
刀片切削装置.pdf

一条****贺6


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

刀片切削装置.pdf
提供刀片切削装置。旋转切削板状的被加工物的刀片切削装置具有:刀片切削构件,其包含主轴、主轴外壳以及刀片轮;门型的支承构件,其支承刀片切削构件;水平移动构件,其配设于门型的支承构件,使刀片切削构件在与卡盘工作台的移动路径垂直的方向上移动;刀片切削构件进给机构,其使刀片切削构件在与卡盘工作台的保持面垂直的方向上移动;切削液供给喷嘴,其在旋转切削时至少向加工部位供给切削液,卡盘工作台的与移动路径垂直的方向的宽度大于刀片轮的直径,刀片切削构件配设为:能够在借助水平移动构件而能够移动的范围中的任意的位置进行旋转切削
切削刀片和制造切削刀片的方法.pdf
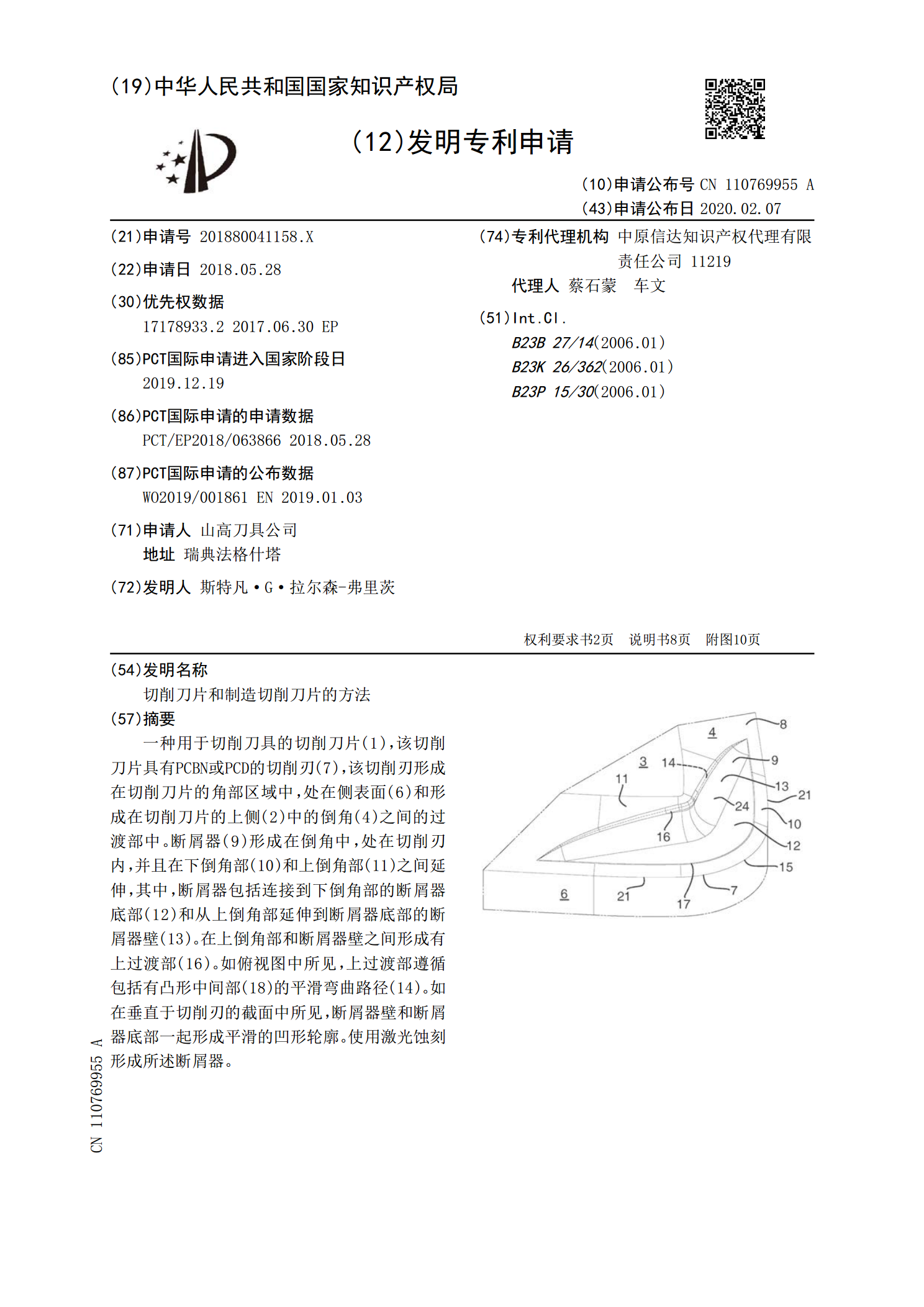
一种用于切削刀具的切削刀片(1),该切削刀片具有PCBN或PCD的切削刃(7),该切削刃形成在切削刀片的角部区域中,处在侧表面(6)和形成在切削刀片的上侧(2)中的倒角(4)之间的过渡部中。断屑器(9)形成在倒角中,处在切削刃内,并且在下倒角部(10)和上倒角部(11)之间延伸,其中,断屑器包括连接到下倒角部的断屑器底部(12)和从上倒角部延伸到断屑器底部的断屑器壁(13)。在上倒角部和断屑器壁之间形成有上过渡部(16)。如俯视图中所见,上过渡部遵循包括有凸形中间部(18)的平滑弯曲路径(14)。如在垂直

切削刀片.pdf
本发明涉及一种切削刀片。本发明的实施例的切削刀片在主切刃与断屑部之间形成凸点,且该凸点在主切刃与主切刃之间形成梁部。从而,在执行切削加工的期间所生成的切屑能够在主切刃刃带部、梁部以及凸点这三点接触。在切屑在三点接触的期间,切屑能够排出热。
切削刀片以及切削工具.pdf
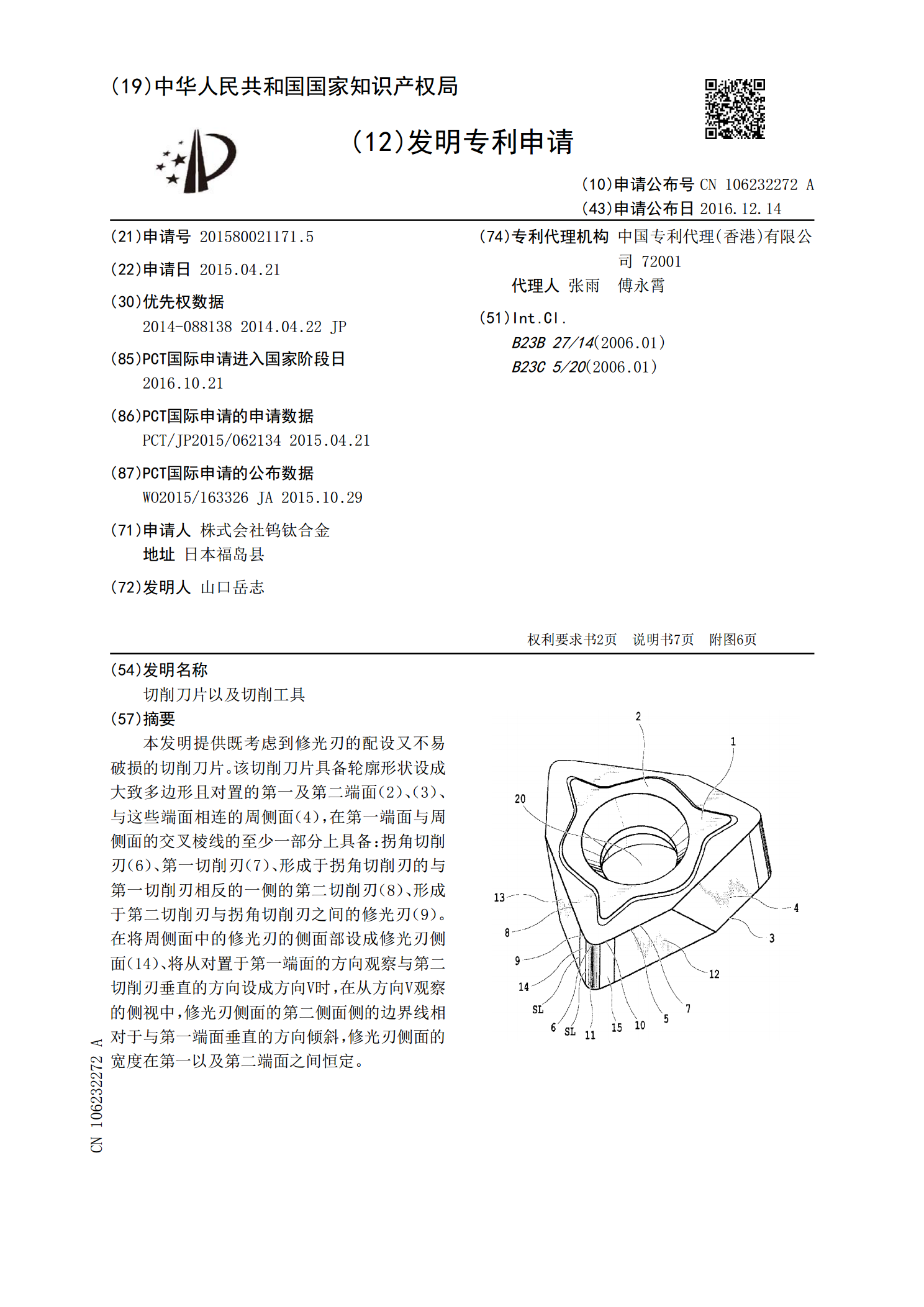
本发明提供既考虑到修光刃的配设又不易破损的切削刀片。该切削刀片具备轮廓形状设成大致多边形且对置的第一及第二端面(2)、(3)、与这些端面相连的周侧面(4),在第一端面与周侧面的交叉棱线的至少一部分上具备:拐角切削刃(6)、第一切削刃(7)、形成于拐角切削刃的与第一切削刃相反的一侧的第二切削刃(8)、形成于第二切削刃与拐角切削刃之间的修光刃(9)。在将周侧面中的修光刃的侧面部设成修光刃侧面(14)、将从对置于第一端面的方向观察与第二切削刃垂直的方向设成方向V时,在从方向V观察的侧视中,修光刃侧面的第二侧面侧

切削刀片浅析.docx
切削刀片浅析切削刀片是工业领域中常见的切削工具,被广泛应用于机械加工、金属切削、木材加工等领域。切削刀片的性能对切削质量、切削效率、工具寿命等方面都有很大影响。本文将对切削刀片的结构、材料、涂层以及使用注意事项等方面进行浅析。一、切削刀片的结构1.刀片形状:刀片的形状有直角刀片、斜角刀片、圆角刀片等多种,不同的形状适用于不同的切削工艺。2.刀片尺寸:刀片尺寸包括长度、宽度、厚度等,根据具体切削工艺和工件材料的要求选择合适的尺寸。3.刀片槽型:刀片槽型影响切屑的排出和切削力的大小,常见的槽型有直槽、斜槽、螺