
一种连铸精整火切熔渣在线处理装置.pdf

一吃****春艳


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连铸精整火切熔渣在线处理装置.pdf
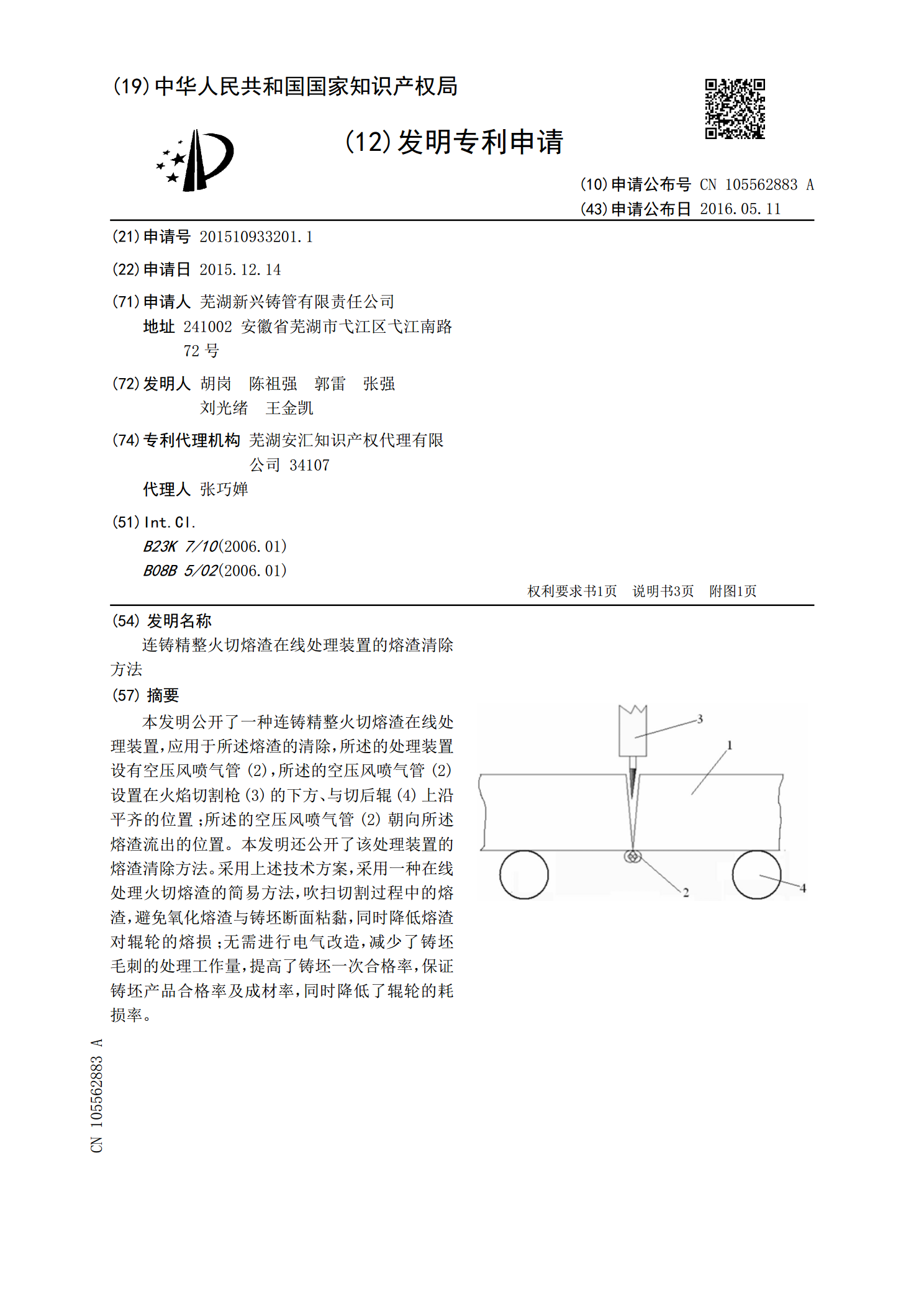
本发明公开了一种连铸精整火切熔渣在线处理装置,应用于所述熔渣的清除,所述的处理装置设有空压风喷气管(2),所述的空压风喷气管(2)设置在火焰切割枪(3)的下方、与切后辊(4)上沿平齐的位置;所述的空压风喷气管(2)朝向所述熔渣流出的位置。采用上述技术方案,采用一种在线处理火切熔渣的简易方法,吹扫切割过程中的熔渣,避免氧化熔渣与铸坯断面粘黏,同时降低熔渣对辊轮的熔损;无需进行电气改造,减少了铸坯毛刺的处理工作量,提高了铸坯一次合格率,保证铸坯产品合格率及成材率,同时降低了辊轮的耗损率。
连铸精整火切熔渣在线处理装置的熔渣清除方法.pdf
本发明公开了一种连铸精整火切熔渣在线处理装置,应用于所述熔渣的清除,所述的处理装置设有空压风喷气管(2),所述的空压风喷气管(2)设置在火焰切割枪(3)的下方、与切后辊(4)上沿平齐的位置;所述的空压风喷气管(2)朝向所述熔渣流出的位置。本发明还公开了该处理装置的熔渣清除方法。采用上述技术方案,采用一种在线处理火切熔渣的简易方法,吹扫切割过程中的熔渣,避免氧化熔渣与铸坯断面粘黏,同时降低熔渣对辊轮的熔损;无需进行电气改造,减少了铸坯毛刺的处理工作量,提高了铸坯一次合格率,保证铸坯产品合格率及成材率,同时降

一种连铸连轧铜管的在线环切装置.pdf
本申请提供了一种连铸连轧铜管的在线环切装置,包括底座、电动机、主动齿轮、被动齿轮、回转箱、左支架、右支架、环切刀、托辊组件;本申请中铜管不动但环切刀动,利用圆盘状刀片与一对托辊组成三爪夹持副对铜管进行夹持固定,此处圆盘状刀片既是环切装置又是夹持固定装置,一边夹持固定一边裁切,解决了现有技术中先夹持再切割再松开、切割过程复杂、操作人员劳动强度增大、工作效率低的技术问题;且结构简单、成本较低,解决了现有的机械自动化切割设备大多结构比较复杂,价格昂贵,切割成本较高的技术问题。
一种铸余渣熔态分块处理装置及方法.pdf
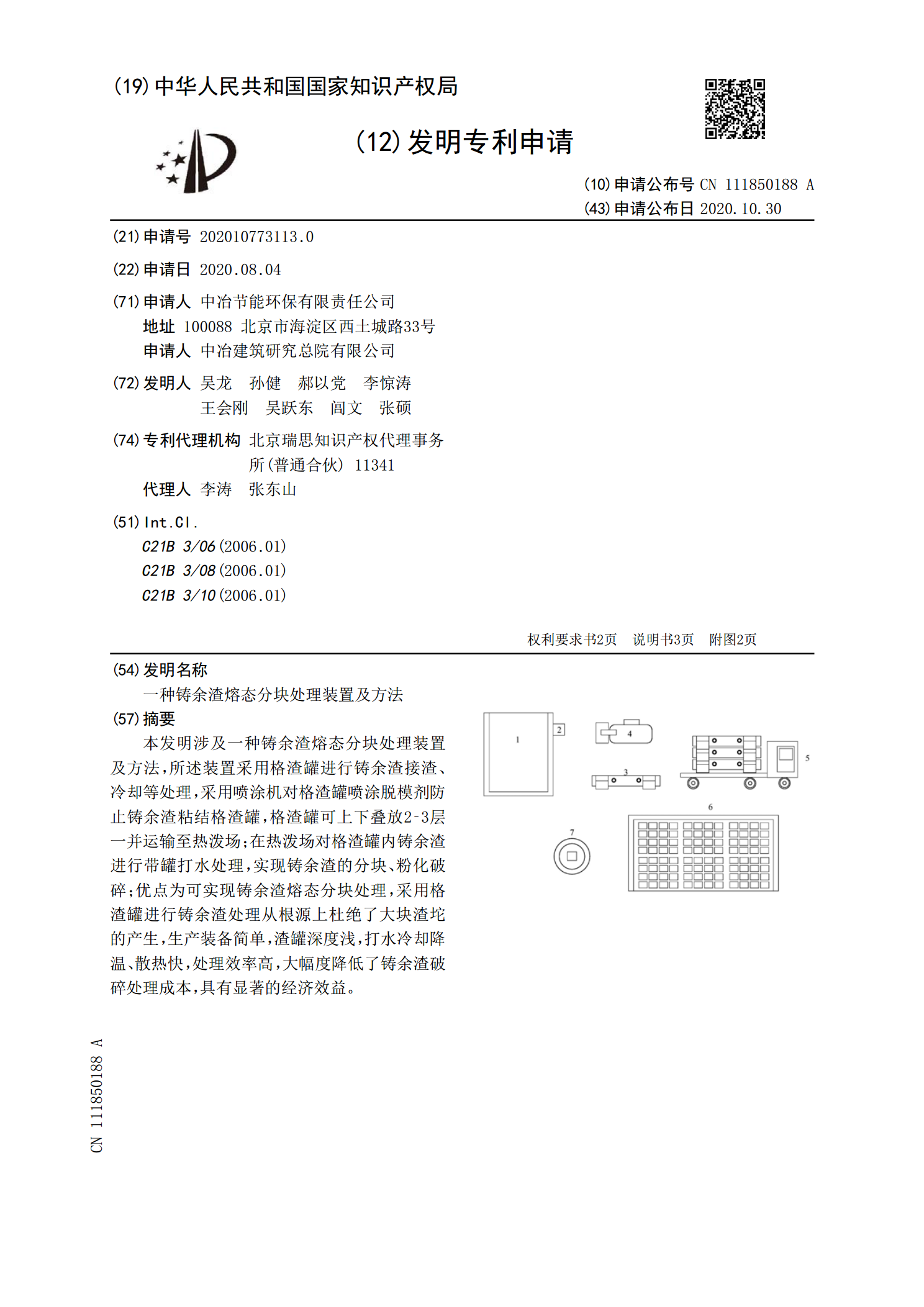
本发明涉及一种铸余渣熔态分块处理装置及方法,所述装置采用格渣罐进行铸余渣接渣、冷却等处理,采用喷涂机对格渣罐喷涂脱模剂防止铸余渣粘结格渣罐,格渣罐可上下叠放2‑3层一并运输至热泼场;在热泼场对格渣罐内铸余渣进行带罐打水处理,实现铸余渣的分块、粉化破碎;优点为可实现铸余渣熔态分块处理,采用格渣罐进行铸余渣处理从根源上杜绝了大块渣坨的产生,生产装备简单,渣罐深度浅,打水冷却降温、散热快,处理效率高,大幅度降低了铸余渣破碎处理成本,具有显著的经济效益。
一种熔渣超声处理装置及降低熔渣黏度方法.pdf
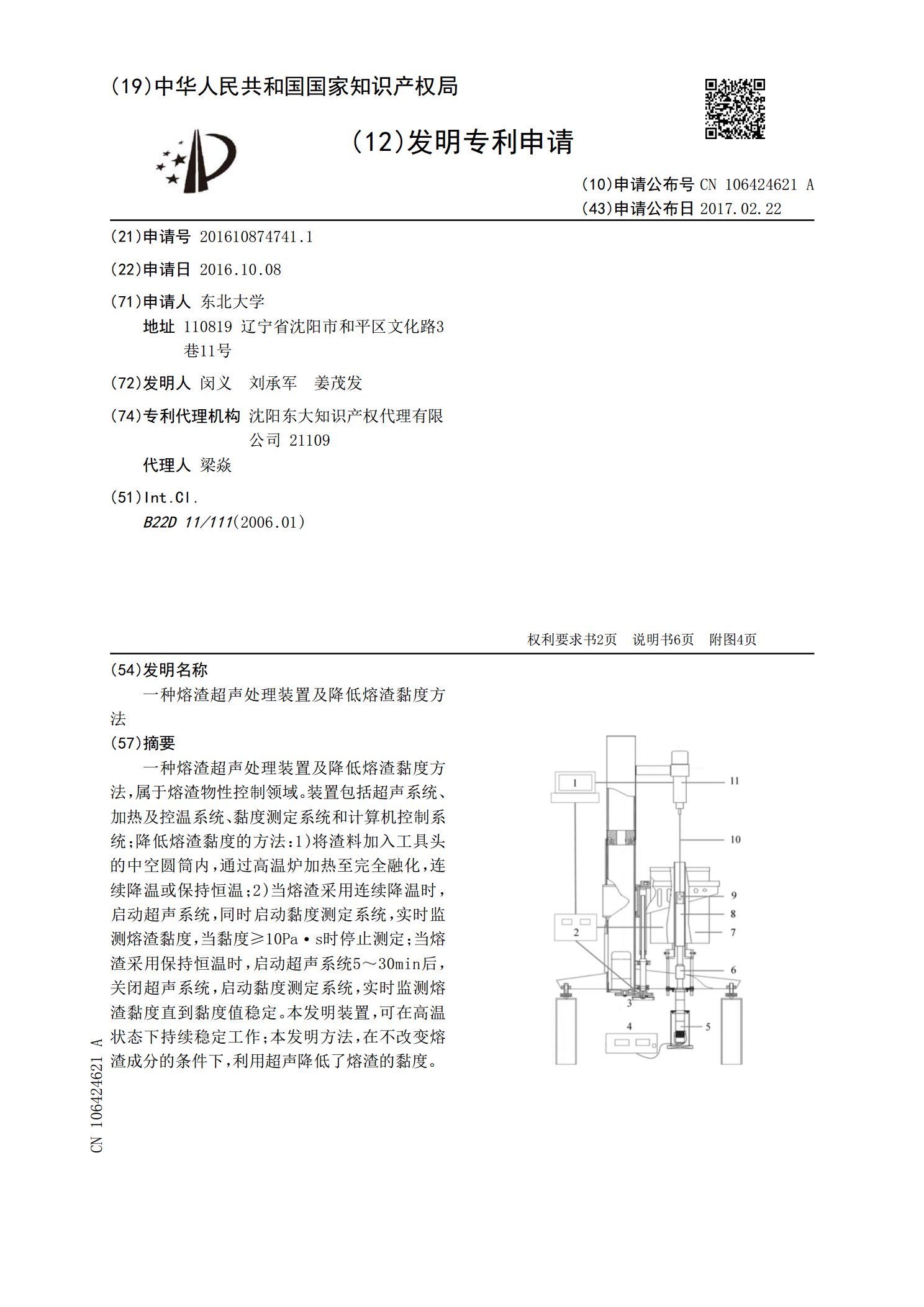
一种熔渣超声处理装置及降低熔渣黏度方法,属于熔渣物性控制领域。装置包括超声系统、加热及控温系统、黏度测定系统和计算机控制系统;降低熔渣黏度的方法:1)将渣料加入工具头的中空圆筒内,通过高温炉加热至完全融化,连续降温或保持恒温;2)当熔渣采用连续降温时,启动超声系统,同时启动黏度测定系统,实时监测熔渣黏度,当黏度≥10Pa·s时停止测定;当熔渣采用保持恒温时,启动超声系统5~30min后,关闭超声系统,启动黏度测定系统,实时监测熔渣黏度直到黏度值稳定。本发明装置,可在高温状态下持续稳定工作;本发明方法,在不