
轴向旋转电动牙刷刷毛及其制造方法.pdf

努力****骞北


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轴向旋转电动牙刷刷毛及其制造方法.pdf
本发明公开一种轴向旋转电动牙刷刷毛及其制造方法,包括若干套在牙刷旋转轴的环形刷轮,环形刷轮包括刷毛、中间环形垫圈、刷轮骨架和侧位环形垫圈,侧位环形垫圈固定于刷轮骨架末端,中间环形垫圈位于刷轮骨架前端和侧位环形垫圈之间,刷毛对折套在中间环形垫圈上,还公开高效率生产环形刷轮的方法。

轴向间隙型旋转电机的定子及其制造方法、该电机及车轮.pdf
一种轴向间隙型旋转电机的定子及其制造方法、该电机及车轮。旋转电机(100)的定子(10)与一对转子(70、70A、70B)在轴线方向(XA)上隔开间隙(Gb)对置,定子(10)具有:中心部件(30),其通过将铝(熔融材料)放入成形模具而成形为预定形状;以及一个以上的定子铁芯(20),其在中心部件(30)成形的同时沿中心部件(30)的周缘局部地埋入而固定。根据所述结构,一个以上的定子铁芯(20)与通过铝成形的中心部件(30)一起固定于该中心部件(30)。
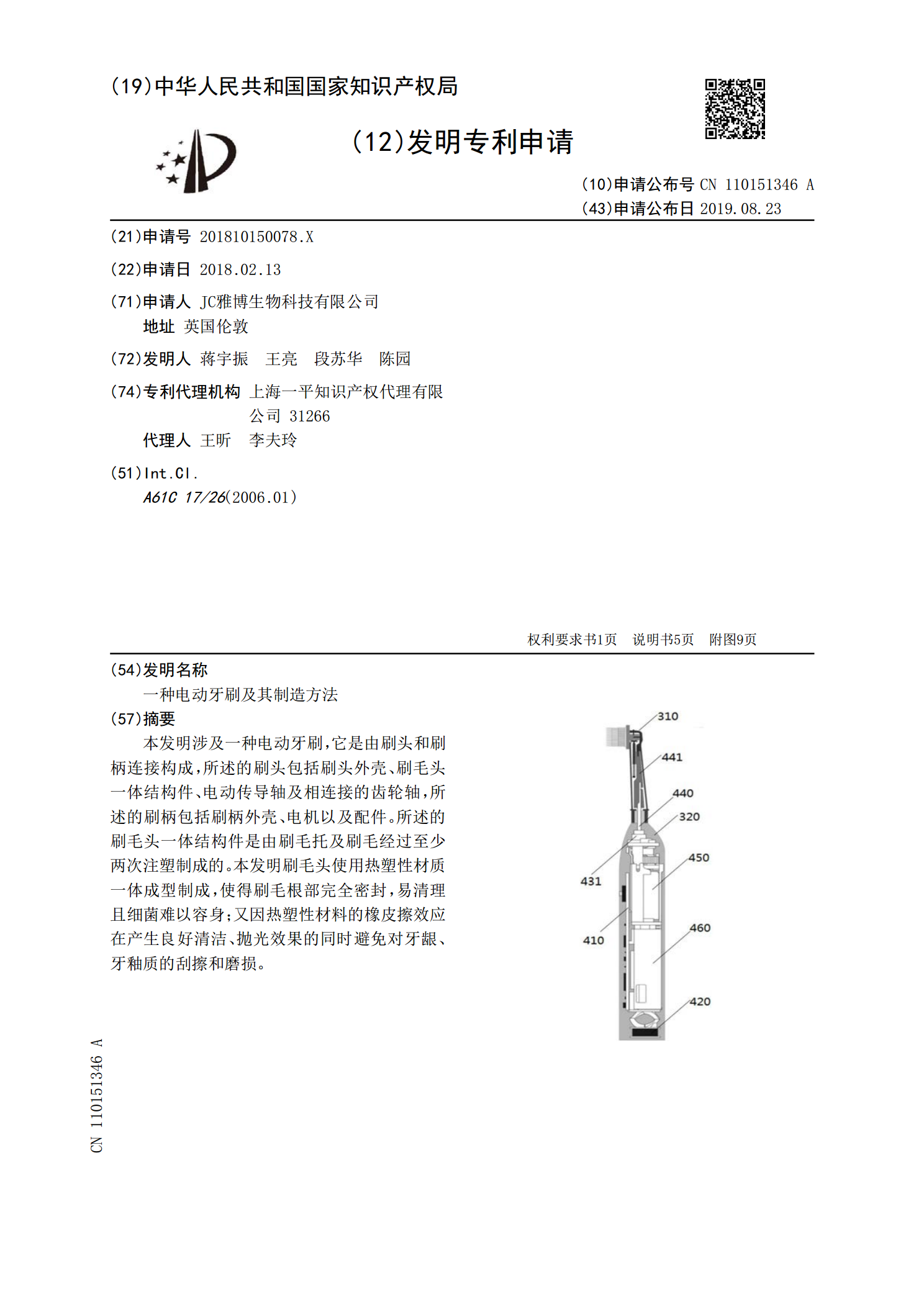
一种电动牙刷及其制造方法.pdf
本发明涉及一种电动牙刷,它是由刷头和刷柄连接构成,所述的刷头包括刷头外壳、刷毛头一体结构件、电动传导轴及相连接的齿轮轴,所述的刷柄包括刷柄外壳、电机以及配件。所述的刷毛头一体结构件是由刷毛托及刷毛经过至少两次注塑制成的。本发明刷毛头使用热塑性材质一体成型制成,使得刷毛根部完全密封,易清理且细菌难以容身;又因热塑性材料的橡皮擦效应在产生良好清洁、抛光效果的同时避免对牙龈、牙釉质的刮擦和磨损。

旋转电机、旋转电机的定子及其制造方法.pdf
定子(30)包括多个块(31、32、33)。多个块在轴向上层叠配置。远端块(31)和基端块(33)在内部块(32)的两侧啮合,使得多个磁极(30a)沿周向配置。远端跨接线(61j)配置在定子的一端。基端跨接线(63j)配置在定子的另一端。内部块的跨接线(62j)为绕过远端块磁极(31a)和基端块磁极(33a)的曲柄形。多根跨接线分散地配置在定子的上方。
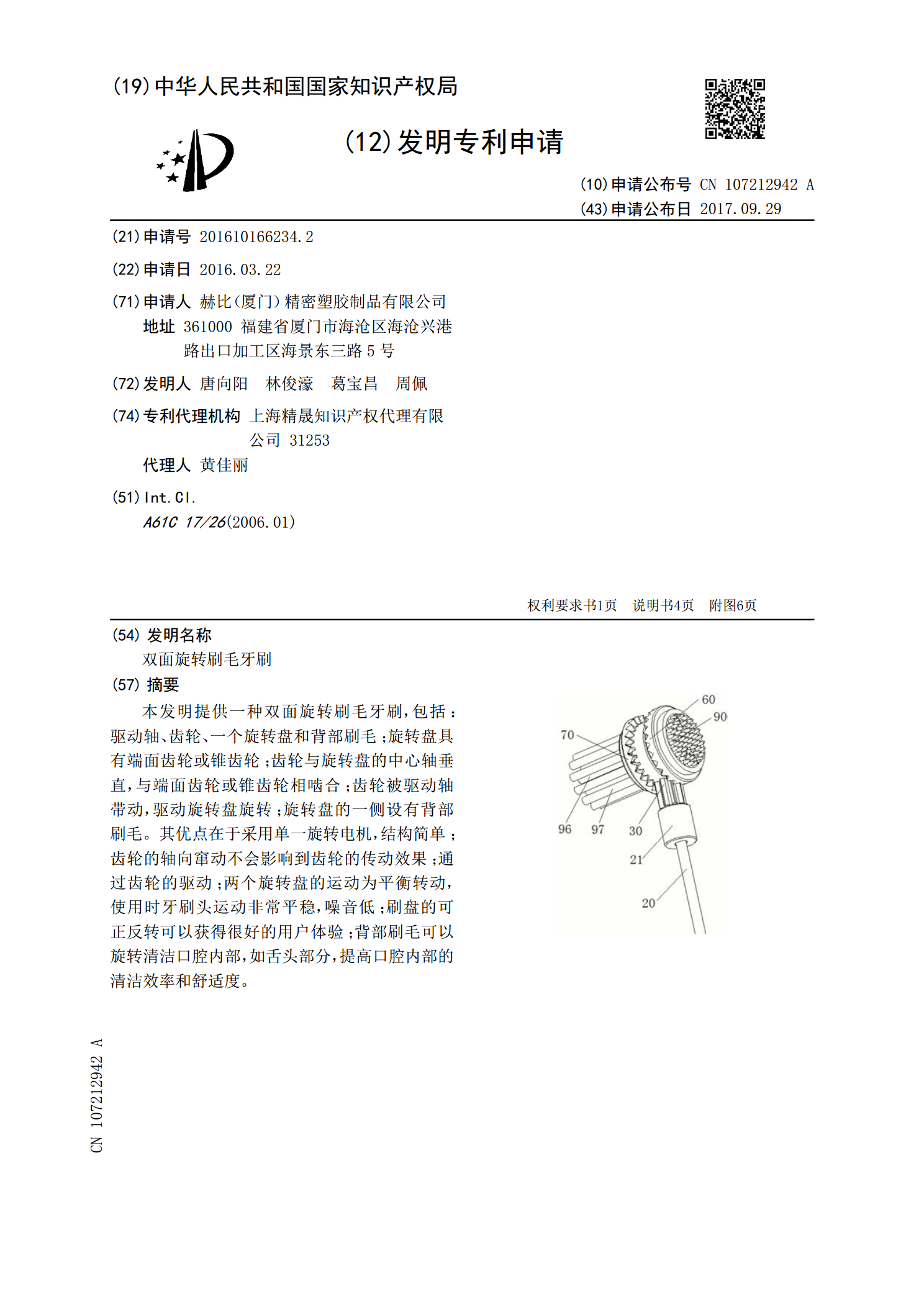
双面旋转刷毛牙刷.pdf
本发明提供一种双面旋转刷毛牙刷,包括:驱动轴、齿轮、一个旋转盘和背部刷毛;旋转盘具有端面齿轮或锥齿轮;齿轮与旋转盘的中心轴垂直,与端面齿轮或锥齿轮相啮合;齿轮被驱动轴带动,驱动旋转盘旋转;旋转盘的一侧设有背部刷毛。其优点在于采用单一旋转电机,结构简单;齿轮的轴向窜动不会影响到齿轮的传动效果;通过齿轮的驱动;两个旋转盘的运动为平衡转动,使用时牙刷头运动非常平稳,噪音低;刷盘的可正反转可以获得很好的用户体验;背部刷毛可以旋转清洁口腔内部,如舌头部分,提高口腔内部的清洁效率和舒适度。