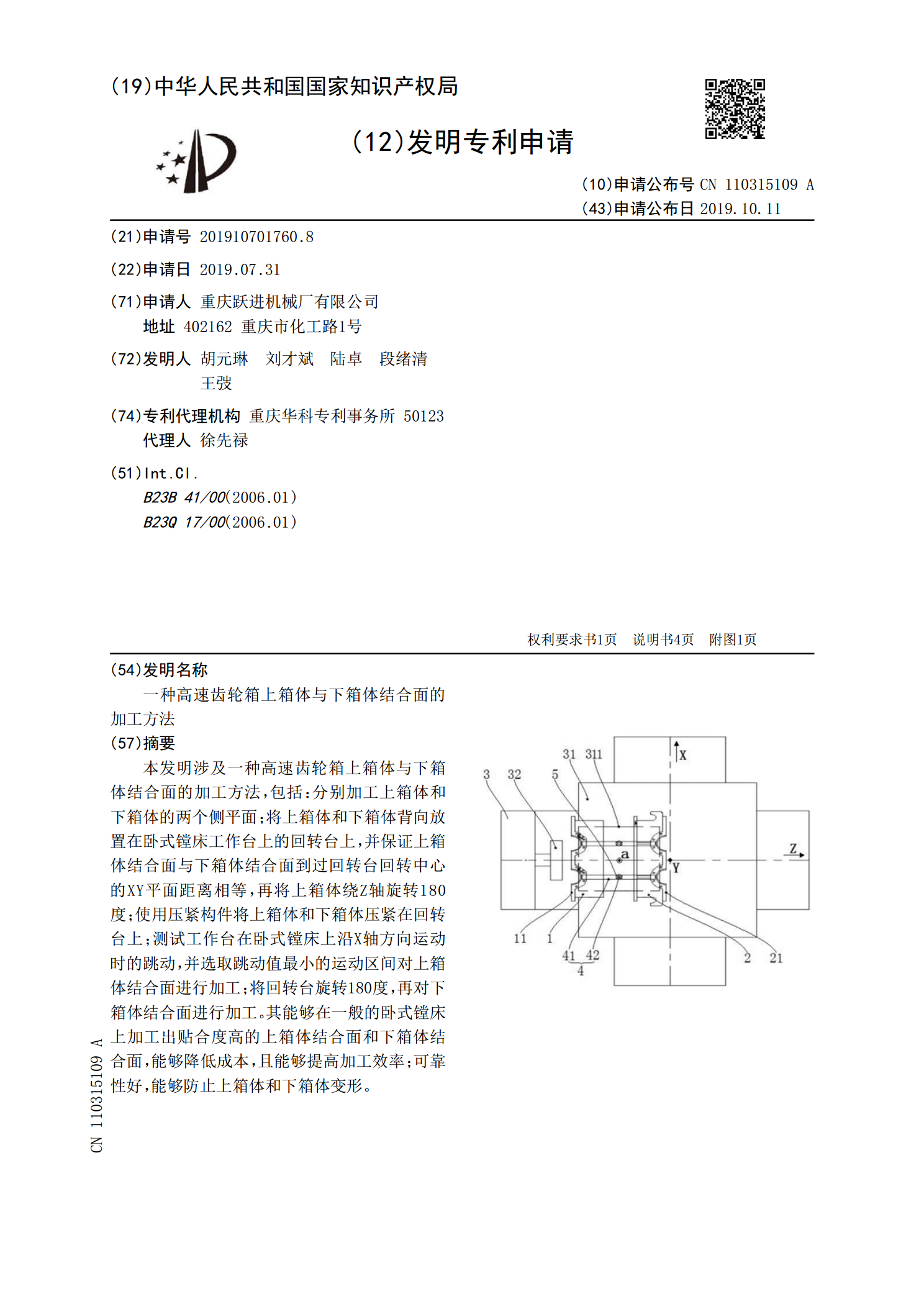
本发明涉及一种高速齿轮箱上箱体与下箱体结合面的加工方法,包括:分别加工上箱体和下箱体的两个侧平面;将上箱体和下箱体背向放置在卧式镗床工作台上的回转台上,并保证上箱体结合面与下箱体结合面到过回转台回转中心的XY平面距离相等,再将上箱体绕Z轴旋转180度;使用压紧构件将上箱体和下箱体压紧在回转台上;测试工作台在卧式镗床上沿X轴方向运动时的跳动,并选取跳动值最小的运动区间对上箱体结合面进行加工;将回转台旋转180度,再对下箱体结合面进行加工。其能够在一般的卧式镗床上加工出贴合度高的上箱体结合面和下箱体结合面,能